带钢跟踪MTRWord格式文档下载.docx
《带钢跟踪MTRWord格式文档下载.docx》由会员分享,可在线阅读,更多相关《带钢跟踪MTRWord格式文档下载.docx(26页珍藏版)》请在冰豆网上搜索。
模型系数将带钢的延伸率(正或负)计算在内。
模型系数或者是计算必须用到的数值,一定要经过测量(例如硬件测量)然后传送给SEGA。
拉矫机延伸率
测量然后传输给SEGA
警告:
编码器安装位置变化会影响该值
炉子
需要将各个区域的平均温度传输到SEGA
而且MF=1+(Temp.* a)
a=材料的伸缩度
实践中,炉子内的带钢伸缩度可以被忽略(接近0.1%)然后会在下一次焊缝同步时做补偿。
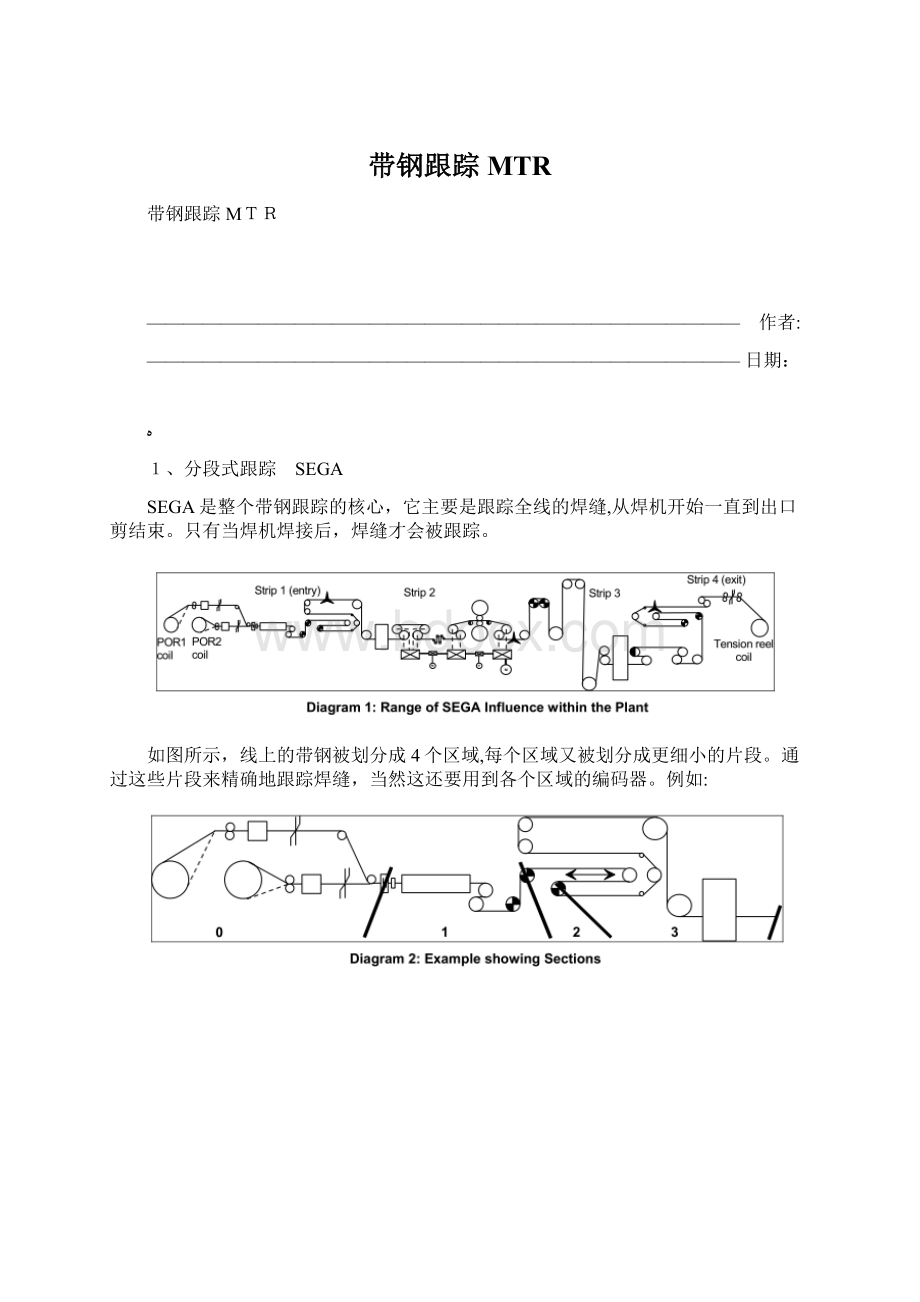
1.3.3线上的区域和片段
一个区域划分必须是线上某个工艺段,运行在相同的速度之下。
区域拥有一个固定长度(带或不带延伸率MF)或者该区域拥有一个可变长度(活套)。
两条规定:
1定义一个MF(系数)
区域出入口之间有一个模型系数。
例如
MF=温度系数
或=长度延伸率(拉矫机)
或=1固定系数
受编码器位置影响
2定义一个长度可变的区域
在一个长度可变的区域,出入口的速度是经常存在差异的。
所以该区域的当前长度将被告知SEGA并实时的更新区域的参数DB块。
所有区域二者必有其一,而且不存在混合型的区域。
一个生产线最多可容纳15个区域。
2.3.3.1连退生产线区域划分
固定的带钢长度。
入口(MF=1)
漂洗(MF=1)
炉子(MF>
1)
平整(MF>
拉矫(MF>1)
出口(MF=1)
首先必须先安装脉冲编码器,另外,如果情况许可,在每个区域,为编码器和区域做一个明确的分配。
1.3.3.2活套区域
一组活套通常作为一个区域。
活套区域可以容纳至多15个片段。
这些活套区域中的片段可以是可变长度的片段,也可以是固定长度的片段,然后所有这些片段的长度累加到区域。
整个活套套量被分成一定数量的可变长度片段,是根据它的组成结构来划分的。
1.3.3.3线上区域/片段
生产线被细分为一个个小片段(将区域细分成片段)。
所有片段的长度构成了整个区域的长度(片段长度=从起点到终点的距离)。
这意味着区域的边界也就相当于起始片段和最终片段的边界。
每个区域至多可以容纳59个片段(活套区域除外)。
