烘缸任务书讲解.docx
《烘缸任务书讲解.docx》由会员分享,可在线阅读,更多相关《烘缸任务书讲解.docx(13页珍藏版)》请在冰豆网上搜索。
烘缸任务书讲解
(一)烘缸的基本结构
现今纸幅的最终干燥仍然是以采用烘缸干燥的方法为主。
洪刚的基本结构无大的变化,烘缸和烘毯缸的结构基本上相同,只是烘毯缸通常无转动,而是干毯拖动。
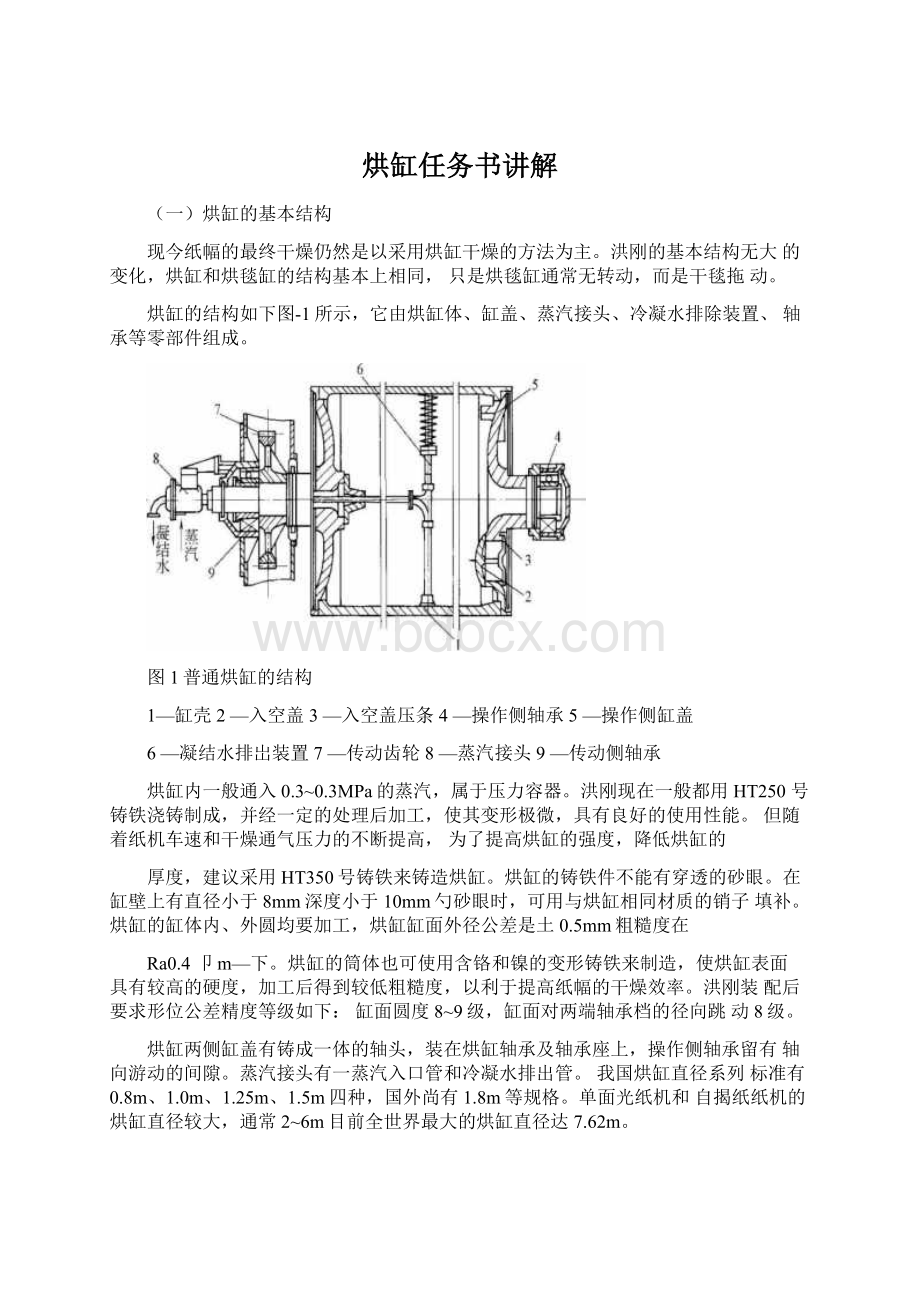
烘缸的结构如下图-1所示,它由烘缸体、缸盖、蒸汽接头、冷凝水排除装置、轴承等零部件组成。
图1普通烘缸的结构
1—缸壳2—入空盖3—入空盖压条4—操作侧轴承5—操作侧缸盖
6—凝结水排岀装置7—传动齿轮8—蒸汽接头9—传动侧轴承
烘缸内一般通入0.3~0.3MPa的蒸汽,属于压力容器。
洪刚现在一般都用HT250号铸铁浇铸制成,并经一定的处理后加工,使其变形极微,具有良好的使用性能。
但随着纸机车速和干燥通气压力的不断提高,为了提高烘缸的强度,降低烘缸的
厚度,建议采用HT350号铸铁来铸造烘缸。
烘缸的铸铁件不能有穿透的砂眼。
在缸壁上有直径小于8mm深度小于10mm勺砂眼时,可用与烘缸相同材质的销子填补。
烘缸的缸体内、外圆均要加工,烘缸缸面外径公差是土0.5mm粗糙度在
Ra0.4卩m—下。
烘缸的筒体也可使用含铬和镍的变形铸铁来制造,使烘缸表面具有较高的硬度,加工后得到较低粗糙度,以利于提高纸幅的干燥效率。
洪刚装配后要求形位公差精度等级如下:
缸面圆度8~9级,缸面对两端轴承档的径向跳动8级。
烘缸两侧缸盖有铸成一体的轴头,装在烘缸轴承及轴承座上,操作侧轴承留有轴向游动的间隙。
蒸汽接头有一蒸汽入口管和冷凝水排出管。
我国烘缸直径系列标准有0.8m、1.0m、1.25m、1.5m四种,国外尚有1.8m等规格。
单面光纸机和自揭纸纸机的烘缸直径较大,通常2~6m目前全世界最大的烘缸直径达7.62m。
使用大直径烘缸的纸机多数只用一,两个烘缸,为了提高干燥能力,一般要通入0.5~1.2MPa的高压蒸汽配用高效高速热风罩。
大烘缸的结构如图2所示。
图2大直径烘缸的结构
1—缸体2—缸盖3—缸内的拉管4—补偿件5—缸盖固定螺栓
6—旋转虹吸管7—凝结水槽8—轴承9—传动齿轮
为了满足使用的强度,刚度和良好蒸汽循环,其结构与一般烘缸不同点如下:
(1)缸体。
为满足强度和刚度上的要求,大直径烘缸不仅壁厚达50-70mm比
一般烘缸厚一倍左右,质量达50-70t,最重可达180t,而且所有的缸体材料强度也要高,通常需采用HT350及以上的高强度合金灰铸铁,美国等发达国家甚至推荐使用蠕墨铸铁和球墨铸铁,为了达到高导热性,耐蚀性和耐磨性,铸铁中含碳,硅量要低,并应含有镍,铬,铜,钼等金属元素。
缸面材料强度达60级铸
铁,抗张强度大于等于331MPa缸面硬度(220-260)±20HB,弹性模量145MP©热导率45W/(m2K)。
