锅炉车间输煤机组控制系统设计Word下载.docx
《锅炉车间输煤机组控制系统设计Word下载.docx》由会员分享,可在线阅读,更多相关《锅炉车间输煤机组控制系统设计Word下载.docx(20页珍藏版)》请在冰豆网上搜索。
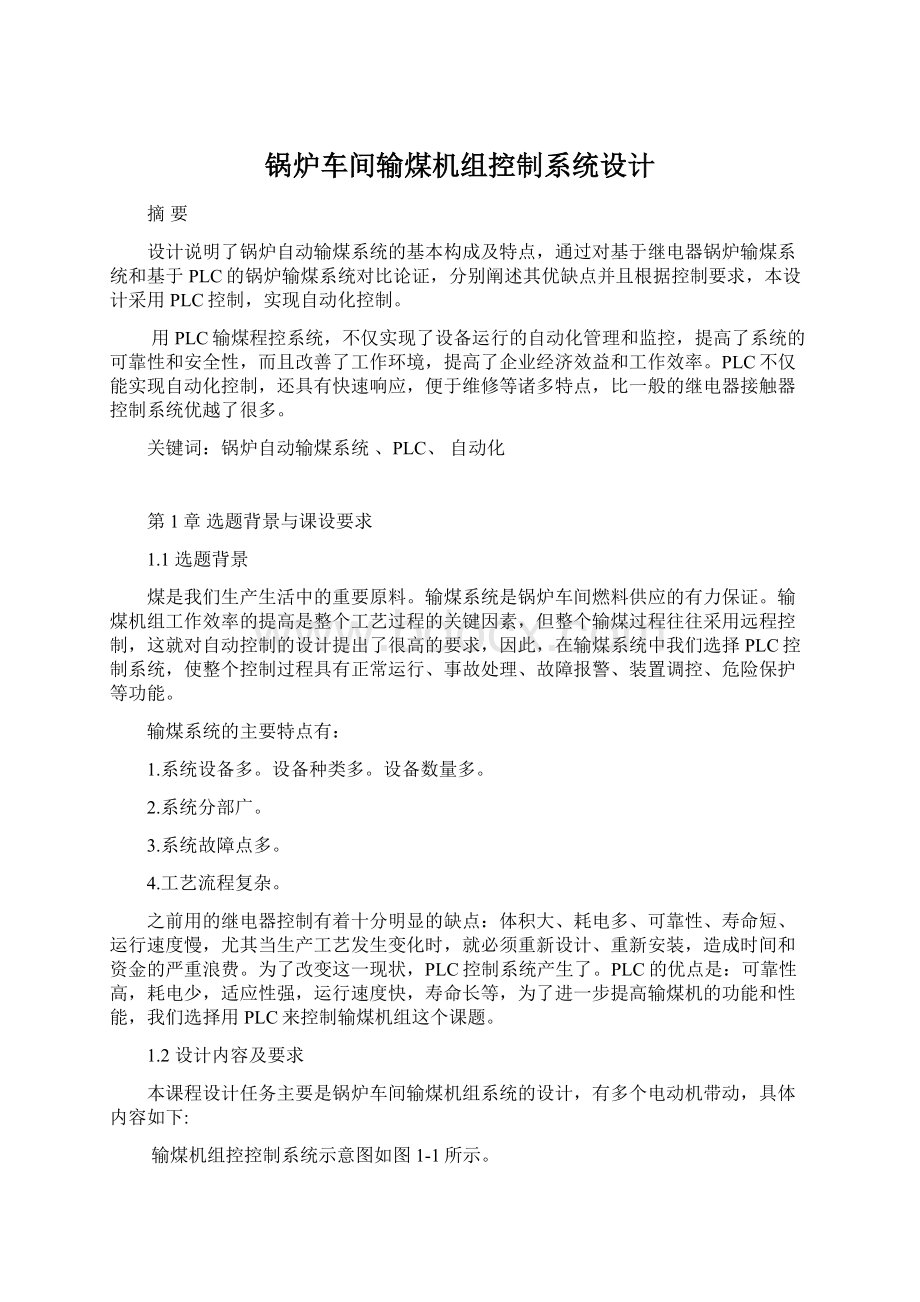
图1-1输煤机组示控制系统意图
输煤机组的拖动系统由6台三相异步电动机M1~M6和一台磁选料器YA组成。
SA1为手动/自动转换开关,SB1和SB2为自动开车/停车按钮,SB3为事故紧急停车按钮,SB4~SB9为6个控制按钮。
HA为开车/停车时讯响器,提示物煤机准备起动请注意安全。
HL1~HL6为Ml~M6电动机运行指示,HL7为手动运行指示,HL8为紧急停车指示,HL9为系统运行正常指示,HL10为系统故障指示。
输煤机组控制要求如下
1、手动开车/停车功能
SA1手柄指向左45°
时,接点SA1-1接通,通过SB4~SB9控制按钮,对输煤机组单台设备独立调试与维护使用,任何一台单机开车/停车时都有音响提示,保证检修和调试时人身和设备安全。
2、自动开车/停车功能
SA1手柄指向右45°
时,接点SA1-2接通,输煤机组自动运行。
1)正常开车
按下自动开车按钮SB1,音响提示5s后,电动机M6-M1逆序启动起动运行,并点亮指示灯HL6-HL1;
10s后,点亮HL9系统正常运行指示灯,输煤机组正常运行。
2)正常停车
按下自动开车按钮SB2,音响提示5s后,电动机M1-M6顺序停车并熄灭HL1-HL6指示灯,同时,熄灭HL9系统正常运行指示灯;
并熄输煤机组全部正常停车。
3)过载保护
输煤机组有三相异步电动机M1~M6和磁选料器YA的过载保护装置热继电器,如果电动机、磁选料器在输煤生产中,发生过载故障需立即全线停车并发出报警指示。
系统故障指示灯HL10点亮,HA电铃断续报警20s,HL10一直点亮直到事故处理完毕,继续正常开车,恢复生产。
4)紧急停车
输煤机组正常生产过程中,可能会突发各种事件,因此需要设置紧急停车按钮,实现紧急停车防止事故扩大。
紧急停车与正常停车不同,当按下红色蘑菇形紧急停车按钮SB3时,输煤机组立即全线停车,HA警报声持续10s停止,紧急停车指示灯HL8连续闪亮直到事故处理完毕,回复正常生产。
5)系统正常运行指示
输煤机组中,拖动电动机M1~M6和磁选料器YA按照程序全部正常起动运行后,HL9指示灯点亮。
如果有一台电动机或选料器未能正常起动运行,则视为故障,系统故障指示灯HL10点亮,输煤机组停车。
相关设备参数如下:
(1)M1-M6及磁选料器YA。
(2)指示灯HL:
0.25W,DC24V。
(3)电铃HA:
8W,AC220V。
输煤机组控制信号说明:
输煤机组是一种为锅炉供煤的设备,它的稳定可靠工作直接关系到整个锅炉的正常运行.所以要进行输入输出信号进行详细说明,详细情况见下表:
输入
输出
文字符号
说明
SA1-1
输煤机组手动控制开关
KM1
给料器和磁选料器接触器
SA1-2
输煤机组自动控制开关
KM2
1#送煤机接触器
SB1
输煤机组自动开车按钮
KM3
破碎机接触器
SB2
输煤机组自动停车按钮
KM4
提升机接触器
SB3
输煤机组紧急停车按钮
KM5
2#送煤机接触器
SB4
给料器和磁选料器手动按钮
KM6
回收机接触器
SB5
1#送煤机按钮
HL7
手动运行指示灯
SB6
破碎机手动按钮
HL8
紧急停车指示灯
SB7
提升机手动按钮
HL9
系统正常运行指示
SB8
2#送煤机手动按钮
HL10
系统故障指示灯
SB9
回收机手动按钮
HA
报警电铃
KM
M1-M6,YA运行正常信号
HL1-HL6
输煤机组单机运行指示
FR
M1-M6过载保护信号
表1-1输煤机组控制信号说明
第2章方案论证
2.1PLC控制系统设计的原则和方法
对于电气控制设备,任何PLC控制系统的设计都是在控制方式和电动机技术数据确定以后进的是设备控制要求和工艺流程的具体化。
PLC控制系统设计应该遵循以下原则:
1)应最大限度地满足生产机械的工艺要求,并能根据需要方便地进行修改。
2)容易掌握,便于操作。
3)整个PLC控制系统及控制电路安全可靠,简单,具有较高的性能价格比。
4)合理地选择PLC机型及电器元件。
2.2方案的确定
由于该系统控制输入点数较多,有2个输入开关分别控制手动控制,9个输入按钮分别为SB1和SB2为自动开车/停车按钮,SB3为事故紧急停车按钮,SB4~SB9分为6个电动机控制按钮。
输出点数也较多,如果采用继电-接触器控制方式,控制电路将会很复杂,而且可靠性难保证。
所以,用PLC进行控制,不仅能满足控制要求、控制方便简单,而且具有较高的可靠性。
因此,本设计应采用PLC进行控制。
第3章PLC控制系统设计
3.1硬件系统设计
3.1.1控制系统主电路图设计
按照设计要求,给料器M1、1#送煤机M2、破碎机M3、提升机M4、2#送煤机M5和回收电动机M6由6台三相异步电动机拖动。
磁选料器YA由两相电源提供。
负载M2-M6由接触器KM2-KM6控制,给料器M1和磁选料器YA共同由KM1控制。
由于破碎机M3功率为13KW和2#送煤机M5功率为75KW都比7.5KW大,所以采用星—三角降压启动。
其余负载均采用直接启动方式。
主电路图见图3-1.
