筑炉保温施工方案Word文档下载推荐.docx
《筑炉保温施工方案Word文档下载推荐.docx》由会员分享,可在线阅读,更多相关《筑炉保温施工方案Word文档下载推荐.docx(7页珍藏版)》请在冰豆网上搜索。
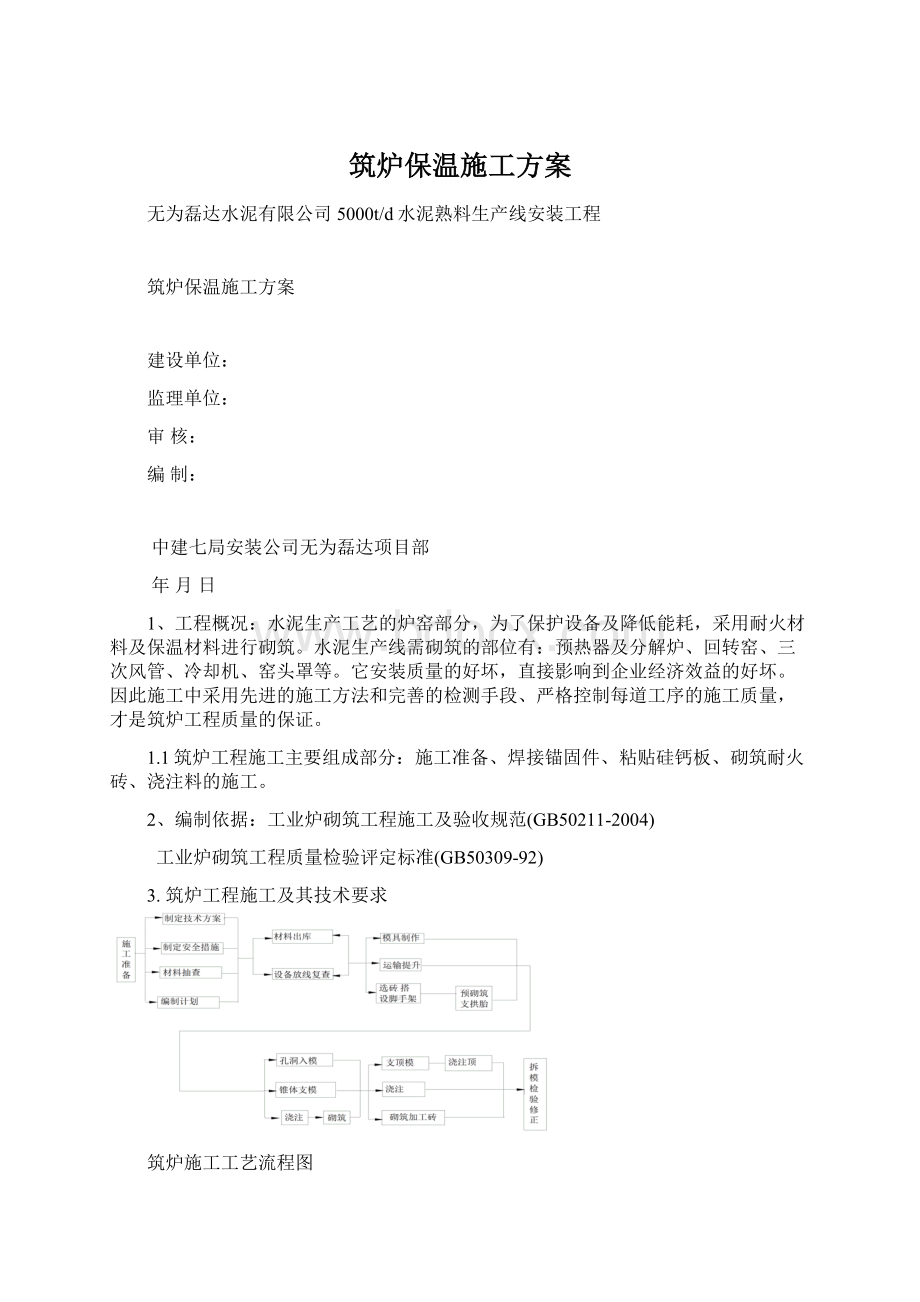
筑炉工程施工及其技术要求
筑炉施工工艺流程图
3.1施工准备工作:
3.1.1所要筑炉的设备的安装、焊接和防腐等工序都要完工并验收合格,要和建设单位办交接手续,填写工序交接证书
3.1.2要和电气专业协调好,要求各种测温、测压等仪表接管部件在筑炉前安装完毕。
3.1.3由架子工搭设筑炉施工脚手架,搭好脚手架经安全检查后方可使用。
3.1.4要求每到一批耐火材料必需具有产品质量证书或出厂合格证,检查其规格、尺寸、性能等技术指标要符合设计文体的规定。
3.1.5施工前耐火材料从仓库运至现场分类堆放,并做好防雨、防潮措施。
3.1.6清除筑炉的设备表面的油污、灰尘及铁锈等。
3.2锚固件部分:
3.2.1锚固件焊接前,先在设备筒体上按图纸要求画出锚固件的位置。
3.2.2锚固件焊接时采用不锈钢电焊条进行焊接。
焊缝应严格按照图纸要求。
3.2.3锚固件焊好后,应在上面刷2㎜沥青漆,作为膨胀缝。
4、
预热器砌筑
4.1硅钙板的砌筑
4.1.1硅钙板作隔热层的施工。
凡平面部位,可用大块直接铺砌,圆弧面可用切割成小条的硅钙板镶砌,在硅酸钙板与壳体之间使用高温粘结剂,高温粘结剂厚度一般为2~3毫米,高温粘结剂配制应按供货商提供使用说明书进行。
4.1.2硅酸钙板脆性、易损坏,必须小心轻放,在切割时,可使用钢锯、木锯、电锯等工具。
4.1.3为防止脱落,硅酸钙板粘贴作业可与砌砖同时进行
4.1.4打浇注料的地方,硅钙板表面应刷一层防水剂。
4.2耐火砖砌筑
4.2.1砖层间、内外层间、砖与筒壁间部位应使用耐火泥。
每块砖砌好后都立即用木槌敲打,挤出多余的泥浆,控制砖缝为2~3毫米。
敲打时要轻,避免挤坏内层隔热砖。
4.2.2砖缝要匀、直,上下砖和内外层之间要相错缝,工作面力求平整,在火泥完全硬化前,应刮去多的火泥。
4.2.3在设计中预留的膨缝,应予以保证。
4.2.4在砌筑中凡需加工的耐火砖,应使用切砖机加工规整。
4.3预热器系统浇注料施工
在预热器系统中,料管、膨胀节、翻板阀、旋风预热器弯管,风管拐弯处、捅料孔及人孔门等部位都采用耐火浇注料。
4.3.1施工前检查需焊接的锚固件是否齐全、牢固,如有缺陷或不结实的,必须补焊。
4.3.2按图纸规定厚度,制作和支撑好模板。
模板表面必须平滑。
在浇注料上需要预留膨胀缝的部位,可在模板上固定好烧片(由三合板或硬纸板制成)。
4.3.3浇注前锚固件上需要涂刷沥青。
