最新FANUC MC系统数控铣床加工中心操作文档格式.docx
《最新FANUC MC系统数控铣床加工中心操作文档格式.docx》由会员分享,可在线阅读,更多相关《最新FANUC MC系统数控铣床加工中心操作文档格式.docx(54页珍藏版)》请在冰豆网上搜索。
7
编辑键
替换键
ALTER
由输入字替换光标所在字
插入键
INSERT
在光标后输入字
删除键
DELETE
删除光标所在位置的字
10
换页键
PAGE
↓向程序结束方向翻页,↑向程序开始方向翻页
11
光标移动键
分别向四个方向移动光标
12
帮助键
HELP
显示帮助信息
13
复位键
RESET
解除报警,CNC复位
2.CRT显示操作软键
按下MDI面板某一功能键(如POS键),属于所选功能的一组软键就会出现(见图A-3)。
按下一个“章节选择软键”,所选章节的屏幕就会显示出来;
若目标章节的屏幕没有显示出来,可按下“菜单继续软键”进行搜索,直到目标章节显示后,按“操作选择软键”以显示要进行操作的数据。
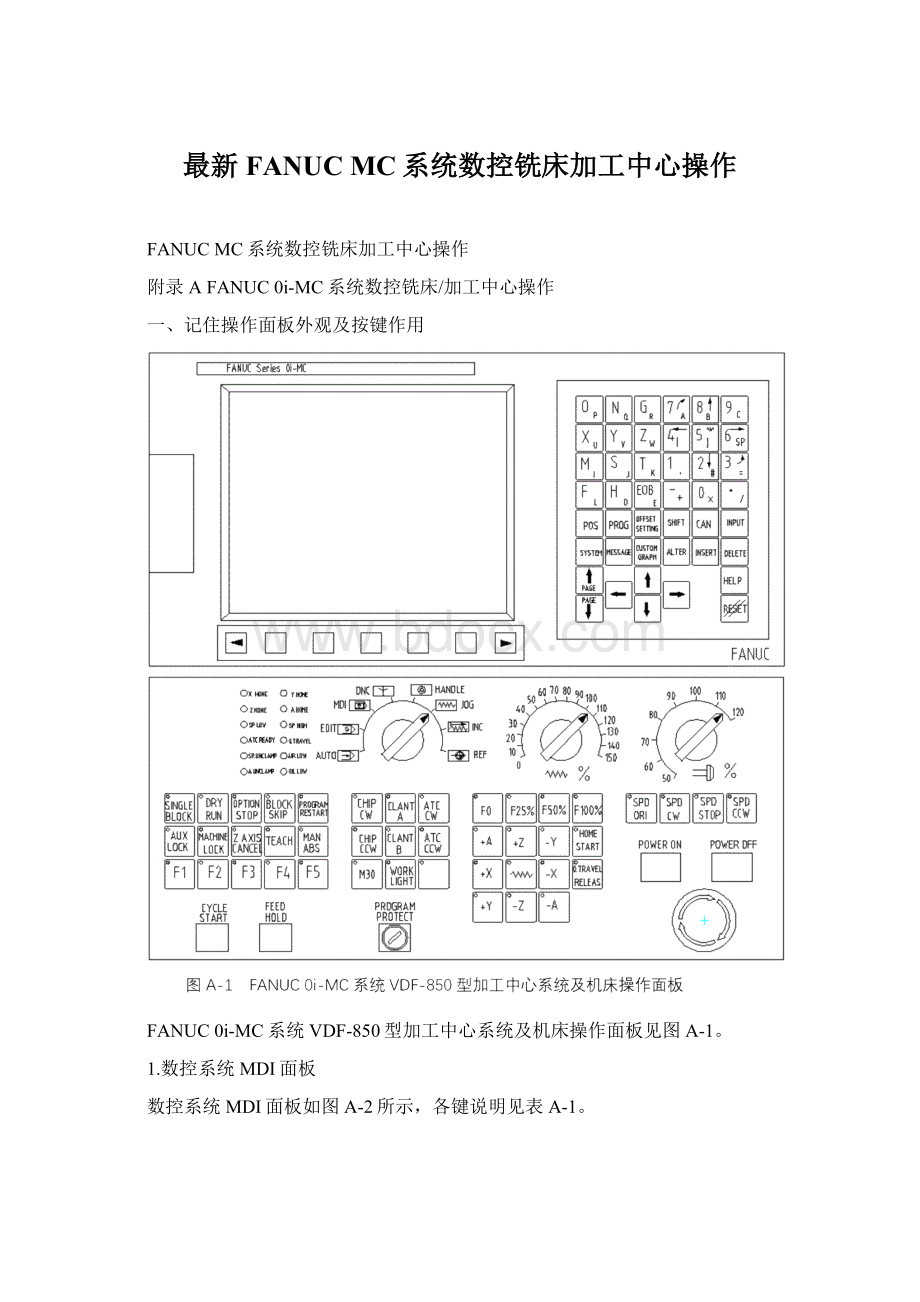
3.机床操作面板
图A-1下半部分为机床操作面板,其各键说明见表A-2。
表A-2机床操作面板各键名称及功能说明
图形/英文键名
名称
见图A-4
机床指示灯
显示机床状态
方式选择波段开关见图A-5
AUTO
自动运行方式
EDIT
程序编辑方式
MDI
半自动方式或手动数据输入方式
DNC
数据(包括程序)传输方式
HANDLE
手轮进给方式
JOG
点动进给方式
INC
增量进给方式
REF
返回参考点方式
进给倍率开关
在0~150%内调整进给速度
主轴转速调整
在50~120%内调整主轴转速
SINGLEBLOCK
单段方式
按一次循环起动键,执行一条程序段
DRYRUN
空运行方式
机床按空运行速度不按编程速度执行程序,以加快程序运行速度。
主要用于Z轴锁紧和外部零点Z向偏置提高的程序运行,检查程序格式、刀具轨迹是否正确
OPTIONSTOP
选择停止
按下该键,程序中的M01有效,否则M01无效
8
BLOCKSKIP
程序段跳读方式
跳过或不执行带有“/”符的程序段
9
PROGRAMRESTART
程序重新开始
程序中断后,可以控制程序从断点处往下执行
AUXLOCK
辅助锁紧
锁住S、F、T不动
MACHINELOCK
机床锁定
机械部件锁定不动
ZAXISCANCLE
Z轴锁紧
单独锁紧Z轴不动
TEACH
示教
手动进给切削时编写程序
14
MANABS
手动绝对
手动移动机床时,坐标位置正常显示
15
CHIPCW
排屑正转
排屑器正向旋转排屑
CHIPCCW
排屑反转
排屑器反向旋转排屑
16
CLANTA
冷却液A
冷却液开关A
CLANTB
冷却液B
冷却液开关B
17
ATCCW
刀库旋转
刀库正向旋转
ATCCCW
刀库反向旋转
18
WORKLIGHT
机床照明灯
机床照明灯开关
19
NEUTRAL
20
F0、25%、50%、100%
快移倍率选择键
机床快速移动速度倍率选择键
21
+Z、+Y、+X、+A、-Z、-X、-Y、-A
坐标轴地址及方向键
坐标轴地址及方向
22
RAPID
快速移动键
快移速度可由“快移倍率选择键”调控
23
HOMESTART
回零键
