FANUC0iT对刀操作步骤.docx
《FANUC0iT对刀操作步骤.docx》由会员分享,可在线阅读,更多相关《FANUC0iT对刀操作步骤.docx(9页珍藏版)》请在冰豆网上搜索。
FANUC0iT对刀操作步骤
南京斯沃数控仿真系统FANUC0iT对刀操作步骤
1.在手动输入方式下,循环停止,PROG程序的MDI中,输入M03S600;插入,主轴循环启动
2.端面试切完成后,在参数输入OFFSETSETTING---补正---形状里面,输入Z0,然后点测量,则确定了Z轴进给点。
3.在编辑条件下,程序PROG---DIR中新建一个文件名,然后插入(INSERT),此时需要把程序保护打开
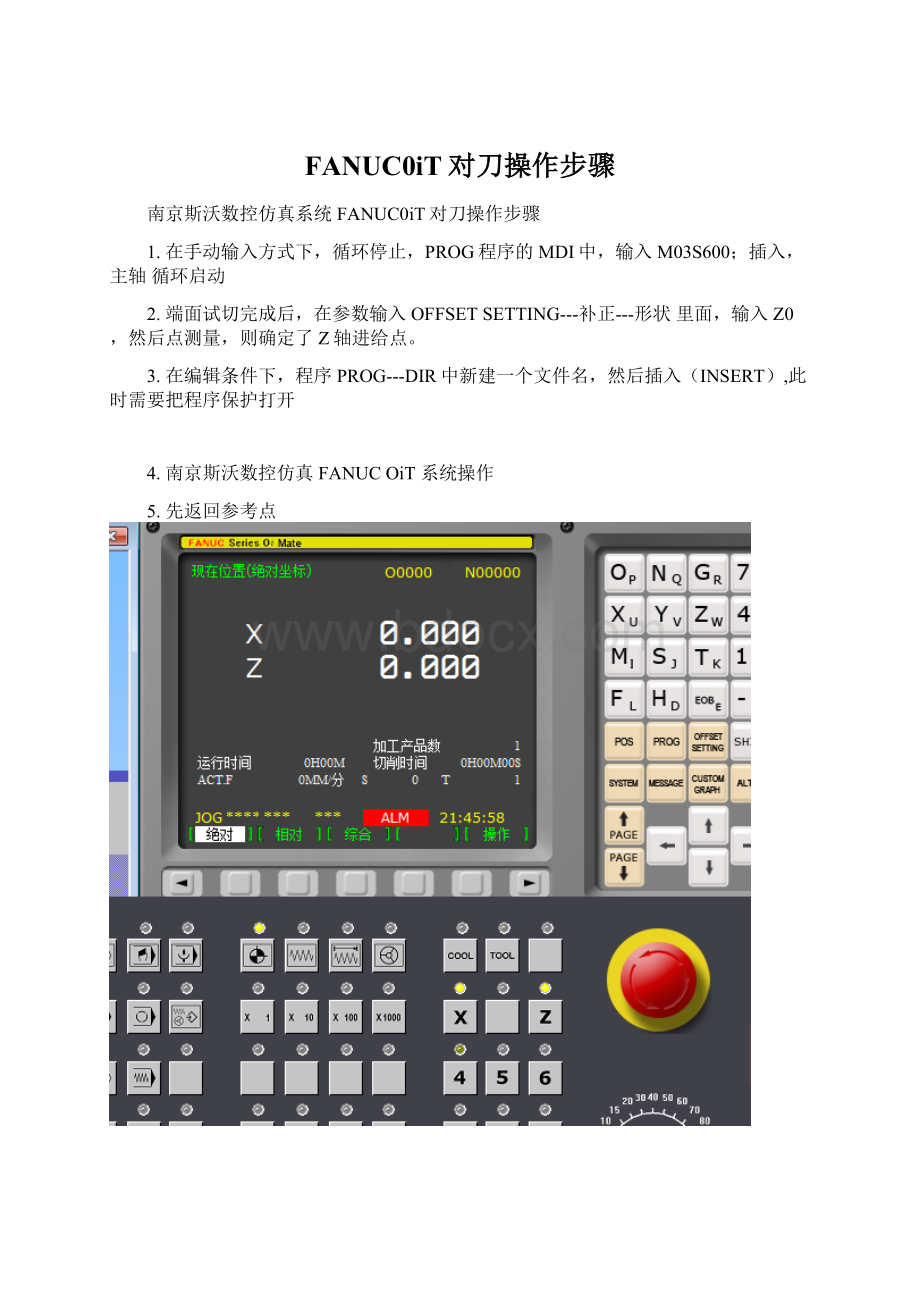
4.南京斯沃数控仿真FANUCOiT系统操作
5.先返回参考点
6.设置毛坯,镗内孔管料
7.点击二维,查看工件为管料
8.添加刀具选择镗刀,放于1号刀位,转到加工位。
9.对刀,
9.1.在手动输入方式下,循环停止,PROG程序的MDI中,输入M03S600;插入,主轴循环启动
9.2.在手动进给下,调节刀具的位置X和Z轴正负调整。
上面板点击POS查看位置数值。
9.3.X的正方向,向下进行端面试切
9.4.端面试切完成后,在参数输入OFFSETSETTING---补正---形状里面,输入Z0,然后点测量,则确定了Z轴进给点。
9.5.然后X方向对刀,进行试切。
沿6.3步的操作,将刀沿X负方向移动,留一点准备试切。
接着Z轴负方向试切一点,再Z正方向退出,之后停止主轴。
9.6.进行测量,用特征点(就是那个交点)进行测量。
测得D=42.3。
然后测量退出,并返回参考点
9.7.输入X=42.3
10.新建程序,从外面调程序。
新建文本文档,保存类型为:
所有文件,文件名为:
c。
11.在编辑条件下,程序PROG---DIR中新建一个文件名,然后插入(INSERT),此时需要把程序保护打开接着在左边打开刚刚新建的程序,找打新建的程序。
这时就可以看到该程序的轨迹线,然后就可以循环启动了。
都是先进行粗加工,然后进行精加工。
12.最后可以测量已加工成型的零件,查看尺寸。
13.结束,保存,关闭。
欢迎您的下载,
资料仅供参考!
致力为企业和个人提供合同协议,策划案计划书,学习资料等等
打造全网一站式需求
14.
 升级会员
升级会员 