MT三级模拟实操样题Word文档格式.docx
《MT三级模拟实操样题Word文档格式.docx》由会员分享,可在线阅读,更多相关《MT三级模拟实操样题Word文档格式.docx(9页珍藏版)》请在冰豆网上搜索。
请审核实际操作步骤及过程,对于错误的地方用下划线方式划出,在其右边“修改或补充”栏中填写正确内容;
对于缺少的内容,请补充完善;
如认为原填写内容正确,则不作任何修改,只需在其右边“修改或补充”栏中“√”。
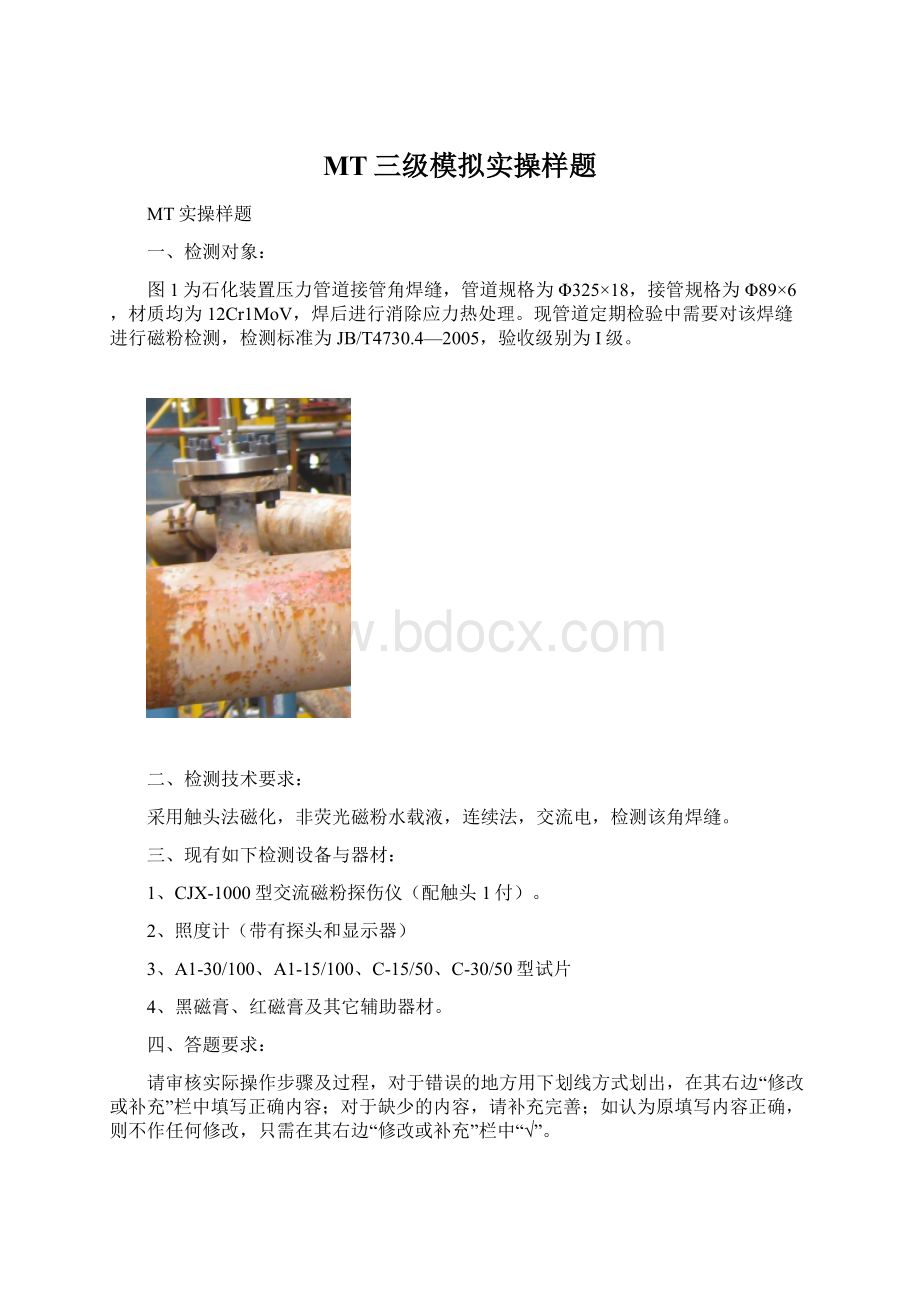
实际操作步骤及过程(100分)
序号
工序及
要素名称
操作过程及内容
修改或补充
1
人员要求
检测人员中至少应有1名MTⅡ级或以上级别人员。
√
(补充内容合理可给分)
2
工艺文件
按照磁粉检测通用工艺文件实施检测,该文件通常由MTⅢ人员编写,MTⅢ级人员审核,MTⅢ级人员批准。
按照作业指导书实施检测,通常由II级人员编写,II级人员审核。
3
仪器和设施
检查磁粉探伤机的完好性,确保其电流显示正确,提升力达到标准要求。
试片和照度计应完好,且在校准有效日期内。
无提升力要求。
试片不需要校准。
4
检测时机选择
拆除保温层后,即可进行磁粉预处理工作。
5
预处理
用适当工具清除焊缝表面及两侧25mm范围内可能沾附磁粉的铁锈、氧化皮等物质。
可在被检测表面施加反差增强剂,反差增强剂应薄而均匀,覆盖触头电极接触部位。
不能覆盖触头接触部位。
6
磁悬液质量控制
磁膏选择
选用黑磁膏。
磁悬液配制
按照比例,把磁膏挤入水中搅拌均匀。
先取少量的水,在水中挤入磁膏后搅拌成稀糊状,再按比例加入水后搅拌均匀即可。
浓度控制
新配制的磁悬液,其浓度按照磁膏说明书控制。
可用酒精沉淀法进行磁悬液浓度测量。
浓度按照标准要求,非荧光磁悬液浓度应控制在1.2-2.4ml/100ml之间。
采用梨形沉淀管测量
水断试验
检测前,将磁悬液施加在试板表面上,若磁悬液液膜均匀连续,则磁悬液可使用。
若液膜有断开现象,则应在添加润湿剂后才可用于实际检测。
水断试验应在被检工件上进行;
若液膜有断开现象,在添加润湿剂或重新处理工件表面后应重新进行水断试验。
7
磁化
规范选择
触头间距
为增加检测灵敏度,应固定选择200mm触头间距。
触头间距应控制在75-200mm之间。
磁化规范
按JB/4730.4-2005,
I=(4-5)*L=800-1000A;
I=(3.5-4.5)*L
8
磁化操作
通电磁化
为提高检测灵敏度,应采用固定间距式触头磁化。
须保证触头连线与焊缝保持45°
左右的夹角,焊缝在两触头中间。
采用固定间距触头和分离式触头皆可。
触头连线平行焊缝和垂直焊缝交叉磁化也可以。
磁化区重叠
每个区域应采用触头进行两次交叉磁化,连续的两个区域要保证至少10%的重叠。
试片选择
选用C-30/50试片
选用C-15/50试片或A1-30/100试片。