缸体外圆应达到镜面磨削,粗糙度应w0.2卩m,应满足高速动平衡要求。
(2)缸盖和内拉管。
缸盖为带大法兰和轴颈,厚度由外圈向内圈逐渐增大的内球体或其他曲面形状结构的缸盖,材料同缸体。
为了改善缸盖和缸体受力情况,
在缸内两端盖中心处配置一内拉管,内拉管的中部有补偿环。
它可以根据装配时中心内拉管长度的实际尺寸来确定补偿环的厚薄尺寸。
适当控制补偿环处的预拉力,可以降低缸盖固定螺栓的拉应力。
内拉管在操作侧的内空腔壁钻有许多通孔,以便于进入烘缸内的蒸汽布满大烘缸内,加热烘缸面的纸页,传动侧的圆筒内腔
与分布缸体内壁虹吸管的排水管相接,以便排除凝结水。
(3)送入大烘缸的蒸汽量比一般的直径1.5m烘缸多14-19倍。
为改善大烘缸内蒸汽循环,并减少轴头内径,蒸汽管和凝结水管分别在两端引出。
一般从操作侧通入蒸汽,从传动侧排出凝结水,凝结水温度较低,传热少,使传动机构和减速器受热较少。
(二)烘缸结构的发展
烘缸在生产中是把蒸汽等加热介质的热量传递到湿纸页中使其水分蒸发而获得干燥的,所以其外部结构不会有变化,其结构的发展只能从烘缸内部做起,目的是降低热阻和增加传热面积,而达到增加传热量。
同时也应便于加工。
对于一般的烘缸可在内表面均布螺旋齿,在烘缸内表面两端开回水环形槽,各间隔驰=齿槽底面分别向两端倾斜。
采用这种烘缸的内部结构可以增大传热面积一倍左右,齿槽对凝结水层起搅散
作用,水花在缸内持续飞溅,将蒸汽带到缸壁,增加对流传热,离心力使凝结水被甩到齿槽底部,并沿斜面迅速流向烘缸两端的回水槽,使烘缸中的大部分金属表面裸露出来与蒸汽直接对流加热,其结果是极大降低传热阻力,回水槽是开在烘缸的非工作段,此处凝结水层厚而热阻大,减少热量的无效消耗。
据介绍采用这种烘缸可以显著提高干燥能力,减少干燥部缸数,提高热能利用率,降低生产成本,而且也便于加工。
对于大直径烘缸目前世界上普遍做法是在烘缸内壁车出周向沟纹,用虹吸集束
来排除缸内凝结水,目的同上。
二烘缸的强度计算
烘缸是一个受压容器。
因其壁厚远小于直径,缸体中的应力可按内压薄壁容器
进行核算,其强度条件为:
Si=PD/2d
式中S1----烘缸轴向应力,MPa
P---烘缸的工作压力,MPa
D---缸体内径,cm
d---缸壁厚度,cm
[S]---缸体材料许用应力,MPa
由此得到烘缸的壁厚应为:
S半D/2[S]
选用铸铁的许用应力[S时,应考虑到铸铁的抗拉和抗压强度不同,浇铸的质量很难控制,铸件中微小的砂眼,夹灰和气孔等缺陷难于检查,所以取用较低的数值,对于采用材料为HT250的铸铁烘缸,用[S]250=20-25MPa采用材料为HT350的铸铁烘缸,用[S]350=30-34MPa,而在水压试验时产生的应力,可允许在30-40MPa范围内。