整条生产线至多可以容纳512个片段。
片段的这些定义有助于:
标准动作点(参考MAVE),
HMI显示。
行进中的带钢在屏幕上以一个片段或者片段组的形式显示出来(如果某个片段没有显示=跳过某些片段作显示)。
这是个优点,例如,某些MAVE动作只在某些特定的位置被触发,不要作显示。
带钢长度必须超过2个片段的长度,片段才有意义。
一个长度可变长度的片段(一些长度会波动的小区域)可以在存在于区域中。
当然这应当是该区域的最后一个片段。
通常定义一种上游的快速动作来提高精度。
1.3.3.4区域计数器
焊缝是由一个S7内部计数器跟踪着,而这个内部的计数器又涉及到区域内的脉冲编码器。
当前的带钢(由下游区域尾部过来的焊缝)由第一个计数器跟踪。
每个更晚一点过来的焊缝会触发另外一个S7计数器进入该区域跟踪。
每个区域至多可以容纳7个计数器。
这意味着一个区域内部至多能容纳6个焊缝。
该区域的长度应当比6条带钢的总长度短。
2.3.3.5带钢片段
1条带钢被分为一些长度相等的片段。
一条带钢包含片段的数量是固定而且与延伸率无关。
这些片段在焊缝处开始依次编号。
每个区域的测量值都被记录下来,以便提供高质量的数据处理。
SEGA是产生这些记录的基础,SEGA在带钢经过时不停的产生脉冲。
这些脉冲都是来自于脉冲编码器。
每个区域,被活套分隔的区域,通常只需要一个脉冲编码器。
这些测量结果都被记录下来,然后分配一个通信时间标记给每条记录。
注意:
带钢片段不等同于生产线的片段。
焊缝同步:
焊缝检测装置安装在生产线当中检测触发信号,用于带钢同步的地方,提高检测精度。
位于区域起点处的焊缝检测装置仅用于同步计数器。
当检测装置位于该区域的终点或是下一个区域的起点时,就可以计算出该区域的一个偏差值。
带钢的打滑也可以通过这个偏差值得到补偿,这样就可以提高下一条带钢的跟踪精度。
1.3.4焊缝跟踪编码器故障
焊缝跟踪切换到MRG线速度跟踪,如果增量型编码器发生故障如何处理。
程序提供一下一些功能模式:
模拟计数器基于MRG速度
MRG速度位于FB243中的“计数器模拟速度”每个区域的计数器详见DB240.从LCO过来的MRG初始速度位于DB200,由FB81更新。
区域速度基于SEGA脉冲编码器
FB320计算出区域速度,通过SEGA计数器以及OB“1SEC”循环时间然后保存到DB265.