试片摆放位置
将试片贴在触头连线与焊缝交叉处焊缝边缘。
检测有效区外缘焊缝边母材。
试片使用方法
将试片有人工缺陷的面朝里,用手按住试片,并注意不要覆盖试片上的人工缺陷。
用胶带贴试片。
试片使用次数
只需要在检测开始时,使用一次。
在开始、中间、结束以及中间更换磁悬液时使用。
磁化时间
每次通电磁化时间控制在1s~3s之间,每次磁化至少反复通电两次。
施加磁悬液
通电过程中应保持施加磁悬液,磁悬液喷洒时自上而下进行。
要避免磁悬液的流动而冲刷已形成的磁痕。
通电磁化的同时,施加磁悬液,停施磁悬液至少1s后方可停止磁化。
触头及
试片布置图示
防止打火措施
为防止打火烧伤工件,应把触头尖端打磨干净,通电后再用力接触工件,磁化结束后,离开工件。
①清除掉与电极接触部位的铁锈、油漆和非导电覆盖层;
②必要时应在电极上安装接触垫③磁化电流应在接触压力适当时接通;
④必须在磁化电流断电时接触或松开工件。
9
观察与评级
观察时机
磁痕观察应在磁化结束后立即进行。
磁痕观察应在磁痕形成后立即进行。
检验环境要求
观察用的光源照度要≥1000lx
可见光下工件表面光照度≥1000lx,条件所限时不得低于500lx。
照度计的使用
照度计显示屏幕放置在工件表面光源照射处。
把照度计检测探头放置在工件表面光源照射处。
缺陷观察要点
应认真进行磁痕观察,区分真伪显示。
当辨认细小磁痕时,应用2-10倍放大镜进行观察。
缺陷判断
除能判断为伪显示之外的任何磁痕显示均应作为相关显示(缺陷显示)处理。
缺少非相关显示的处理。
在焊缝边缘及热影响区位置发现一长度约13mm且与焊缝成30°
斜向线性相关显示,此磁痕显示最大可能是未熔合缺陷显示。
此焊缝评为Ⅳ级。
最大可能是裂纹缺陷显示。
不允许存在。
在焊缝中间发现一约Ф2mm的圆形缺陷磁痕相关显示,此磁痕显示最大可能是气孔缺陷显示。
应评为Ⅰ级。
此焊缝应评为Ⅱ级。
10
超标缺陷处理
发现超标缺陷后,用砂轮机打磨去除,再次磁粉检测。
发现超标缺陷后认真记录,并给出检测结论,及时书面通知委托单位。
接到返修完成的书面通知后,应采用原检测工艺进行复验。
11
复验
当用户对发现缺陷有疑问时,应进行复验。
12
缺陷记录
记录方式
采用照相、录像、贴印等方式记录缺陷。
同时应用草图标示
记录内容
应记录缺陷性质、数量和尺寸。
缺少检测部位内容
13
退磁
无需退磁。
14
后处理
须采用热水冲洗,清除工件表面多余的磁悬液和磁粉。
采用合适的方法。
15
检测记录
检测完成后认真填写检测记录,只需记录焊缝的检测结果,和工艺文件编号,可不记录检测的工艺参数。
检测记录应完整地记录检测过程包括工艺参数。
16
检测报告
检测报告应由MTⅡ负责编制,并经MTⅢ人员审核,内容可以包括由检测记录推导得出的结论。
MTⅡ即可审核检测报告,报告内容应不能超过检测记录信息。
 升级会员
升级会员 