控制“Z、X、Y”轴回参考点
24
O,TRAVELRELEASE
超程解除开关
解除超程引起的急停状态
25
SPDORI
主轴定向
SPDCW
主轴正转
主轴顺时针回转
SPDSTOP
主轴停转
主轴停止转动。
SPDCCW
主轴反转
主轴逆时针回转
26
POWERON
系统开
接通CNC电源
POWEROFF
系统关
断开CNC电源
27
急停开关
使机床紧急停止,断开伺服驱动电源
28
CYCLESTART
循环启动
在自动工作方式下,启动加工程序
29
FEEDHOLD
进给保持
自动运行时进给停止
30
PROGRAMPROTECT
程序保护开关
钥匙开关,控制存储器中程序的编辑、数据传输等
二、手动操作
1.启闭机床
操作动作
机床动作或CRT显示画面
接通机床电柜电源
稍等一会,CRT显示如图A-6画面,机床启动完毕。
按“POWERON”键接通系统电源,指示灯亮
如图A-6画面,机床启动完毕
移动机床各坐标轴到行程中间位置,防止机床变形和回参考点超程
按“POWEROFF”键关闭系统电源
切断机床电柜电源
2.回参考点
开启机床
见图A-6。
按图A-6画面中[综合]软键
CRT显示如图A-7画面
将“方式选择”开关旋至“REF”方式
见图A-5
按“+Z”地址键
该键指示灯闪烁。
按“HOMESTART”键
机床执行Z轴回零,Z轴回零后机床指示灯亮起
按“+X、+Y”地址键
执行X、Y轴回零,X、Y轴回零后指示灯亮起
CRT显示如图A-8画面,机床完成回参考点操作,正确建立了机床坐标系。
“相对坐标”指机床测量基点相对上次设定坐标移动的距离和方向。
“绝对坐标”指机床测量基点在当前工件坐标系中的坐标值。
“机床坐标”指机床测量基点在机床坐标系中的坐标值。
注:
1、增量式位置反馈系统,开机后先回参考点,才能建立机床坐标系。
2、Z轴先回零,可以防止发生撞刀事故。
3、机床加工中发生以下情况,必须重新回参考点:
①发生撞刀,影响控制精度;
②机床坐标轴超程;
③机床坐标轴锁紧,执行空运行校验程序后。
3.JOG点动
机床已回过参考点。
将“方式选择”开关旋至“JOG”方式
按机床面板上“坐标轴地址”键
机床在所选坐标轴方向移动。
按一下,动一下,不按不动;
一直按一直移动
同时按“坐标轴地址”键和“快速移动”键
机床执行快速移动
按“F0、25%、50%、100%”键
调节机床快速移动倍率
这种操作用于长距离、粗略移动机床;
移动机床要防止超程。
4.INC增量进给
将“方式选择”开关旋至“INC”方式
据需要按“F0、25%、50%、100%”键
分别选定增量值0.001mm、0.01mm、0.1mm、1mm
按一下机床面板上“坐标轴地址”键
机床在该坐标轴所选方向移动0.001mm、0.01mm、0.1mm、1mm
这种操作用于短距离、精准移动机床
5.HANDLE手轮进给
将“方式选择”开关旋至“HANDLE”位置
如图A-5,选用手轮方式
旋转“手轮轴选择”旋钮,选定机床移动轴X、Y、Z或Ⅳ轴
手轮操作面盘,见图A-9
旋转“手轮轴倍率”旋钮,选定手轮每转一格机床移动的距离
手轮倍率选“1”,手轮转一格机床移动0.001mm;
选“10”→0.01mm;
选“100”0.1mm
顺时针转动手轮
机床向坐标轴正方向移动
逆时针转动手轮
机床向坐标轴负方向移动
