尾水管安装方案16页word文档Word下载.docx
《尾水管安装方案16页word文档Word下载.docx》由会员分享,可在线阅读,更多相关《尾水管安装方案16页word文档Word下载.docx(9页珍藏版)》请在冰豆网上搜索。
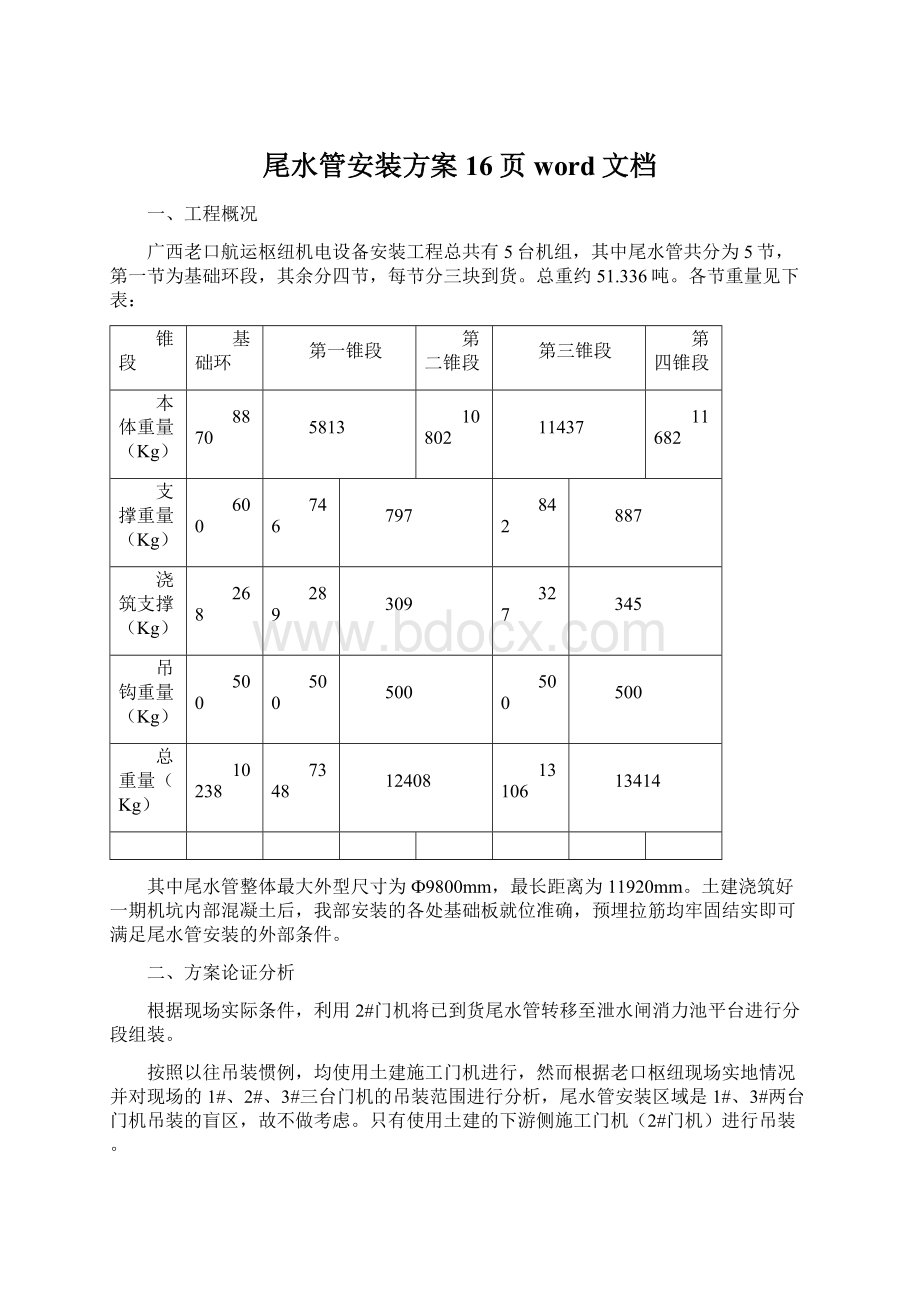
887
浇筑支撑(Kg)
268
289
309
327
345
吊钩重量(Kg)
500
总重量(Kg)
10238
7348
12408
13106
13414
其中尾水管整体最大外型尺寸为Ф9800mm,最长距离为11920mm。
土建浇筑好一期机坑内部混凝土后,我部安装的各处基础板就位准确,预埋拉筋均牢固结实即可满足尾水管安装的外部条件。
二、方案论证分析
根据现场实际条件,利用2#门机将已到货尾水管转移至泄水闸消力池平台进行分段组装。
按照以往吊装惯例,均使用土建施工门机进行,然而根据老口枢纽现场实地情况并对现场的1#、2#、3#三台门机的吊装范围进行分析,尾水管安装区域是1#、3#两台门机吊装的盲区,故不做考虑。
只有使用土建的下游侧施工门机(2#门机)进行吊装。
根据布置在下游侧2#门机的起重特性曲线,可知向转轮中心线方向实际最大控制距离为37米(坝下0+052.38~坝下0+98.38),根据设计图纸,尾水管安装桩号如下(坝下0+45.37~坝下0+57.27),即在(坝下0+45.37~坝下0+52.38)之间属于起重机吊装的盲区,基础环段与第一锥段正好处于此盲区内,因此基础环段与第一锥段无法直接吊装到位;
故经我部研究决定在尾水管两边墙高程为EL56.00,从坝下0+45.57~坝下0+57.72每隔300mm预埋一根锚钩。
根据门机起重特性曲线可知,当门机起重距离为37m时,门机的起重重量为10t。
由于基础环段总重量(含支撑)约为10t,第一锥段总重量(含支撑)约为7.4t,根据门机特性曲线可知起重距离最大为37米即坝下坝下0+052.38,所以基础环与第一锥段可以直接吊至坝下0+052.38,然后通过挂在锚钩上的葫芦将尾水管逐步牵引就位。
第二锥段重量约为12.4t,根据门机特性曲线可知吊装距离为33米,即坝下0+056.69,同理可以通过挂在锚钩上的葫芦将尾水管牵引就位。
第三锥段与第四锥段通过实验吊装测距,确定能够将第三,第四锥段吊装就位。
因此,我部确定利用2#门机能够将五段尾水管全部吊装就位。
三、尾水管安装施工依据及范围
1、技术标准
(1)《水轮发电机组安装技术规范》GB/T8564-2003
(2)设备厂家和设计单位对相关部件的《技术要求》
2、工作范围
(1)测量确定尾水管安装的中心线及安装里程。
(2)在拼装场对5台尾水管里衬分别进行组装。
(3)在主厂房对5台尾水管里衬分别进行安装。
四、施工配置的主要机械和设备
序号
名称规格
单位
数量
备注
1
30T土建门机
台
2
二氧化碳气体保护焊机
4
3
经纬仪
水准仪
5
手工气割工具
套
6
千斤顶16T
个
7
轨道千斤顶10T