对于车速在500m/min左右的纸机中,烘缸内通汽压力在0.5MPa以下,烘缸的弯曲应力,扭转应力和离心力产生的应力均不超过1.5-2.0MPa,可以忽略不计。
但当纸机车速在1000m/min左右及以上时,烘缸内通汽压力达0.8MPa以上时,必须充分考虑离心力荷载和温度荷载的影响。
根据烘缸的应力实际测定表明,烘缸强度的薄弱点常常是缸体两端法兰的转角处,如图4所示。
图4烘缸断部法兰转角处的加强方法
由于断面AC和BC受到一些法兰连接引起的弯曲负荷,较容易在这些的端面上发生破坏。
此外,在转角处有应力集中现象。
为此,在烘缸的这个地方需要适当加强。
通常是取ac:
ab=1:
3.。
对于直径为1.5m的烘缸,一般取ab=60-80mmab的长度过大时可能影响到烘缸端部的传热效率和烘缸浇铸的工艺性。
烘缸盖的结构形状复杂,在不同截面上有不同的厚度,并有加强肋。
用现有的计算方法,即把缸盖视作边缘有支撑的薄板来计算,误差太大。
所以缸盖的设计中主要是依靠已有的制造经验来避免容易出现裂纹的现象。
通常缸盖的厚度比缸体的壁厚大0.5-1倍。
烘缸轴头的内径取决于烘缸的用汽量。
蒸汽进入烘缸的轴头内的流速不应超过20m/s。
轴头的外径可以由强度条件来设计。
对于铸铁轴头,许用应力[S]=20MPa对于压配人缸盖内的钢质轴头[S]=60MPa计算各危险界面上的弯矩时,除了考虑烘缸的自重及干毯还应计算的张力外,还应计算充满半缸的凝结
水后的质量。
因为在凝结水排除装置发生故障时可能出现这种情况。
如果在机架
支承上作烘缸的水压试验时,烘缸被水完全充满,轴头的负载增加很多,轴头的尺寸不大时,产生的弯曲应力可能超过许多应力。
在这种情况下应该使用临时性的木垫作为烘缸的附加支撑,以减小轴头上的负荷。
三几种新式烘缸简介
(1)新式多开口烘缸
在普通烘缸干燥中热量传递的最大阻力来自于烘缸内凝结水所形成的水环。
尽管采用虹吸管、饶流棒等排水和破坏水环的形成装置,使水环变得很薄,对热传热的影响大大降低,但仍然对传热有一定影响。
多开口烘缸的概念提供了一种全新的提高纸页干燥速率的方法。
这种烘缸的结构如图5所示。
这种设计是使进入烘缸内的蒸汽通过在烘缸内表面上纵向开的小沟槽内的流动,将凝结水排除缸
外,而是凝结水形成的隔热水环降到最小值。
因此,有可能取消延伸到烘缸壁的虹吸管排水装置。
这种烘缸还具有更高的热量传递范围和更有效地热量传递结构等优点。
试验结果证明,这种多开口烘缸的传热系数比具有扰流棒的烘缸高20%
以上,比无扰流棒的烘缸高90%^上。
目前在纸机上所使用的烘缸也可以改造成多开口烘缸,如果纸机的干燥部使用这种多开口烘缸,在同样的产量下,可以减少烘缸数量,或在同样的烘缸数量下,提高产量。
A——A放大
图5新式多开口沟纹烘缸的结构
(2)夹层烘缸和带槽烘缸
夹层烘缸和带槽烘缸多用不锈钢焊接制成,一般用于杨克烘缸等大烘缸中,其内部结构如图6所示,在夹层烘缸中,蒸汽是通入到接近烘缸圆周的环壁中去,而不是采用一个大的受压容器。