长距离移动机床可摇小手柄来实现;
短距离或精确调整机床位置,转大轮盘调整
6.主轴操作
将“方式选择”开关旋至“MDI”方式
按MDI面板上“PROG”键
CRT显示如图A-10a画面
按MDI面板上“字母、数字”键,在输入行键入“M03S300;
按MDI面板上“INSERT”键插入
CRT显示如图A-10b画面
在图A-10b画面中,移动光标到“O0000”之前
按机床面板上“CYCLESTART”键
机床主轴以300r/min正转
按机床面板上“SPDSTOP”键
按机床面板上“SPDCW”或“SPDCCW”键
主轴重新启动,以300r/min正转或反转
旋转“主轴转速调整”旋钮
主轴转速在300×
(50~120%)范围内变速
①自动加入程序号O0000。
②要完全删除在MDI方式中编制的程序,可在图A-10中输入字符“O”,按MDI面板上“DELETE”键。
③在MDI方式中编制的程序,最长达10段,可以调用子程序,最多4级嵌套,如图A-11所示。
三、程序编辑
1.新程序的输入
将“方式选择”开关旋至“EDIT”方式
屏幕显示如图A-12画面
在图A-12中按[列表]软键
屏幕显示如图A-13画面
按MDI面板上“字母”、“数字”键,在图A-13输入行中,键入图A-13列表中没有的程序号,如O8989,按“INSERT”键插入
屏幕显示如图A-14所示画面:
按“EOB”键,在图A-13输入行中,键入“;
”字符,按“INSERT”键插入
按“字母、数字、EOB”键,编辑一个完整的程序段,按“INSERT”键输入一个完整程序段
即输即存,编辑整个程序
最终屏幕画面样式见图A-12
2.旧程序的编辑
(1)程序号的检索
在图A-13输入行中输入要查找的程序号,如O1234
屏幕画面样式见图A-14所示
按图A-13中[O搜索]软键
检索结束后,搜索到的程序显示在画面上。
见图A-12
检索结束后,如果没找到该程序
屏幕出现P/S报警NO.71
(2)字的检索
在“EDIT”方式下,按MDI面板上“PROG”键
屏幕显示见图A-12
在图A-12中,按[(操作)]软键
屏幕显示如图A-15所示画面:
在输入行中键入要检索的字,如“M03”
在图A-15中,按[搜索↓]或[搜索↑]软键,进行字的检索
检索结束后,光标停留在检索的字上
检索结束后,如果没找到该字
(3)字的插入、替换、删除
选择“EDIT”方式,按“PROG”键,
按“光标移动”键
光标定位在需要编辑的字上
或执行“字的检索”操作
3①
在图A-12输入行中键入新字,按MDI面板上“INSERT”键
在光标定位的字后插入新字
3②
在图A-12输入行中键入新字,按MDI面板上“ALTER”键
光标定位处的字被新字替换了
3③
直接按MDI面板上“DELETE”键
光标定位处的字被删除
在图A-12输入行中键入新字,按一下“CAN”键
删除输入行中最后一个字符
(4)删除一个程序段
在图A-12中移动光标或检索将要删除的程序段的第一个指令字
光标定位在将要删除的程序段的第一个指令字上(包括段号)
按MDI面板上“EOB”键
在图A-12输入行显示“;
按MDI面板上“DELETE”键
该程序段被删除
(5)删除连续多个程序段
键入将要删除的最后一个程序段的第一个指令字(包括段号)
在图A-12输入行中显示该指令字
