PE管道焊接工艺评定报告Word文档下载推荐.docx
《PE管道焊接工艺评定报告Word文档下载推荐.docx》由会员分享,可在线阅读,更多相关《PE管道焊接工艺评定报告Word文档下载推荐.docx(10页珍藏版)》请在冰豆网上搜索。
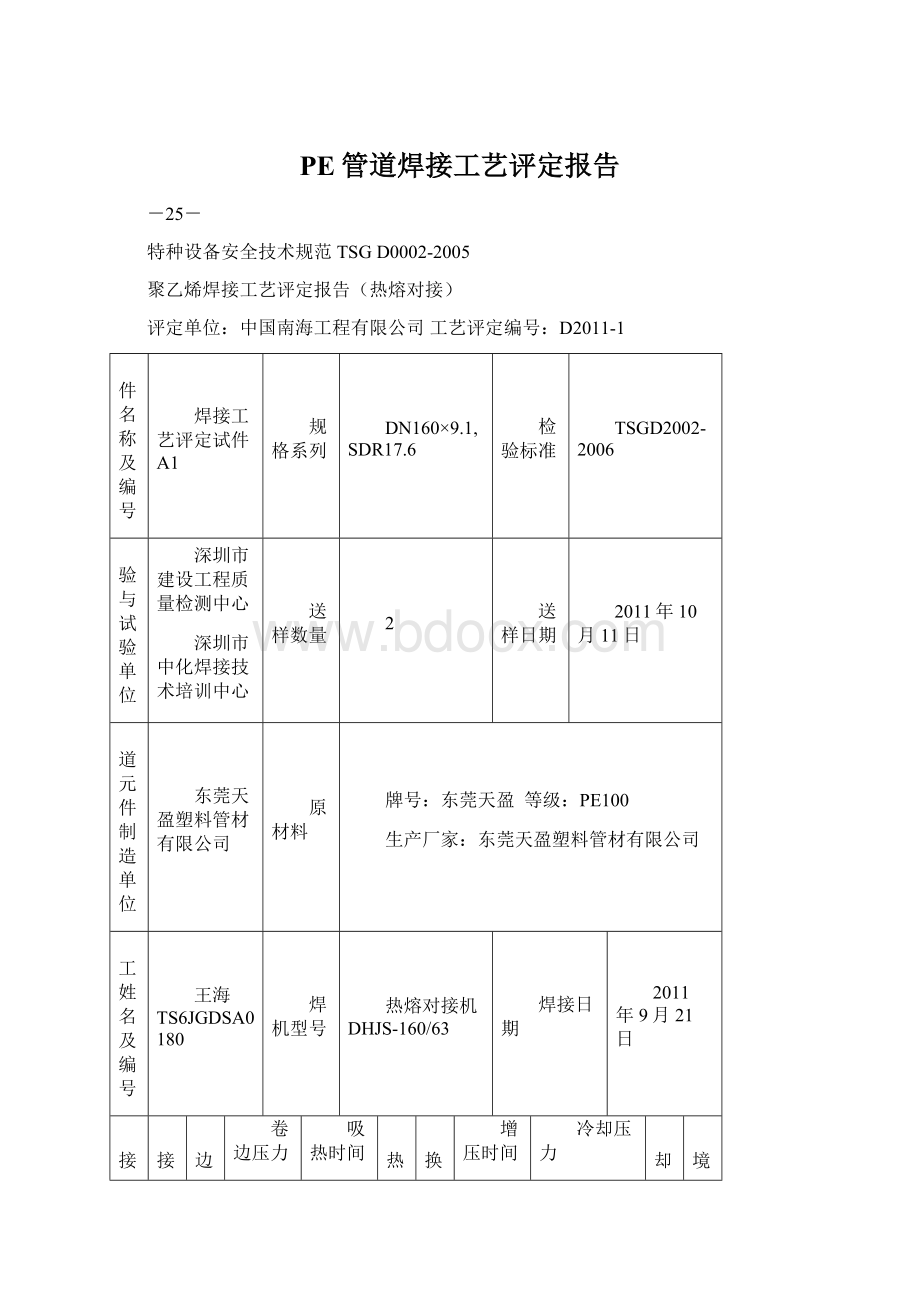
检验标准
TSGD2002-2006
检验与试验单位
深圳市建设工程质量检测中心
深圳市中化焊接技术培训中心
送样数量
2
送样日期
2011年10月11日
管道元件制造单位
东莞天盈塑料管材有限公司
原材料
牌号:
东莞天盈等级:
PE100
生产厂家:
焊工姓名及编号
王海TS6JGDSA0180
焊机型号
热熔对接机DHJS-160/63
焊接日期
2011年9月21日
焊接工艺
焊接温度
(℃)
卷边高度
(mm)
卷边压力
(MPa)
吸热时间
(s)
吸热压力
切换时间
增压时间
冷却压力
冷却时间
环境温度
220
1.5
91
0.3
4
5
24
28
检验项目
宏观(外观)
卷边切除检查
卷边的背弯试验
拉伸性能试验
耐压(静液压)强度试验
检验结果
卷边平滑,翻边无切口或缺口状缺陷,无气孔;
卷边中心高度大于零;
无错边
卷边实心圆滑,无污染或孔洞
不开裂、无裂纹
韧性断裂
焊接处无破坏,无渗漏
结论
合格
评定结论:
本评定按TSGD2002-2006《燃气用聚乙烯管道焊接技术规则》的规定焊接试件、检验试样、测定性能,确认试验记录正确,评定结果合格。
备注:
报告:
审核:
批准:
报告日期:
TSGD0002-2005特种设备安全技术规范
附:
检验与试验单位的报告原件
D2011-2
焊接工艺评定试件A2
DN110×
10,SDR11
100
本评定按TSGD2002-2006《燃气用聚乙烯管道焊接技术规则》的规定焊接试件、检验试样、测定性能,确认试验记录正确,评定结果合格。
聚乙烯焊接工艺评定报告(电熔焊接)
D2011-3
焊接工艺评定试件A3
DN63×
5.8,SDR11(管材)
DN63,SDR11(电熔套管)
吉林市松江塑料管道设备有限责任公司
电熔焊机DRJ-Ⅲ型
焊接电压(V)
焊接时间(s)
冷却时间(s)
环境温度(℃)
39.5
75
600
拉伸剥离
挤压剥离
撕裂试验
电熔管件完整无损,无变形及变色;
观察孔有少量的PE顶出,不呈流淌状,焊接表面无熔融物溢出;
电熔管件承插口与焊接的管材同轴
/
无脆性破坏
电熔套筒条形码951910310633992006075333
电熔承插
热熔对接
说明:
PE燃气管焊接工艺评定--试件外观质量
PE燃气管焊接工艺评定--试件内部质量
PE燃气管焊接工艺评定—热熔对接试件接头质量
PE燃气管焊接工艺评定—电熔承插试件接头质量
PE燃气管焊接工艺评定—电熔套管标签
PE燃气管焊接工艺评定—电熔套管条形码和熔接参数
 升级会员
升级会员 