焊接工艺卡作业指导书Word下载.docx
《焊接工艺卡作业指导书Word下载.docx》由会员分享,可在线阅读,更多相关《焊接工艺卡作业指导书Word下载.docx(44页珍藏版)》请在冰豆网上搜索。
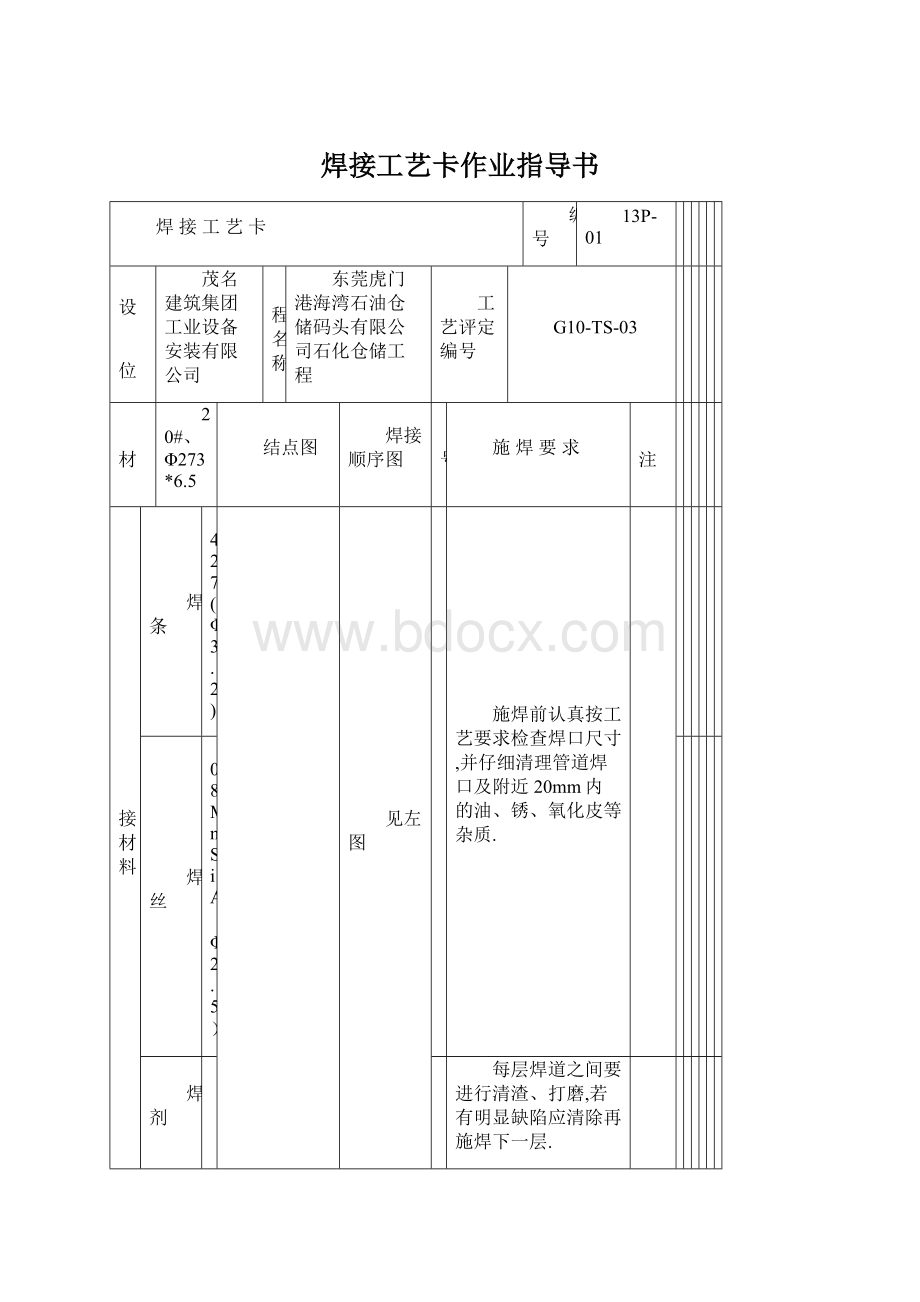
工艺评定编号
G10-TS-03
母材
20#、Φ273*6.5
结点图
焊接顺序图
序号
施焊要求
备注
焊接材料
焊条
J427(Φ3.2)
见左图
1
施焊前认真按工艺要求检查焊口尺寸,并仔细清理管道焊口及附近20mm内的油、锈、氧化皮等杂质.
焊丝
H08MnSiA(Φ2.5)
焊剂
/
2
每层焊道之间要进行清渣、打磨,若有明显缺陷应清除再施焊下一层.
焊条烘烤温度
350℃~400℃
3
盖面完成后,要清除焊缝表面飞溅、毛刺,并按规定打上焊工钢印代号.
焊条烘烤时间
2h
清根手段
预热温度
焊缝尺寸标准
预热保温方法
GB50236-2011
层间温度
焊后热处理
焊接规范参数
焊接方法
层数
电流A
电压V
速度mm/s
焊条直径(mm)
焊丝直径(mm)
喷嘴直径(mm)
钨极直径(mm)
氩气流量(升/分)
电源种类
极性
工艺说明
本工艺根据工程技术要求,制定适用于工程上钢管与钢管间的焊缝焊接.
氩弧焊
打底
80~90
14~16
Φ2.5
Φ10
8~12
直流
正极
手弧焊
20~23
Φ3.2
反极
编制
审核
13P-02
20#、Φ219*6.5
J427(Φ3.2))
13P-03
20#、Φ168*5.5
13P-04
20#、Φ114*5.0
13P-05
20#、Φ89*4.5
13P-06
20#、Φ60*4.0
13P-07
20#、Φ48*3.5
13P-08
建设单位
20#+20Ⅱ
J427(Φ2.5、3.2)
施焊前认真按工艺要求检查焊口尺寸,并仔细清理钢道及附近20mm内的油、锈、氧化皮等杂质.
350℃-400℃
本工艺根据工程技术要求,制定适用于工程上钢管与平板法兰间的焊缝焊接.
90-110
20-23
 升级会员
升级会员 