主轴承盖工序过程卡工序卡Word文档下载推荐.docx
《主轴承盖工序过程卡工序卡Word文档下载推荐.docx》由会员分享,可在线阅读,更多相关《主轴承盖工序过程卡工序卡Word文档下载推荐.docx(13页珍藏版)》请在冰豆网上搜索。
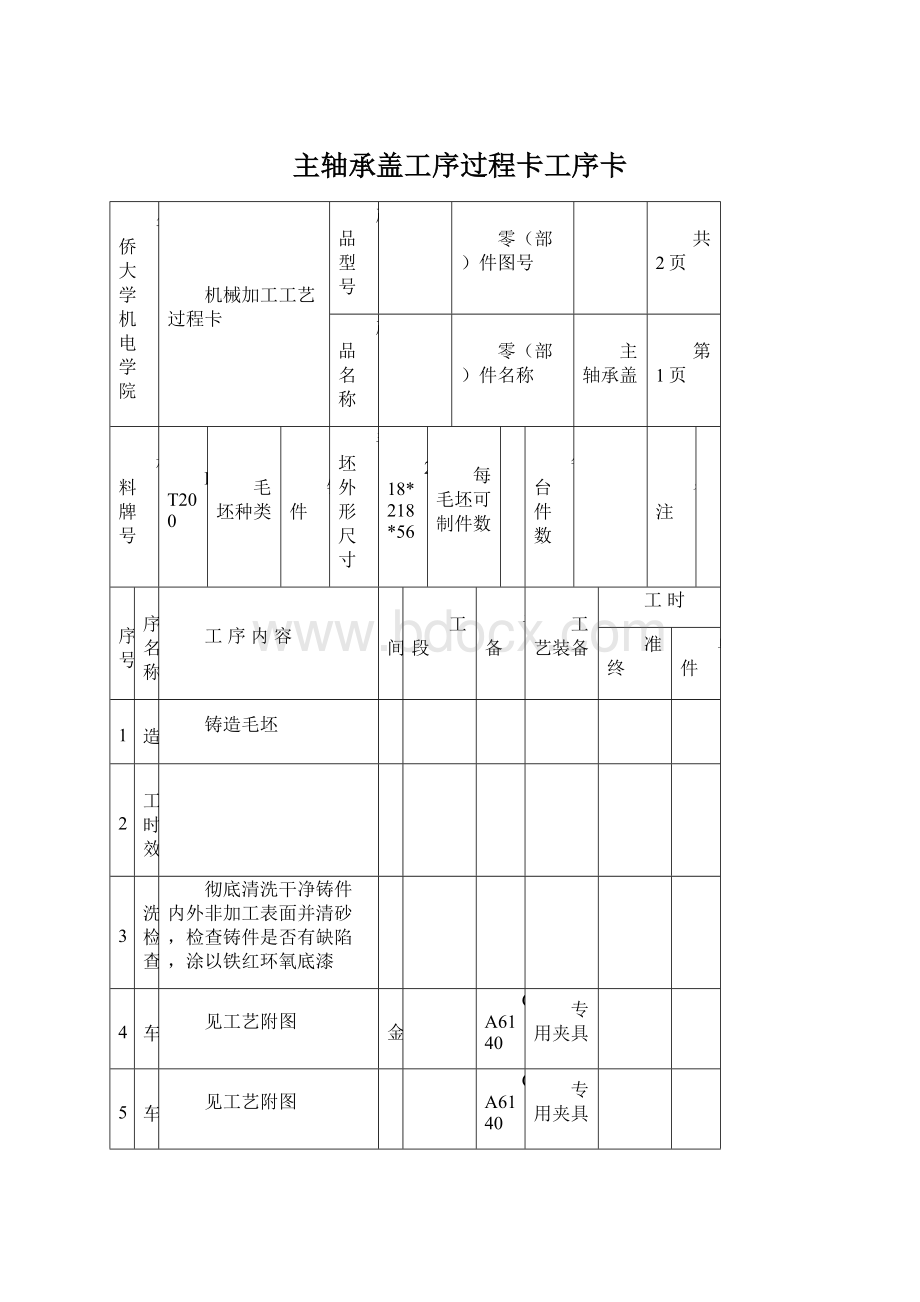
每毛坯可制件数
1
每台件数
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
01
铸造
铸造毛坯
热
02
人工时效
03
清洗检查
彻底清洗干净铸件内外非加工表面并清砂,检查铸件是否有缺陷,涂以铁红环氧底漆
04
粗车
见工艺附图
金
CA6140
专用夹具
05
金
06
钻、铰
见工艺附图
ZA5025
专用夹具
07
钻、铰、锪
编制(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
218*218*56.5
08
钻
09
清理
对上几道工序加工的孔和螺纹进行清理
10
精车
11
12
去毛刺
去毛刺
钳
13
总检入库
总检入库
华侨大学机电及自动化学院
工艺附图1
零件图号
零件名称
主轴承盖
04粗车
共1页
车间
金工
材料
机床名称
普通车床
机床型号
夹具名称
刀具
端面车刀、外圆车刀YG8
上工序
下工序
工序内容
1、粗车飞边后端面至尺寸35.5mm
2、粗车后端面至尺寸53.5mm
3、粗车肋板外圆面至尺寸φ19600.72mm
使用专用夹具(长销小平面组合),通过定位保证肋板外圆面的同轴度和飞边后端面的垂直度要求。
工艺附图2
05粗车
端面车刀、镗刀YG8
半精车
1、粗车前端面至尺寸φ860+0.2mm,Ra12.5
2、用车床镗刀镗铸孔至尺寸φ77.50-0.39mm,Ra12.5
3、车床镗刀镗孔至尺寸φ79.50-0.39mm,同时保证尺寸13mm,Ra12.5
4、车床镗刀镗孔至尺寸φ82mm,同时保证尺寸16mm和6mm,Ra12.5
5、车至尺寸φ1890-0.39mm,同时保证尺寸3.5mm
以肋板外圆面和飞边后端面加紧定位,保证φ79.5和φ189的同轴度要求,及φ77.5的圆柱度要求。