监控脉冲编码器
FB321监控输入信号“SPEED_LCO”是否在SEGA编码器计算出的区域速度(DB265)范围之内。
如果超过监控时间T_MON,编码器将被视为失败。
输出C_ER将被置位。
编码器错误标志位必须传输给DB5.DBX52.0(1区域),DB5.DBX52.1(2区域)等等。
这些标志位将使能对应区域的SEGA计数器模拟功能。
使能SEGA计数器模拟
编码器失败标志位DB5.DBX52.0等等,将会使能SEGA计数器模拟D242.0(FC52,DB241)。
这些位还将使能生产线模拟M10.0。
SEGA计数器模拟
一旦编码器失败或者生产线模拟M10.0被使能,那么FM450将不再连接得到SEGA标准FB232通过D242.0。
然后在DB240中的模拟计数器将被连接。
1.3.5利用MRG计数器进行焊缝跟踪
有时候,会利用MRG的计数器代替FM450计数器来进行焊缝跟踪。
当SEGAﻩ计数器模拟被关闭(DBX24.2),会启用MRG计数器,(DBX0.0位于区域DB)。
这些MRG计数器是经过标准化的(mm)。
脉冲长度设为1.0(区域DB ,DBD42)当SIMU输入信号给到FB242。
1.3.6动作点
每个动作点都是固定在全线的某个位置上,一旦带钢通过该点就会触发一个动作。
两种不同的动作点类型:
1精确动作点:
每个区域可以定义至多16个精确动作点。
产生这些动作的基础是与之相联系的计数器的值,这些值每20ms(10ms高动态响应)。
这是SEGA基础功能。
2标准动作点:
在每个片段的尾部可以定义一个或多个动作(每个区域至多59个)。
尽管这些动作可以单独定义以及个性化,它们的基本目的都是分配相关的设定点给线上的自动控制功能块在合适的时间点。
张力设定点,温度设定点,。
。
这是MAVE的基础功能
[MaterialTracking(refertothe MAVESpecification)].
1.4SEGA软件
1.4.1基本定义
区域数据块
每个区域有两个数据块,一个组态,一个变量(详见1.4.4)
区域DB用于存储基本计数器和快速动作的数据。
片段DB用于存储片段定义和活套组态(活套区域)。
1.4.2软件结构
FB70
调用SEGA功能块
FB230
登记新带钢
FB234
刷新活套区域的区域长度
FB242
FM450脉冲长度的计算
FB245
建立米脉冲
FB321
监控FM450脉冲编码器
中断块OB40:
FB231
基本中断
FB237
中断计数器同步
Zyklus 20ms
FB232刷新SEGA计数器和动作
Zyklus 50ms
FB243
模拟SEGA计数器
FB233
焊缝同步窗口和刷新焊缝跟踪镜像位
Zyklus1000ms
FB320通过FM450脉冲建立区域速度
重启:
FB241 重载镜像位和预设FM450
2.4.3功能调用
2.4.3.1OB1功能(循环)
2.4.3.1.1SEGAD的基本功能
2.4.3.1.1.1FB230基本功能
该模块在OB1里处理SEGA的基本功能
参数
S_DB(INT):
第一个区域的区域参数DB
WELD(BOOL):
入口新带钢已焊接的信号,上升沿信号。
QUIT(BOOL):
确认信号。
复位所有区域的SEGA报警。
其他用到的接口或程序:
第一个区域的参数DB中的硬件计数器接口。
内部连接的区域DB是用复位中断。
功能
1初始化进入生产线的新带钢(焊接)。
接收由FRST数据块过来的新带钢的参数。
依据焊接信息的上升沿来确定接收新带钢,然后新带钢的参数进入到FRST数据块。
第一个区域的DB块中的参数的意义:
DBX28.0第一个区域DB定义OK信号
DBW32 前一带钢的片段的最小数目
DBD62 前一带钢的最小长度
一旦新带钢被接收,一个额外的计数器将被初始化用于第一个区域。
2.SEGA计数器报警
所有区域的计数器的复位信号都是QUITT[ACK]信号(依据级别)。
3.SEGA的原始镜像位都存储在DB220中,以便重启后用于初始化数据。
这些镜像将被上传到OB101,以便SEGA的重启。
1.4.3.1.2追加功能
这些功能不属于SEGA\MAVE,而且也不是必需的。
1.4.3.1.2.1FB234更新活套
该功能依据当前活套的值来更新活套区域以及该区域的片段。
DBNR(BLOCK_DB)将被更新的活套区域DB
NEWLENGTH (DWORD) NET活套容量
片段定义DB是DBD488....DBD544
MAX(REAL) 活套最大容量
MIN(REAL) 活套最小容量
其他使用到的接口和程序
在区域DB中传输活套参数和片段定义通过DB指针
更新区域内活套容量
活套容量作为一个NET容量被接收
活套区域可以被细分为至多15个片段
这些片段在区域DB/片段DB(DBD488....DBD544)中被组态
活套区域可以包括可变长度片段和固定长度片段。
被接收的活套容量通过可变长度片段来处理。
组态(DD488....DD544)
1.可变长度片段
正数(0.00.。
1.00)
所有正数片段值得和必须等于1.0(100%)。
片段容量=活套容量*参数(DBD488...DBD544)
2.固定长度片段
负数,其绝对值=片段长度(mm)
固定长度片段计入活套容量。
卷取机—活套容量=接收到的活套容量(通过可变长度片段来处理)+固定长度片段。
活套至多可以有15个片段。
可变长度片段和固定长度片段是相结合的。
组态这些片段的是DBD488.....DBD544。
2.4.3.1.2.2FB235改变区域的长度
当区域容量发生小的变化的时候更新区域长度。
将区域长度的值(mm)由整型转换成实数,然后将这些值写入区域DB中的正确位置。
例如跳动辊:
区域长度的基本参数是跳动辊在区域中心位置时生成的参数。
辊子的横移,造成一个正偏移量或者负偏移量。
在FB70中调用这个实例来循环更新区域长度。
这个块也可以用在带钢运行路径发生改变的场合(经过转向辊或者不经过转向辊)。
第一次的路径组态为参数0。
在第二路径时,这个值发生相应的改变。
变动量最大值=整数+32768mm。
DBNR(BLOCK_DB):
区域DB
SLVC(DWORD) 区域长度变动量(mm)
MIN(REAL) 最小变动量
MAX(REAL) 最大变动量
2.4.3.1.2.3FB236更新模型系数
该功能是更新区域接收到的或计算出的模型系数到区域DB的正确位置。
在区域DB中正确的位置设置区域模型系数。
该FB在OB1中循环调用并不断更新由延伸率变化导致的模型系数变化(炉子温度,平整延伸率)。
MF(DWORD) 模型系数
DBNR(BLOCK)区域DB
2.4.3.1.2.4
如果辊子的直径发生变化,那么必须重新计算脉冲长度。
基于新的直径和区域DB参数,调用该功能来更新脉冲长度。
计算脉冲长度,根据辊径以及在区域DB中编码器的定义来计算。
辊径位于区域DB中的DBW13
只有当辊径发生改变时才会更新。
DBNR(BLOCK_DB) 区域DB
SIMU(BOOL) 当SEGA模拟激活或者MTRCounter(DBSect,dbx0.0=1)时置位1
其他的接口和程序
区域DB中的参数
脉冲编码器DBW20=脉冲数/结果(INT)
齿轮比 DBD74=系数(REAL)
