数控铣削编程案例Word下载.docx
《数控铣削编程案例Word下载.docx》由会员分享,可在线阅读,更多相关《数控铣削编程案例Word下载.docx(12页珍藏版)》请在冰豆网上搜索。
N30G00Z100;
N120G01X-20Y-35;
N210G00Z100;
N40M03S800;
N130G02X-35Y-20R15;
N220Y150;
N50G00Z10;
N140G01X-35Y20;
N230M30;
N60G00X55Y0;
N150G02X-20Y35R15;
N70G01Z-5F80;
N160G01X20Y35;
N80G41G01X55Y20D01F150;
N170G02X35Y20R15;
4.刀具半径补偿后的刀轨路径图(刀具为①20立铣刀,D01=10.2)
■■■
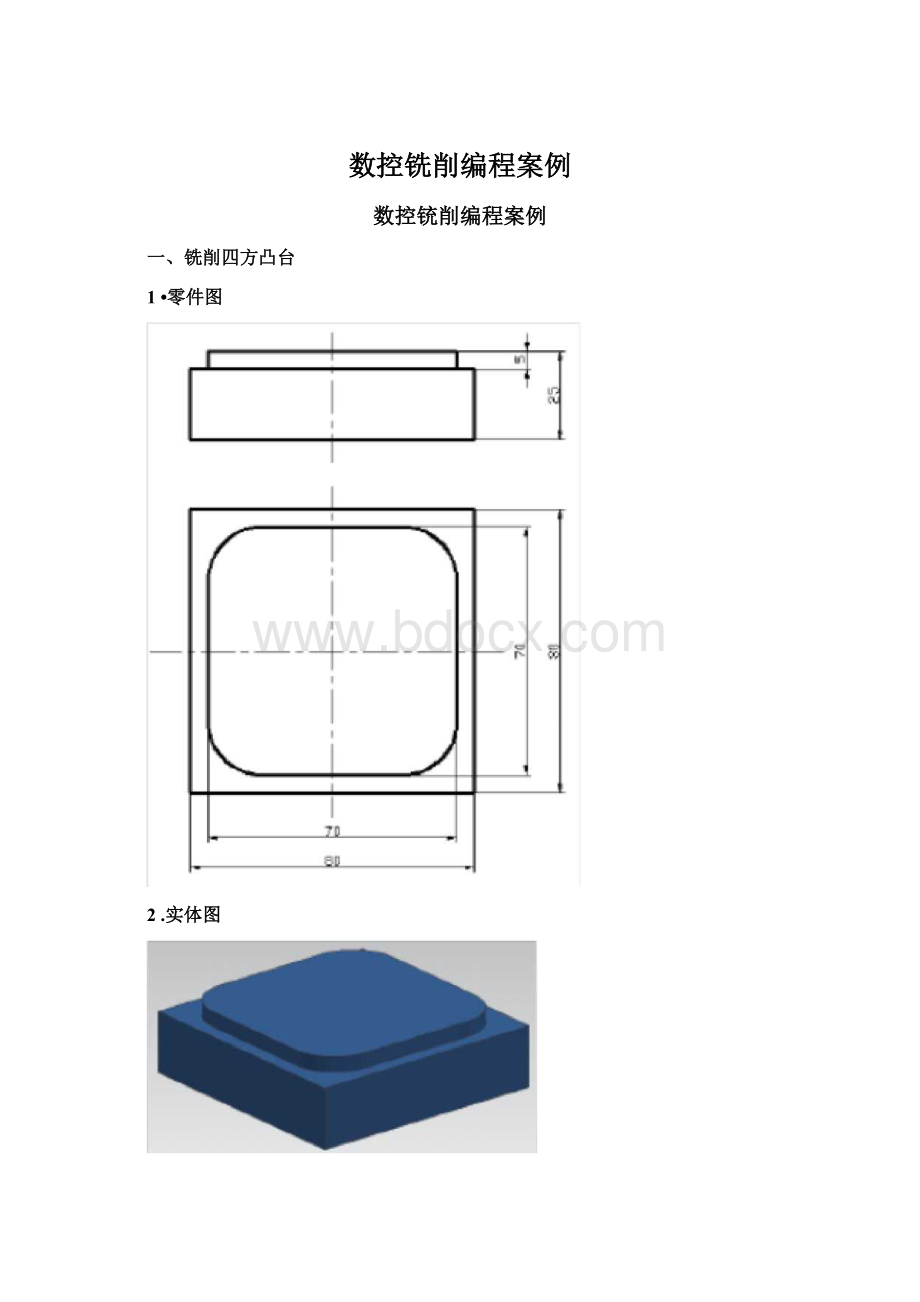
70
80
5.仿真加工结果图
二、铣削六边形
3(]
2.实体图
3.数值计算
如图所示计算A点坐标:
AB/OA二SIN600AB=30.311
A点坐标值为(17.5,30.311)
4.程序
O1202;
N90G03X0Y-30.311R20;
N180G01G40X0Y-50.311;
N100G01X-17.5Y-30.311;
N190G00Z100;
N110G01X-35Y0;
N200Y150;
N120G01X-17.5Y30.311;
N210M30
N130G01X17.5Y30.311;
N140G01X35Y0;
N60G00X0Y-50.311;
N150G01X17.5Y-30.311;
N160G01X0Y-30.311;
N80G41G01X20Y-50.311D01F150;
N170G03X-20Y-50.311R20;
5.刀具半径补偿后的刀轨路径图(刀具为①35立铣刀,D
0仁17.5)
6.仿真加工结果图
二、铣削对称轮廓
O1203;
主程序
N90M98P0301;
N170M30;
N100G90G01Z10;
00301;
子程序
N110G00G40X0Y-60;
N10G91G01X0Y80;
N120G01Z-5F80;
N20G02X20Y0R10;