8
钳工框式水平尺
把
9
手动葫芦3T
附带绳头
10
手动葫芦5T
11
磨光机
附带电源
12
Ф19.5mm×
6m钢丝绳
条
五、施工人员安排
1、现场总负责:
韦浪
2、现场指挥调度:
李奇云、李规华
3、技术负责人:
詹君萌
4、安全责任人:
陈云辉
5、应急措施小组:
谭国全、杨建新、黄占军
6、施工班组人员13人
(1)机械班:
6人
(2)电焊班:
4人
(3)起重运输班:
(4)辅助工:
六、尾水管组装
在尾水管堆放的现场合适的位置搭设尾水管组装平台,分八个方位放置八副楔形板,使用水准仪将楔形板表面水平偏差调整至0.20mm以内;
使用2#门机将分瓣的尾水管部件大口朝下吊放于组装平台上,根据制造厂在尾水管里衬各件上划出的中心线与水平基准线标记为基准拼装成单节,用拉码和调整螺栓固定并点焊纵缝,在内部上下管口处焊接钢管支撑以防变形;
采用分段对称焊接法(同节各焊缝同时施焊)将其焊接成整体,在焊接过程中注意监视管口尺寸的变化情况;
焊接完后复测圆度尺寸,偏差应在5.0mm以内;
各数据符合要求后用角磨机修磨焊缝,按要求做UT探伤检查,并补刷防护漆;
然后使用门机将拼装成单节的尾水管放置在合适的场地上,用方木衬垫。
按照相同的方法,将另外各节尾水管各自拼装成单节。
七、吊装就位流程
八、尾水管吊装就位施工过程简介
尾水管安装是老口航运枢纽主机设备安装的第一大件,项目部高度重视,对起重人员进行了系统的教育,对现场工作人员进行统一指挥。
1、尾水管正式吊装前准备
(1)按施工图纸对机组中心线及安装控制基准线进行校核,确保尾水管安装用的基础位置偏差在±
15mm以内,安装的调整垫板的水平度,其精度控制在0.1mm/m2。
检查机坑两边侧墙钢筋是否挡住尾水管吊装,对底板部分长出的钢筋提前联系土建单位进行处理。
(2)吊装前分别将尾水管5节的20个永久支撑安装到位。
将在尾水管各段的上半部分外侧中间加强板上焊接临时人员攀爬、踩塌的角铁和支撑架,力求稳固。
(3)水机廊道转轮中心线上需要提前清理出两个平台,以便架设测量仪器,交替检测尾水管上游侧法兰的平面度。
(4)由于门机的极限安全位置和尾水管基础环段的安装位置还有很大的距离,因此吊装前在尾水管两边墙高程为56.00的地方从坝下45.57~坝下57.72每隔300mm预埋一根锚钩,以便挂葫芦。
(5)利用土建门机将各施工器具和简易施工平台吊装到位。
需要使用简易脚手架处,必须事先在尾水管X方向两侧搭建完毕。
(6)根据吊装前的统一部署,对门机上的使用绳索进行最后检查,其后进行试吊,并确定吊点。
确认无误后利用土建门机正式吊装。
快到位置时应慢放,以免碰伤垫板和周围土建施工设施。
由于基础环段对于门机的极限位置均于起吊重心有所偏离,因此在选挂绳索时必须要配两个手动葫芦,且手动葫芦布置在远离门机的另一侧、钢丝绳布置在靠近门机一侧。
2、尾水管分段吊装就位与调整
(1)尾水管基础环段首先吊装。
由于门机的极限安全位置坝下0+052.38和尾水管基础环段和第一锥段的安装位置还有一段距离,为了吊装安全,因此当土建两侧侧墙已经起到高程56.50时,才可吊装。
