天然气储罐工艺卡文档格式.docx
《天然气储罐工艺卡文档格式.docx》由会员分享,可在线阅读,更多相关《天然气储罐工艺卡文档格式.docx(25页珍藏版)》请在冰豆网上搜索。
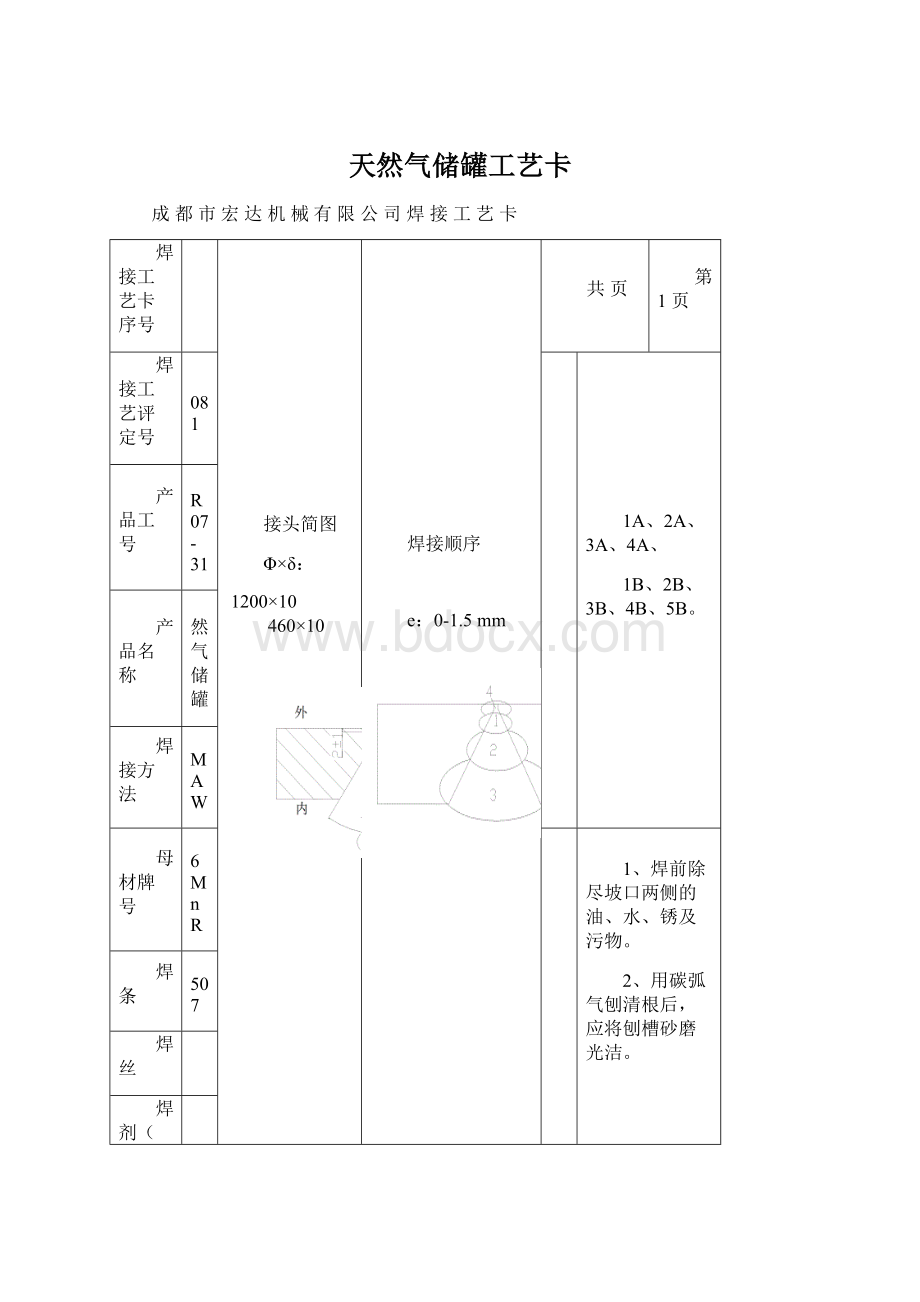
焊接方法
SMAW
母材牌号
16MnR
要
求
1、焊前除尽坡口两侧的油、水、锈及污物。
2、用碳弧气刨清根后,应将刨槽砂磨光洁。
焊条
J507
焊丝
╱
焊剂(气体)
烘焙
温度
焊条
350℃×
1h
焊缝尺寸标准
GB150
焊剂
接
规
范
参
数
层次
填充材料
焊接电流
(A)
电弧电压
(V)
焊接速度
(mm/S)
喷嘴直径
(mm)
钨极直径
气体流量
(L/min)
电源种类
及极性
预热温度
牌号
直径
预热保温方法
Ф4
170±
21±
2
2.8±
0.2
直流.反接
层间温度
2-4
Ф5
200±
22±
3.4±
清根方法
碳弧气刨+手砂轮
(2)
焊后热处理
消除应力热处理
焊工持
证项目
SMAW-
-1G-12-
F3J
编制
周勇
备
注
括号内尺寸为人孔纵、环缝(4A、5B)坡口尺寸。
线能量≤18kJ/㎝
第2层据实际情况可选用Ф4焊条。
审核
成都市宏达机械有限公司
焊接工艺规程
产品名称天然气储罐
产品编号检R07-31
编制审核
成都市宏达机械有限公司焊接工艺卡目录表
产品工号检R07-31图号KR07–31-00
产品名称天然气储罐容器类别
类
序号
评定编号
试件材质
试件厚度
mm
焊件厚度范围
覆盖的焊缝
焊工项目
焊件厚度
6
1.5-12
1A-4A、1B-5B、
-1G-12-F3J
10、
艺081、083
6、28
1.5-56
1C-5C
-5FG-12/57-F3J
4、5、7、28、
32、34、38
3
5D
4
1D、3D、4D、8D、
4、5、10
5
艺087
GTAW
2D、6D
GTAW-
-5FG-12/14-02
6、7、10
7D、9D
8、10
7
角焊缝不限
轴耳与法兰焊等
22
8
铭牌架与壳体焊
6、10
9
11
12
13
14
编制审核年月日
焊缝示意图检R07-31
天然气储罐