2.4.2.1.2.5FB245米脉冲
该FB是用来产生米脉冲的
产生米脉冲
该FB利用区域DB的计数器来更新自己内部的M-Counter。
每一米都产生一个米脉冲,作为一个开关信号。
S-DB(BLOCK_DB) 区域DB
S_DB_MT(BLOCK_DB) M-Counter辅助DB(236.。
239标准DB)
PULS(BOOL) 输出信号(米脉冲)
2.4.3.1.3FB321监控脉冲编码器
该FB监控FM450的脉冲编码器是否失败。
这是通过比较LCO/MRG的速度与SEGA中DB265计算出来的速度是不是一致来判断的,当检测的一个失败,那么一个错误位将被置位。
详见2.3.4
输入
SECT(int) 区域编号(1.。
15)
ENA(bool) 使能编码器检测
SPEED_LCO(real) LCO/MRG过来的区域速度
TOL_L(REAL) 速度偏差下限
TOL_H(REAL) 速度偏差上限
T_MON(REAL) 延时定时器
T_VAL(S5TIME) 延时时间
输出
C_ERR(BOOL) 编码器错误
PAFE(BOOL) 错误的区域编号
2.4.3.1.4FC251片段下的带钢长度
FC251可以存储10个运行当中的片段的长度,钢卷ID和钢卷颜色存在DB71中。
此外在DB72中存储了过去30条的带钢ID和长度。
SEG01(INT)编号1的片段
...........
SEG10(INT)编号10的片段
NEW01(BOOL) 1片段下带钢长度
..........
NEW10(BOOL) 10片段下带钢长度
ERR(BOOL) 片段编号错误
SEG_ERR(INT) 故障片段的号码
2.4.3.1.5FC252可变动作
该功能块主要是处理在一个固定长度片段的的头部X米处的一个可变动作(相关点)。
例如动作点和相关点之间有一个活套。
输入SEGT必须是某个区域中的固定长度片段的
编号。
输入DIST时从相关点到动作点之间的距离(mm)。
输入IMPL是输出ACT长
度。
IMPL 最小长度是1.5m如果输出ACT变成1,那么输出CDBB就是1个周期内钢
卷数据的DB号。
SEGT(INT)可变动作的相关片段
DIST(REAL) 从相关点到动作点的距离(mm)
IMPL(EAL)对应输出ACT的脉冲长度,从动作点开始DIST(mm)
CDDB(INT)输出带钢数据DB号一个周期,正跳变
ERR(BOOL)错误
ERRNO(INT) 错误编号
ACT(BOOL) 可变动作激活
2.3.4.1.6FC253到相关点的剩余长度和时间
该功能负责处理从相关点POS_ACT到下一焊缝的剩余长度和时间(如SPM)。
当然它也可以设置一个基本动作点的时间。
输入MIN_ALARM和SEC_ALARM控制动作点的时间。
当剩余时间接近动作点的时间时,一个OF位,DB196.DBX6.0或者14.0或者22.0(依据NUM_ACT)被置位1直到焊缝到达相关点。
相关点POS_ACT(mm)取决于区域NUM_SEC的起始。
根据运行编号NUM_ACT剩余长度,剩余时间秒,剩余时间分,存储在DB196中。
当生产线停止或者焊缝没有到达,剩余时间时999MIN和999sec。
如果相关点前面没有焊缝,剩余长度是9999m并且相关点到焊机的距离会写入DB196。
NUM_ACT(INT)该块调用运行编号
NUM_SEC(INT)区域编号(1.。
POS_ACT(REAL)相关位置(起始于区域的距离时间)
MIN_ALARM 剩余时间(分)
SEC_ALARM 剩余时间(秒)
NEW01(BOOL) 1片段下的新带钢
........