这样做可以减少洪刚的质量,并可以减少大型烘缸的质量,并可以减少大型烘缸中容易引起蒸汽引进和凝结水排除难的问题,而
且传热性能等非常好,但制造成本较高。
图6a夹层烘缸b带槽烘缸
带槽烘缸是在烘缸内壁径向加工出沟纹,凝结水在表面张力作用下聚积在沟槽中,用虹吸集束组以保证每个小吸管位于沟槽的正确位置,将凝结水有效地排出,从而保证良好的传热效率,用这种烘缸的杨克纸机生产卫生纸车速可达2000m/min
(3)电磁感应加热烘缸
用蒸汽加热烘缸的干燥装置有许多缺点:
1结构复杂,造价高。
因蒸汽通入缸内,使烘缸为一压力容器,必须有严格的密封和足够耐压机械强度。
为了排除缸内凝结水还要有复杂的排水和连接部件;2部分蒸汽热能还传热给烘缸中无需加热的部件,造成热能浪费。
烘缸内热量传递主要靠传导,因受凝结水瞙的阻碍,传热系数比较低,缸面温度分布不均匀;3调整温度难,且为调整速度慢;4设
备维修费工费时。
而电磁感应加热烘缸则无上述这些缺点,而且还具有制造要求低、生产成本低、能耗低、便于精确控制干燥温度等优点。
其主要由烘缸壳体、磁通发生器、挟持机构、传动机构自动控制装置组成。
缸体材料为金属。
按其磁通发生器安装位置的不同可分为内置式、外置式和结合式,其中内置式占地面积小,适于多缸纸机,而其他两种形式则占地大,磁辐射防护难度大,只适于单缸纸机。
其结构如图7所示
II
10
I
尸二二
图7
(a)外置式电磁感应加热烘缸(b)内置式电磁感应加热烘缸
(c)(d)外置式夹持器的结构
1—缸壁2—磁通发生器3—电磁铁4—接电源导线5—夹持机构6—支壁
7—导向元件8—横梁9—三角形板件10—连杆11—板件12—托梁
13—圆柱销14—操纵轴15—手轮16—电机
烘缸壁的加热原理:
电机驱动烘缸按一定速度转动,夹持机构使电磁铁靠近缸壁,在励磁绕组中通入电流后,在烘缸壁内就有磁力线通过,磁通量密度在一定范围内取决与电磁铁的励磁电流强度。
当烘缸转动时,缸壁各点单位时间内的磁通©不断发生变化,从而产生和此变化成比例的电动机力,而使缸壁内产生流通的电流,根据焦耳定律,缸壁就被加热。
可以通过调节烘缸壁与电磁铁的间距或调节电磁铁的励磁绕组电流强度就可以调节缸壁的温度。
烘缸的设计
烘缸的主要参数
净纸宽度4000mm设计车速650m/min缸体外径1800mm平衡车速700m/min最高压力0.5Mpa平衡车速650mmin
烘缸缸面外径公差土0.5mm
粗糙度Ra0.4卩m
缸面圆度8-9级缸面对两端轴承的径向跳动8级
方案确定
本设计选择的烘缸类型为铸铁烘缸,此种烘缸减震耐磨、导热系数高、表面干燥平均、工艺性良好制造成本低廉、强度和刚度满足设计要求,装配调试方便对纸品质量控制可靠。
烘缸的设计
烘缸缸体设计
选材为HT300硬度控制在190~260HBS
缸体厚
 升级会员
升级会员 