首先将基础环段吊装到极限位置坝下0+052.38后,吊运过程中速度保持匀速且慢,并分别用两根粗麻绳绑住环段底部两侧,远处拉住麻绳使环段处于相对稳定。
当吊运到尾水管坑内时将预先准备在两边墙高程56.00锚钩上的4个5T的葫芦分别挂住基础环段上的临时吊耳,吊耳(尺寸见附图4),位置与原有吊耳平行及水平角度(见相关详图附图6)。
调平基础环段确保葫芦拉紧后,移除门机吊钩,然后4个葫芦每个由两人来拉,下游侧四人拉松后面两边葫芦,上游侧四人拉紧前面两边葫芦,循序渐进的将基础环段牵引到就位点,牵引过程根据现场实际情况,可以更换后面两边葫芦在墙上的挂点,以保证牵引安全并正确就位。
当基础环段到达就位点后,根据预埋基础板的位置初步找正中心及方位粗就位,然后精调,使基础环段中心及高程偏差符合规范要求,调整合格后固定支撑并确认是否受力,确认支撑均受力并对基础环段进行粗加固后方可松葫芦。
第一锥段、第二锥段吊装过程同上。
(2)尾水管第三~第四锥段段吊装前,首先将钢丝绳与手动葫芦挂好在门机吊钩上,将尾水管第二节调整至水平后吊入机坑内。
在门机到位后确认尾水管各锥段的四个支撑脚全部受力后进行原地的检查与加固,并调整中心及高程,确认无误后原地松钩后方可进行下一环节。
3、尾水管焊接
(1)纵缝焊接:
每条纵缝由2个焊工同时焊接。
焊接电流控制在200-230A,电压控制在21-24伏,速度控制在40-70cm/min。
焊接顺序参考纵缝焊接顺序图。
环缝焊接:
对各处坡口重新清理后施焊,施焊过程中注意尾水管内圆度的监测。
环缝焊接要求布置2个以上的偶数焊工进行对称施焊,采用分段退步焊,每段长度500~1000mm即可,焊接过程焊接电流控制在180-210A,电压控制在19-23伏,速度控制在30-50cm/min,并采用风铲振动(或锤击)消应。
纵缝焊接顺序图
(2)焊接完后,整体调整尾水管,首先大致确定安装的桩号与设计一致后即可进行高程调整,高程调整完毕后进行机组中心线位置的找正,三项数据趋向合格后,对尾水管上游侧法兰进行平面度的调整和控制,随后进行其他各项的微调。
4、尾水管加固
(1)尾水管内部的加固,采用工字钢和槽钢成米字形分布,前部、中部及后部各一个加强支撑,这样使尾水管前段整体受力均匀,防止尾水管本体浇筑过程中的变形(见附图1:
尾水管内部支撑示意图)。
(2)对于尾水管外部的加固,除严格遵循设计要求进行加固外,根据实际需要进行必要的加固,保证在混凝土浇筑过程中尾水管不发生整体位移。
(3)考虑下部第一仓浇注时浮力最大,下部利用土建钢筋10根,用Ф25螺纹钢及拉紧器垂直拉住尾水管,搭焊长度为100mm。
(4)加固完成后,检查尾水管里衬端面法兰平面度与水轮机中心线。
合格后检查加固是否良好并交面。
尾水管里衬安装允许偏差见表一(应考虑法兰面焊接、浇筑变形)
表一尾水管里衬安装允许偏差表
允许偏差
入口法兰位置
±
3mm
入口法兰中心高程
2.5mm
入口法兰管口直径
入口法兰波浪度
<0.5mm/500mm
