装配工艺过程卡和工序卡Word格式.docx
《装配工艺过程卡和工序卡Word格式.docx》由会员分享,可在线阅读,更多相关《装配工艺过程卡和工序卡Word格式.docx(12页珍藏版)》请在冰豆网上搜索。
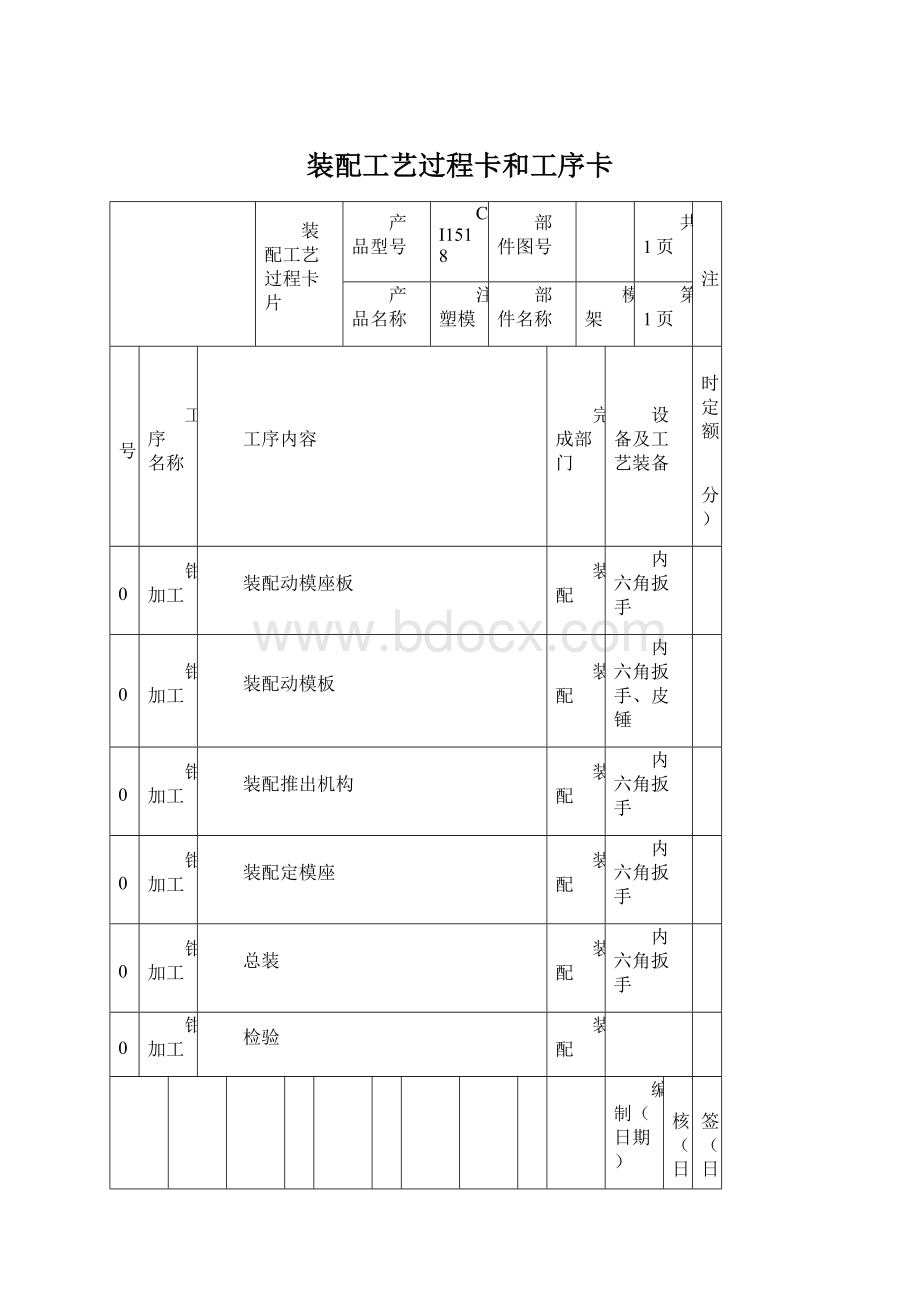
工序内容
完成部门
设备及工艺装备
工时定额
(分)
10
钳加工
装配动模座板
装配
内六角扳手
20
装配动模板
内六角扳手、皮锤
30
装配推出机构
40
装配定模座
50
总装
60
检验
编制(日期)
审核(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
装配工艺卡片
J10-1
共2页
动模座板
第1页
车间
装配装配部分
动
模座板、垫块
工序
10工序名称号
装配动模座
工序号
工步内容
工艺装备及辅助材料
作业时间
准备时间
名称规格或编号
11
清理、去毛刺
机油、棉纱、锯条
12
找正
13
用4个M825的螺栓将动模座板和两个垫块连接紧固。
(保证垫块与动模座板的平行度,精度为0.02)
设计(日期)
校对(日期)
标准号(日期)
车间会签(日期)
装配工艺附图
共2页
第2页
装配部分
动模座板、垫块
工序号
工序名称
1-M8X25内六角螺钉2-动模座板3-垫块4-M10X89内六角螺钉
J20-1
动模板
动模板、型芯1、型芯2、导柱
20工序名称号
21
22
23
将4根导柱放进相应的孔内,用皮锤将其底面与动模板底面锤至平齐。
(保证导柱与动模板的垂直度,垂直精度为0.02。
导柱与动模板为φ16P7/h6过渡配合)
皮锤
24
将型芯1、型芯2放入相应的动模座板型腔中,用3个M822的螺栓连接紧固。
(保证型芯1台阶表面与动模板上表面平齐)
动模板、型芯1、型芯2、导柱
1-M822螺栓2-型芯13-动模板4-导柱5-型芯2
J30-1
推出机构
推杆固定板、推板、推杆、拉料杆、复位杆
31
棉纱、机油、锯条
32
33
将6根φ6的推杆,1根拉料杆放入动模板上相应的推杆孔内。
(保证推杆、拉料杆与推杆固定板的垂直度,垂直精度为0.02)
34
将4根复位杆放入推杆固定板上的4个相应的孔。
(保证复位杆与推杆固定板的垂直度,垂直精度为0.02,复位杆与推杆固定板为φ12F7/h6过渡配合)
35
将推板与推杆固定板对齐,用4个M620的螺栓连接紧固
推板、推杆固定板、推杆
1-推杆固定板2-M6X21.5内六角螺钉3-推板4-复位杆5-拉料杆6-推杆
J40-1
定模座
定模板、
扳、定模座主流道衬套
40工序名称号
41
清理,去毛刺
42
43
将定模板和定模座板拼合,用4个M1025的螺栓连接紧固。
(保证定模座板与分型面的平行度,平行精度为0.02)
44
将主流道衬套放入定模座板上12的孔内(为φ12K7/h6过渡配合)
标准号(日期)
定模座板、定模
扳、主流道衬套
1-定模板2-导套3-M10X25内六角螺钉4-定模座板5-主流道衬套
J50-1
总装装配部分
定模架、动模板、推出机构、动模座
50工序名称号
总装模架
51
52
将推出机构与动模板进行拼装
53
用4根M108534的螺栓将拼装好的推出机构和动模板固定在动模座上
54
检验推杆和复位杆能否灵活地沿推杆孔和复位杆孔移动
55
将定模座倒扣在组装好的零件上,检查分型面贴合是否紧密
(保证定模座板与动模座板的平行度,平行精度为0.02)
定模座、动模板、推出机构、动模座
 升级会员
升级会员 