类容器A、B类焊缝100%射线探伤
级合格
成都市宏达机械有限公司焊接工艺卡
76×
5、57×
4、45×
4、32×
7、
28、32、34、38、
K:
4-7mm
第2页
1C、2C、3C、4C、5C。
20#+16Mn
图纸要求
1-3
Ф3.2
100±
20±
2.6±
-5FG-
12/57-F3J
K值由接管厚度确定线能量≤18kJ/㎝
480×
K1:
6mmK2:
8mm
第3页
3、焊缝与母材应园滑过渡。
1、10、
2.7±
2-末
3.3±
(1)
105±
2.5±
12/57-F3J
1、第一层可据实际坡口及间隙情况,选用Ф3.2或Ф4焊条。
2、总焊层可酌情增、减1层。
3、线能量≤18kJ/㎝
32×
7、25×
6mm
第5页
2D、6D。
20#+16MnR
2、焊缝与母材应园滑过渡。
H10MnSi
Ar气
Ф2.5
110±
10±
1.1±
12-14
2.5-3
直流.正接
2-6
120±
12±
1.2±
12/14-02
总焊层可酌情增减1层。
线能量≤17kJ/㎝
8㎜
第6页
7D、9D。
10mm
第7页
轴耳+法兰(盖);
把手+法兰盖。
另:
支座之间的焊接可参
照本工艺卡。
16Mn
+Q235-B
2-3
1、线能量≤18kJ/㎝
2、支座之间的焊接Q235-B+Q235-B采用J427焊条。
6mm
第8页
线能量≤17kJ/㎝
成都市宏达机械有限公司
焊缝示意图
产品图号
KR07-31-00
制造工号
容器类别
容器直径
Φ1200
主体材料
厚度
对接焊缝
探伤
方法
x射线
比例
100%
评定
标准
JB/T4730-2005
合格
级别
级
主要焊接方法
A、B
类
C、D
焊后热处理要求
按热处理工艺
备注
76×
8mm
第4页
1D、3D、4D、8D
碳弧气刨
总焊层可酌情增、减1层。
焊材工料表
焊材名称
型号或牌号
规格(㎜)
数量(Kg)
Φ3.2
(天然气储罐)
Φ4
15
Φ5
25
J427
焊丝
Φ2.5
备注:
所有焊条、焊丝的采购及验收按照相关标准GB/T5117-95、GB/T14957-94、JB/T4747-2002进行。
编制年月日
 升级会员
升级会员 