凡与浇注料接触的硅钙板应作防水处理,既在硅钙板表面涂一层防水剂。
4.3.4浇注面积不应太大,一般为1.5-2平方,大于2平方应分块浇注,并留一道膨胀缝。
4.3.5在浇注时,为保证浇注致密均匀,避免出现死角,应采用机械振捣,在拆模时,要认真检查,如有严重缺损,必须采取补救措施。
5、窑头罩、冷却机、三次风管风衬砌筑
5.1窑头罩内衬砌筑
5.1.1准备工作
5.1.1.1根据图纸要求,预先加工好下述模板
A人孔门浇注模B观察孔浇注用的模板C燃烧器浇注用模板
5.1.1.2脱模剂,如机油等
5.1.2锚固件的施工,可参照3、2条施工。
5.1.3硅钙板的铺砌,可参照4、1条施工。
5.1.4浇注料的施工,可参照4、2条施工。
5.2篦冷机的内衬砌筑,可参照窑头罩内衬施工。
5.3三次风管内衬砌筑
根据三次风管的特点,分成四个部位施工,即直管部位耐火砖砌筑;
弯管耐火砖和浇注料交错施工;
膨胀节浇注料施工和膨胀缝留设。
5.3.1直管部位耐火砖砌筑
5.3.1.1耐火砖砌筑前先铺贴硅酸钙板,但圈拱部位要先砌耐火砖再铺贴硅酸钙板。
5.3.1.2硅钙板太宽时要加工变窄使它能紧贴筒体,铺贴用的胶结剂是用高温粘结粉加玻美度为37的水玻璃调制而成。
5.3.1.3圈拱前先好下半圈耐火砖,再支好事先做好的拱胎,接着砌上面半圈砖,当一环剩下最后几块砖时,先预砌筑,排好砖块数,进行锁砖,以锁紧为原则,然后镶嵌上半圈硅酸钙板。
5.3.1.4拱胎宽度应制成耐火砖的1-2倍。
5.3.1.5拆除拱顶的拱胎需要在锁砖全部打紧之后进行。
5.3.2膨胀节等浇注料施工
膨胀节、闸阀等设备在设备装前应在地面预制,这些预制件因其几何尺寸复杂,因此对制模要求严格,模具用金属钢板或五合板放样取得。
施工中不能变形,所以模具支撑要牢固,支模位置要正确。
具体施工要求见设计要求。
5.3.4
膨胀缝留设
图纸中注明的膨胀缝,要按图纸规定留设,图纸无要求者,执行规范要求规定。
6、回转窑的内衬砌筑
6.1回转窑内衬砖的使用寿命取决于耐火砖的质量和砌筑施工的好坏。
目前,按照设计情况,回转窑二个端部通常采用不同材质的浇注料,其他部位使用不同材质的耐火砖,砌筑之前检查窑内焊缝,不要高于窑体图纸的规定值。
较高的焊缝要被磨平至允许高度。
铺砌窑衬的顺序为从窑的最低端开始砌筑逐渐砌向入口。
窑内不同带的砌筑质量要求绘制在砌筑图纸上,使之施工时一目了然。
6.2砌筑前的准备工作
6.2.1挑选耐火砖,环砌时,以选砖的长度为主。
6.2.2材料及工机具准备
6.2.2.1干砌用接缝钢板,厚度为1.0—1.2毫米,要求不卷边,不扭曲。
无毛刺、平整,每块板宽应小于砖约10毫米,数量按设计要求。
6.2.2.2厚度为3毫米纸板,数量与砌砖数量相同。