多个程序段被删除,操作过程见图A-16中1、2、3步
3.程序的管理
(1)删除程序(一个或多个程序)
按图A-12中[列表]软键
见图A-13
在图A-13中键入将要被删除的程序号“O1234”
在图A-13的输入行中显示该程序号
该程序被删除
在图A-13中键入将要被删除的程序号的范围,如“O1234,O8989”
O1234:
代表将要被删除程序的起始程序号
O8989:
代表将要被删除程序的终止程序号
程序号从O1234到O8989之间的程序被删除
在图A-13中键入“O-9999”
在图A-13的输入行中显示“O-9999”
存储区中所有的程序都被删除
程序删除后不能恢复,删除要谨慎。
(2)拷贝程序
①拷贝一个完整的程序,生成另一个程序,如图A-17所示。
拷贝“OXXXX”程序,新建“OYYYY”程序
当前程序号O1234,见图A-12,
见图A-15
在图A-15中,按[菜单继续键]软键
屏幕显示见图A-18
在图A-18中,按[EX-EDT]软键
屏幕显示见图A-19
在图A-19中,按[复制]软键
屏幕显示见图A-20
在图A-20中,按[全部]软键
屏幕显示见图A-21
在图A-21中,只用“数字键”输入新建的程序号,如“1235”
图A-21的输入行中显现“1235”
按MDI面板上的“INPUT”键
图A-21的输入行中字符消失,存储器中创建了程序号“O1235”
但是没有内容。
在图A-21中,按[执行]软键
完成拷贝,生成新程序O1235。
打开程序号列表画面
见图A-13,可以看见程序号“O1235”已经显现在存储器存储的程序列表中了
②拷贝程序的一部分,生成另一个程序,如图A-22所示。
通过拷贝程序的一部分来生成一个新的程序
执行“拷贝一个完整程序”中的1~5步
操作过程见上表。
在图A-20中,移动光标到拷贝范围的开头
确定拷贝的范围(从“起点”到“终点”之间的程序内容或从“起点”到程序结束处的内容),屏幕显示见图A-21
在图A-20,按[起点]软键
在图A-20中,移动光标到拷贝范围的末尾
在图A-20中,按[终点]软键
在图A-20中直接按[末端]软键
在图A-21中,用“数字键”只输入新建程序的数字号,如“1235”
图A-21输入行中字符消失
完成拷贝,生成新程序O1235
打开程序号列表
可以看见新生成的程序号“O1235”
(3)移动程序
通过移动程序的一部分,来生成新的程序。
如图A-23所示
执行“拷贝一个完整程序”中的1~4步
见图A-19
在图A-19中,按[移动]软键
屏幕显示见图A-24
在图A-24中,移动光标到移动范围的开头
确定移动程序的范围(从“起点”到“终点”之间的程序或从“起点”到程序结束处的程序)屏幕显示见图A-25
在图A-24中,按[起点]软键
4①
在图A-24中,移动光标到移动范围的末尾
在图A-24中,按[终点]软键
4②
在图A-24直接按[末端]软键
在图A-25中,用“数字键”只输入新建程序的数字号,如“1235”
图A-25的输入行中显现“1235”
图A-25输入行中字符消失
在图A-25中,按[执行]软键
完成移动,生成新程序。
(4)合并程序
另外一个程序可以插入当前程序的任何位置。
见图A-26
执行“拷贝”过程中的1~4步
见图A-19
在图A-19中,按[合并]软键