NEW10(BOOL)10片段下的新带钢
ERR(BOOL) 错误
SEG_ERR(INT) 错误片段的号码
2.4.3.1.7FC254最小或最大张力选择
该块定义了生产线的最大最小张力(例如活套)。
张力值和增加的颜色代码,宽度以及
厚度都将从带钢数据DB复制到输出值。
如果需要复制更多的值,输出COIL_DATA_DB
将包含带钢数据DB。
SSRT(INT) 起始片段
SEND(INT) 结束片段
ADR_TENS(INT) 带钢数据DB中张力设定点的地址
ADR_COLOR(INT)带钢数据DB中的颜色代码
ADR_WIDTH(INT)宽度
ADR_THICK(INT) 厚度
MIN_MAX(bool) 1=最小,0=最大
TENS_OUT(REAL) 目的DB的张力
COLOR_OUT(INT)目的DB的颜色代码
WIDTH_OUT(REAL)目的DB的带钢宽度
THICK_OUT(REAL)目的DB的带钢厚度
COIL_DATA_DB(INT)实际带钢数据DB的最大或最小设定
ERR(BOOL) 参数错误
ERR_NO(INT) 错误号码
2.4.3.1.8FC255焊缝距离
该快利用一个计数器,显示出焊缝的距离是在某个位置前面还是在某个位置后面。
计数
器从起点(-)到0再到终点(+)例如-100m...0m...+100m。
该快需要调用FC251以及
FC253
RUN_LENGTH(REAL) 某片段下的长度(mm)(DB71)
REM_LENGTH(REAL) 某点之前的剩余长度DB196
START_POS(REAL) 焊缝计数器起点(-)
STOP_POS(REAL) 焊缝计数器终点(+)
WELD_COUNTER(REAL)某位置处的焊缝计数器
2.4.3.2OB40(中断)
2.4.3.2.1FB231焊缝检测触发的SEGA同步
SEGA的中断处理(焊缝检测)
该SEGA在OB40中运行,它处理所有区域进来的焊缝中断信号。
中断选项原理:
仅仅利用了中断板块的前面2个字节。
中断寄存器中的中断信号在区域DB中进行字与
字的比较
(看不懂)
检测一个焊缝然后打开一个计数器窗口
如果在参数中使能了,那么已经定义好的区域偏差系数将会被计算。
尽可能的在越接近区域末端的地方采集足够的脉冲以便于焊缝检测。
联锁
以下情况下不进行修正
ODBX29.0(区域内没有焊缝检测)
ODBX19.1(焊缝检测位于区域起始点)
ONDBX29.2(焊缝检测位于区域末端)
内部计数器是用来区域同步的
FB237调用子程序
2.4.3.3OB37和OB38(20ms或者10ms)
2.4.3.3.1FB232更新SEGA计数器和快速动作
这是SEGA的主程序
所有的计数器在这里初始化,并且任何快速动作请求都在这里被执行。
计数器抵达区域
末端时自动开关区域计数器。
DBNR(NLOCK_DB)整数值,第一个区域DB
ERROR(BOOL)错误信号(区域DB是没有”CT”的类型DB)
其他接口和程序
FB239滤出计数器子程序,传输到下一个区域
可用于基于快速动作参数的直接调用(见2.4.4)
2.4.3.4OB36(50ms)
2.4.3.4.1FC243计数器模拟
从实际速度产生一个模拟计数器。
该速度来自于LCO/MRG或者是生产线调试时的手动输入。
来自LCO/MRG的速度DB200,DBD200.....DBD256
手动速度 DB240,DBD20
这些模拟计数器存储在DB240,DBD180....DBD236.见2.3.4
输入:
S_DB 第一个区域的DB号
CYCLE 功能块循环时间
SIMU生产线模拟ON(M10.0)
MODE 0=使用LCO速度
1=使用手动速度
2.4.3.4.2FB233SEGA镜像和焊缝同步窗口
产生一个焊缝检测窗口,然后移动它的镜像位。
该功能更新镜像位(标志位,移动带钢穿过区域)以及计算所有区域的焊缝检测窗口(如
果该区域存在一个中断)该窗口时用来发送同步请求的。
FIRSTDB(BLOCK_DB)组态第一个区域DB
区域DB中的窗口参数和片段DB中的片段定义
2.4.3.5OB32(1000ms)
2.4.3.5.1FB320FM450计数器的区域
 升级会员
升级会员 