6.2.2.3固定用窑撑、方木、木楔、木槌、大锤、跳板、灰浆槽、切砖机等到。
6.3窑体每段的第一列砖从窑体下半部开始,准确地按画在窑壳上的纵向直线和以窑壳为导面进行砌筑,同时以第一列砖为标准,沿圆周方向同时向两边砌筑。
6.4砌数列砖后,用2m的靠尺和弧形板检查,开始做转窑的准备工作。
6.5砌砖超过半圈的1-2列后,暂停砌砖,开始做转窑的准备工作。
6.6沿内衬的最后几列砖设置方木,方木应压住最外砖砖厚的3/4,在方木之间,每隔一定距离用窑撑支撑,丝杠一定要拧紧,防止脱落。
窑撑间距的规定;
相邻窑撑的间距不大于890毫米,砌筑段的最大长度为5米,方木材质及尺寸规定:
应选用硬杂木材质截面为80~140毫米的长方形方木。
6.7全部支撑完毕后,要反复检查支撑是否牢固。
在方木和砖的缝隙中用木楔楔紧。
6.8支撑紧好后转动窑体1/4,至整组窑撑在窑内处于垂直位置上。
6.9继续砌砖至窑体中心高度,支好第二组窑撑,其间距可以较大些。
6.10再转动窑体至第二组窑撑到垂直位置为止,再砌砖至窑体中心的高度。
6.11转动窑体使锁砖带位于相当于时钟的7~8点钟位置内进行锁砖。
6.12当窑衬剩有6~7列砖时,要对锁口进行组合排列,窑衬在最后2~3列处锁口,锁口处的2~3列砖要同时砌筑,锁砖从侧面打入,最后在周围的几块砖缝内打入钢板,使其牢固。
6.13砖缝应横平竖直,当环砌时,环缝偏差每米允许≤2毫米,但全长度偏差最大允许量≤8毫米
6.14高铝砖、粘土砖和耐碱砖隔热砖的砌筑
6.14.1在砖与砖之间、砖与窑体外壳之间充分填充2毫米厚的火泥进行砌筑。
6.14.2砌筑用的耐火泥的化学成份,应与所砌筑的耐火砖化学成份相适应,调制泥浆时要称量准确,搅拌均匀,不得在调好的泥浆内任意加水及胶结剂。
6.14.3湿砌时回转窑各部位砖缝的允许厚度
A
纵向缝
≤2毫米
B
横向缝
≤3毫米
7、砌筑施工的检查
7.1
工程质量检查应在施工过程中按规程随时进行,发现不合格现象必需随时纠正,严重的要返工。
7.2查砖缝厚度用塞尺,塞尺宽15毫米、长100毫米。
厚度分别为1、1.5、2、3毫米四种。
塞尺插入深度≤20毫米者为合格。
每50平方米砌体表面,任意检查10处。
比规定深度大50℅以内的砖缝,在一类、二类砌体中不超过四处,在三类、四类砌体中不超过五处,在一类、二类砌体中不超过两处,在三类、四类砌体中不超过三者为优良。
7.3检查水平度用L=500水平尺,检查垂直度用0、5公斤线坠,检查斜度用万能尺,选砖检查用钢板尺和角尺。
7.4检查表面平整度用L=2000毫米木靠尺。
7.5浇注料内衬每20立方米工程量留设试块一组,检查其强度等主要性能。
7.6凡被覆盖的隐蔽性工程,应在隐蔽性工程验收后方可进入下一道工序。
检查项目好下:
7.6.1随时检查隔热层和锚固砖
7.6.2锚固件和锚固装置
7.6.3防失水措施
7.6.4预埋设施,隐蔽一程检查后,应填写隐蔽工程验收单,并经甲方签证认可。
7.7分部分项工程完工后,应进行中间交工验收,检查项目如下;
7.7.1砌体的外形尺寸、衬厚和中心线
7.7.2材料使用情况
7.7.3膨胀缝、砖缝、水平度和垂、表面平整度
7.7.4工艺设施及孔洞
7.7.5外观检查。
分部分项工程检查后,应填写分项工程交工验收单,至经甲方签证认可。
工程质量保证体系图
8、安全文明施工措施
因本工程施工现场狭窄、作业环境差、高空交叉作业多、危险性大、工期紧张,特殊安全技术多等特点,为做到安全文明施工起见,特制定以下安全防范措施:
8.1、施工前召开全体安全动员大会,对全体施工人员进行安全教育,使其树立高度的安全意识。
8.2、每周星期一进行一次安全例会,交接班前后由班组长再举行一次安全交底,并预防一切可能发生的安全事故。
8.3、施工现场要保持整齐干净,各种道路畅通无阻,施工危险区域设置醒目的信号。
8.4、进入施工现场人员必须戴上完好的安全帽,禁止由高处向下抛扔物品,在重要部位应设置安全网。
8.5、室内施工设置足够的照明,各种电气设备均应设置接零保护。
8.6、施工区域内不得堆积易燃物,在可能发生火灾的地方,设置足够的消防工具,杜绝一切火种。
8.7、搅拌机、卷扬机、电焊机等机械设备均应由专人操作维护,持证上岗。
8.8、脚手架、模板的搭拆按规定严格操作、必须做到稳固、安全。
8.9、砖加工场所要保持通风良好,并设置除尘措施,且操作人员要配备必要的防护用品。
8.10、高空作业人员必须戴安全带,在暴雨、雷电等情况下应停止施工。
8.11、加强劳动纪律管理,严禁酒后上岗作业。
8.12、窑内施工设置足够的照明,各种电气设备均应设置接零保护。
8.13、支撑器,脚手架、模板的设置和拆除按规定严格操作。
必须做到稳固安全,在转动窑体前,所有人员都应撤出。
9、主要施工设备
序号
名称
规格
数量
1
泥浆搅拌机
HJ1-200B型
2台
2
切砖机
1.7KW
1台
3
卷扬机
7.5KW
4
强制搅拌机
250L
5
手推车
人力
5架
6
灰槽
10个
7
钢管
φ50
350m
8
跳板
竹制
50m2
9
木材
7m3
10
电线
0.5mm
150m
11
大灰槽
2个
12
丝杠
10套
13
插入式振动器
14
电焊机
10、劳动力组织及施工进度计划:
10.1劳动力组织
项目经理:
1人
生产经理:
施工班组长:
3人
筑炉工:
35人
质量员:
1人
架子工:
2人
天车工:
电焊工:
木工:
电工:
合计:
48人
10.2进度计划:
计划工期150天2012年9月至2013年2月
 升级会员
升级会员 