图3-1锅炉车间输煤机组系统主电路图
1)主回路中交流接触器KM1、KM2、KM3、KM4、KM5、KM6分别控制三相异步电动机M1给料电动机,M2送煤电动机,M3破碎电动机,M4提升电动机,M5送煤电动机,M6回收电动机。
2)热继电器FR1、FR2、FR3、FR4、FR5、FR6的作用是对电动机M1、M2、M3、M4、M5、M6实现过载保护。
3)熔断器FU1、FU2、FU3、FU4、FU5、FU6分别实现各负载回路的短路保护。
4)QF为电源总开关,既可完成主电路的短路保护,又起到分断三相交流电源的作用,使用较为方便。
3.1.2电器元件的选择
(1)输入/输出接口(I/O)数量;
输入端口14个,输出端口10个,SIMATICS7-200系列PLC硬件配置灵活,既可以用一个单独的S7-200CPU构成一个简单的数字量控制系统,也可通过扩展电缆进行数字量I/O模块、模拟量I/O模块或智能接口模块的扩展,构成较复杂的中等规模控制系统。
(2)因为负载有直流供电有交流供电,所以采用输出形式为继电器。
(3)对于CPU224模块,本机输入地址为I0.0-I0.7和I1.1-I1.5,输出地址为Q0.0-Q0.7和Q1.0-Q1.1。
因为基本单元自带的I/O接口不能满足控制系统要求,因此需要数字量I/O扩展单元。
,与基本的单元相连,并使基本单元的寻址功能对模块上的I/O接口进行控制。
S7-200系列PLC目前可以提供的有3种类型的数字量输入/输出模块,即EM221,EM222,EM223,查阅数字量输入/输出模块各类型型号特点,首先采用一个EM222的8继电器输出;
扩展模块EM222的I/O地址范围是Q2.0-Q2.7,不能满足控制要求,又因为CPU224能够扩展7个模块,因为控制要求输出有21个,另需一个EM223的DI4/DO4*DC24V/继电器;
扩展模块EM223的I/O地址范围是Q3.0-Q3.3,满足系统控制要求。
本机与扩展连接形式见图3-2模块连接图。
图3-2模块连接图
3.2软件系统设计
3.2.1I/O地址分配表
对软件设计来说,分配I/O点地址以后才可以进行编程,才可以绘制电气接线图、装配图,根据接线图和安装图安装控制柜。
由上硬件系统的选择可知控制系统由一个CPU224及两个扩展模块EM222,EM223,各模块各分配地址如下:
CPU224基本单元的I/O地址如下:
I0.0I0.1、IO.2、I0.3、I0.4、I0.5、I0.6、I0.7、I1.1、I1.2、I1.3、I1.4、I1.5、I1.6、I1.7、Q0.0、Q0.1、Q0.2、Q0.3、Q0.4、Q0.5、Q0.6、Q0.7、Q1.0、Q1.1
第一个扩展模块EM222的I/O地址:
Q2.0、Q2.1、Q2.2、Q2.3、Q2.4、Q2.5、Q2.6、Q2.7
第二个扩展模块EM223的I/O地址:
Q3.0、Q3.1、Q3.2
PLC输入输出接口地址分配表见:
序号
工作名称
输入口
1
I0.1
2
I0.2
3
I1.1
4
I1.2
5
I1.3
6
给料器磁选料器手动按钮
I1.4
7
1#送煤机手动按钮
I1.5
8
I1.6
9
I1.7
10
I2.0
11
I2.1
12
M1-M6,YA过载保护信号
I0.0
表3-5输入接口地址分配表
输出口
给料器磁选料器接触器
Q0.1
Q0.2
Q0.3
Q0.4
Q0.5
Q0.6
Q1.7
系统正常运行指示灯
Q2.1
系统故障运行指示灯
Q2.2
Q2.0
HL1