工艺附图3
06半精车
内孔车刀YG8
钻、锪
1、车床镗刀镗孔至尺寸φ190H80+0.072mm,同时保证尺寸4mm,粗糙度达到Ra6.3
以肋板外圆面和飞边后端面加紧定位,保证其同轴度要求
06钻、铰
立式钻床
ZA5025
高速钢钻、高速钢铰刀
1、肋板钻孔至φ6..7mm,倒角
2、粗铰φ6.7mm孔至φ6.90+0.058mm,半精铰至φ70+0.022mm
3、钻孔φ4.8-0.015-0.135mm,粗铰至φ4.9-0.015-0.063mm,半精铰至φ4.95-0.015-0.033mm,精铰至φ5-0.011-0.023mm,倒角
以φ80H8孔和前端面为基准,φ20圆弧加一V型块,保证位置度和尺寸要求
工艺附图4
07钻、铰、锪
高速钢钻、高速钢锪钻、高速钢铰刀
1、M8×
1:
钻底孔φ6.7mm,粗铰至φ6.9mm,半精铰至φ7,攻螺纹,保证14mm,Ra3.2
2、2-M8:
钻底孔φ6.7mm,攻螺纹
3、3-M6:
钻底孔φ5mm,深12mm;
攻螺纹,深8mm,Ra6.3
4、钻孔6×
φ9mm,锪平6×
φ20mm,Ra12.5
以φ78H7孔、后端面和φ5R7孔为定位基准,保证各孔的位置度和尺寸要求。
工艺附图5
08钻
高速钢钻
1、钻孔2-φ3mm,Ra12.5
以前端面和两个φ9孔为定位基准,保证其位置度和尺寸的要求
工艺附图6
10半精车、精车
通用夹具
端面车刀、镗刀YG6
1、车床车至尺寸φ190H80+0.072mm,同时保证尺寸4mm,粗糙度达到Ra6.3
2、精车孔φ77.50-0.39至φ780.030,Ra3.2,倒角
3、精车孔φ79.50-0.39至φ80+0.0460,Ra3.2,倒角
以飞边后端面和肋板外圆面定位夹紧,保证加工尺寸和行位公差。
工艺附图7
11精车
端面车刀、外圆车刀YG6
粗磨
1、精车后端面,保证尺寸53mm,Ra3.2
2、精车飞边后端面至尺寸34+0.10mm,Ra3.2
3、精车肋板外圆面至φ195.4+0.0720mm,金刚石车至φ195+0.033+0.004mm,Ra1.6
采用专用夹具(长销小端面)定位夹紧,保证飞边后端面的垂直度和肋板外圆面的同轴度。
 升级会员
升级会员 