入口法兰倾斜度
<1.2mm
九、安全控制措施
1、现场夜晚施工要有足够的照明,电源可靠,杂物清除干净,避免火灾,电源、电缆线路整洁美观,施工用具安全可靠,施工用料摆放整齐,孔洞设围栏或盖板。
2、施工临时支架必须焊接牢靠。
3、气割、电焊要按规定使用,检查施工用具、施工设备安全可靠性。
4、个人按照安全要求穿戴,如:
安全帽、安全带、胶底鞋等。
5、吊物件前,检查被吊物件牢固可靠,提醒各有关岗位人员注意,机坑施工尽量避免上下层同时作业。
6、吊装物件前使用土建单位门机必须进行试吊,当起吊高度300~500mm,停机稳定5mim,检查各受力点是否可靠,并作升降试验,检查抱闸可靠性,经试吊,并对存在问题进行处理,确认万无一失,才能正式起吊。
7、在吊装过程中,如发现门吊起升不平衡,立即进行纠正,使其平衡,严禁任何人在下面经过。
严防钢丝绳由于电焊时造成碰电损伤。
十、质量控制措施
1、尾水管里衬焊接后,对焊缝的外观进行检查,各项指标应满足设计要求。
2、尾水管里衬焊接后,按照设计要求对焊缝的UT无损检测,无损检测人员必须持证上岗,检测合格后填写《尾水管里衬UT无损检测报告》。
3、尾水管里衬安装待焊接加固牢靠后,复测尾水管中心线高程并请监理工程师进行验收并填写好《尾水管质量检查记录表》,验收合格后才能进行砼浇注。
4、整理全部安装、检查、试验记录文件送监理单位并申请验收。
十一、土建施工控制要求
1、尾水管上不能承压大的重量,土建的大量钢筋不能堆放在尾水管本体上。
2、尾水管外的钢筋层的绑扎焊接不能固定在尾水管本体上,以免发生尾水管的变形和位移。
3、浇筑混凝土时,要对尾水管前后、左右均匀浇筑、均匀上升,要严格控制浇筑上升速度。
4、浇筑混凝土时,混凝土不能直接浇筑在尾水管本体上,使用振动棒时,振动棒不能接触到尾水管本体。
5、土建浇注前,将安装测量仪表、工具实时观测浇注过程中尾水管的变化,并及时通知调整浇注方式。
附图1门机起重特性曲线图
附图2尾水管内部支撑图
附图3尾水施工门机起吊范围示意图
单位:
cm
附图4尾水管临时吊耳示意图
附图5尾水管分步安装示意图(1/5)
附图6尾水管分步安装示意图(2/5)
附图7尾水管分步安装示意图(3/5)
附图8尾水管分步安装示意图(4/5)
附图9尾水管安装加固示意图
书中横卧着整个过去的灵魂——卡莱尔
人的影响短暂而微弱,书的影响则广泛而深远——普希金
人离开了书,如同离开空气一样不能生活——科洛廖夫
书不仅是生活,而且是现在、过去和未来文化生活的源泉——库法耶夫
书籍把我们引入最美好的社会,使我们认识各个时代的伟大智者———史美尔斯
书籍便是这种改造灵魂的工具。
人类所需要的,是富有启发性的养料。
而阅读,则正是这种养料———雨果
希望以上资料对你有所帮助,附励志名言3条:
1、生气,就是拿别人的过错来惩罚自己。
原谅别人,就是善待自己。
2、未必钱多乐便多,财多累己招烦恼。
清贫乐道真自在,无牵无挂乐逍遥。
3、处事不必求功,无过便是功。
为人不必感德,无怨便是德。
 升级会员
升级会员 