N40M03S600;
N121G01X10Y-60D01F150;
N30G01X0Y-45;
N130M98P0301;
N40G01X-30Y0
N60G00X-50Y-60;
N140G01G40X0Y-60;
N50M99
N150G90G00Z100;
N80G41G01X-30Y-60D01F150;
N160Y150;
4.刀具半径补偿后的刀轨路径图
5.仿真结果
四、铣削四方型腔
01204
N10G90G80G40G69G21;
N60G00X20Y0;
N80G41G01X20Y10D01F150;
N90G03X10Y0R10;
N100G01X10Y-5;
N210G41G01X20Y-10D01F150;
N220G03X30Y0R10;
N230G01X30Y20;
N240G03X20Y30R10;
N250G01X-20Y30;
N260G03X-30Y20R10;
N270G01X-30Y-20;
N280G03X-20Y-30R10;
N290G01X20Y-30;
N300G03X30Y-20R10;
5•仿真结果
五、铣削图形旋转
I口馆
亠
CP1
O1205
N110G03X6Y10R10;
N210G69
N60G01G40X0Y0
N120G01G40X6Y0;
N220G00Z100
N70M99
N130G01Z-5;
N230Y150;
N140M98P0501
N240M30;
N150G68X0Y0R90
00501
N160M98P0501
N10G01X0Y0
N60G00X6Y0;
N170G68X0YOR180
N20G01G41X0Y-9D01
N70G01Z-10F80;
N180M98P0501
N30G01X28Y-9
N80G41G01X6Y-10D01F150;
N190G68X0Y0R270
N40G03X28Y9R9
N90G03X16Y0R10;
N200M98P0501
N50G01X0Y9
N100G03X16Y0I-16J0;
4.刀具半径补偿后的刀轨路径图(刀具直径①15mm)
六、铣削型腔槽板
1
r
T
3.
七、铣削图形镜像与缩放
-1t
1.L
F
LUI」1
~~1I
I
 升级会员
升级会员 