Q1.1
HL2
Q1.2
13
HL3
Q1.3
14
HL4
Q1.4
15
HL5
Q1.5
16
HL6
Q1.6
表3-6PLC输出接口地址分配表
3.2.2PLC控制电路接线图
绘制PLC控制电路接线图,如图2-2。
图3-3I/O接线图
3.2.3系统工作流程图
图3-4系统工作流程图
3.2.4梯形图
输煤机组的控制过程分为2个,分别是自动运行方式和手动控制方式。
在自动控制模式下,要求各负载从M6到M1经过同样间隔时间逆序自动启动,然后从M1到M6顺序自动经过同样间隔时间停止。
同时,该输煤机组还能在手动控制模式下进行点动,以便调试和维修。
而且,该系统还能实现过载保护、紧急停车和故障提醒。
所以,我们应该主要采用定时器指令和顺序控制指令对本控制系统进行程序设计。
其梯形图如下:
第4章系统调试
1、硬件调试:
硬件调试是利用开发系统、基本测试仪器(万用表、示波器等),检查用户系统硬件中存在的故障。
①静态调试
第一步:
用万用表测试。
先用万用表复核可能有疑问的连接点,再检测各种电源线与地线之间是否有短路现象。
第二步:
加电检测。
检测所有的插座或是器件的电源端是否符合要求的值.
第三步:
是联机检查。
因为只有用可编程控制器开发系统才能完成对用户系统的调试。
②动态调试
首先我们进行了自动的调试。
按下SB1,自动部分开始运行,5秒后,第一个灯亮,10秒后第二个灯亮,直到最后一个灯亮。
当灯全部亮时,正常运行指示灯HL9亮;
如果又一个或几个灯不亮,那么系统故障指示灯就会亮。
按下手动停止按钮SB2,5秒后,第一个灯熄灭,10秒后第二个灯熄灭,按此直到最后一个灯熄灭。
2、软件调试:
通过对用户程序的汇编、执行来发现程序中存在的语法错误加以排除纠正的过程。
查看程序是否有逻辑的错误。
如果出现故障,应返回编程环境,检查梯形图的错误并修改程序再进行调试。
第5章设计总结
这次的课程设计,让我感受深刻,首先让我对PLC有了进一步的了解,而不是只是书本上的知识,还让我懂得了如何用编程来编写梯形图和CAD,让我学到了很多新的知识,复习了旧的知识。
老师的帮助和同学的合作也是必不可少的,老师从根本上指出了很多设计上的缺陷让我们改正,比如如何在任意时刻对自动运行进行暂停和重启,我们由此受到了启发,在程序中加入了紧急暂定开关。
同学们的共同讨论也让我受益匪浅,我们通过对同一控制对象两种控制方式的对比,直观地证明了PLC的优越性,让我们体会到了PLC在未来生产生活中的重要性。
这次课设,不仅让我提高了查阅资料和动手的能力,还培养了我们的团队合作精神。
通过本次课设,我加深了对PLC控制系统的进一步了解,清楚地认识到其在现代化生产生活中所起的巨大作用。
希望这次课设中学到的东西可以在我未来的工作生涯中也同样发挥重大作用。
参考文献
[1]王曙光.S7-200PLC应用基础与实例.人民邮电出版社,2007
[2]于庆广.可编程控制其原理与系统设计.北京:
清华大学出版社,2004
[3]程子华.PLC原理与实例分析.北京:
国防工业出版社,2006
[4]廖常初.PLC编程及应用.北京:
机械工业出版社,2005
[5]李缓.PLC原理与应用.北京:
北京邮电大学出版社,2005
[6]刘洪涛,黄海编.PLC应用开发从基础到实践.电子工业出版社,2007
[7]张新军.电气控制与PLC技术及应用.济源:
济源职业技术学院出版社,2006
[8]张进秋.可编程控制器原理及应用实例[M].北京:
机械工业出版社,2004
 升级会员
升级会员 