屏幕显示见图A-27
在图A-27中,移动光标到某一位置
确定程序插入的位置(在光标处插入或在结尾插入)。
屏幕显示见图A-28
然后按[终点]软键
或在图A-27中,直接按[末端]软键
在图A-28中,用“数字键”,只输入新建程序的数字号,如“1237”
图A-28的输入行中显现“1237”
图A-28输入行中字符消失
在图A-28中,按[执行]软键
完成合并,在原有程序号中生成新程序。
(5)字的全部替换
在图A-19中,按[改变]软键
屏幕显示见图A-29
在图A-29中,键入要被替换的字或地址
图A-29输入行显示该指令字
在图A-29中,按[之前]软键
屏幕显示见图A-30
在图A-30中,键入新的字或地址
图A-30输入行显示新字
在图A-30中,按[之后]软键
屏幕显示见图A-31
7①
在图A-31中,按[执行]软键
新字替换光标后所有指定的字或地址
7②
在图A-31中,按[跳转]软键
只搜索光标后的第一个指定的字或地址
7③
在图A-31中,按[EX-SGL]软键
搜索并替换光标后第一个找到的指定字或地址
①最多可以替换15个字符②可替换字或地址,不能只替换数字。
示例:
●用X30替换X100Y200:
“[替换]X100Y200[之前]X30[之后][执行]”
●用WHILE替换IF:
“[替换]IF[之前]WHILE[之后][执行]”
四、对刀及数据设置
1.相对坐标显示操作及设置
开机,执行手动回参考点
按MDI面板上“POS”键
见图A-6
在图A-6中,按[相对]软键
屏幕显示见图A-32
5①
在图A-32输入行中键入“坐标轴地址+数据”
屏幕显示选定坐标轴地址闪烁
按[预置]软键
该轴相对坐标值改为输入数据值
5②
在图A-32输入行中键入坐标轴地址
按[归零]软键
该轴相对坐标值清为0
5③
在图A-32中,直接按[归零]软键
屏幕显示见图A-33
③-1、在图A-33中,按[所有轴]软键
X、Y、Z的相对坐标值都清为0
③-2
在图A-33的输入行中输入某一坐标轴地址
在图A-33中,按[执行]软键
2.零点偏置值设置
通过“对刀”等操作,机床移动到某一位置
按MDI面板上“OFFSETSETTING”键
屏幕显示见图A-34
在图A-34中,按[工件系]软键
屏幕显示见图A-35
6①
在图A-35中,直接按“换页键”或按“光标移动”键
光标定位,选定需要设置零点偏置值的坐标系
按[(操作)]软键
屏幕显示见图A-36
6②
在图A-35中,按[(操作)]软键
在图A-36中,键入数字“0~6”
按[搜索]软键
在图A-36中,键入“X0或Y0或Z0”
当前刀具测量基点在机床坐标系中的坐标值,自动显示在选定坐标系零点偏置值的位置上,并存储。
按[测量]软键
在图A-36中,键入“坐标轴地址+数据”
输入数据和原有偏置值相加
按[+输入]软键
在图A-33中,键入“坐标轴地址+数据”
输入数据替代原有偏置值
按[输入]软键
3.刀具补偿值设置
屏幕显示如图A-34所示画面
在图A-34中,直接按“换页键”或按“光标移动”键
光标定位,选定需要设置补偿值的刀具号
然后按[(操作)]软键
屏幕显示如图A-37所示画面
在图A-34中,按[(操作)]软键
在图A-37中,键入“偏置号”数字
光标定位,选定需要设置
 升级会员
升级会员 