钢结构检验批word版本Word下载.docx
《钢结构检验批word版本Word下载.docx》由会员分享,可在线阅读,更多相关《钢结构检验批word版本Word下载.docx(61页珍藏版)》请在冰豆网上搜索。
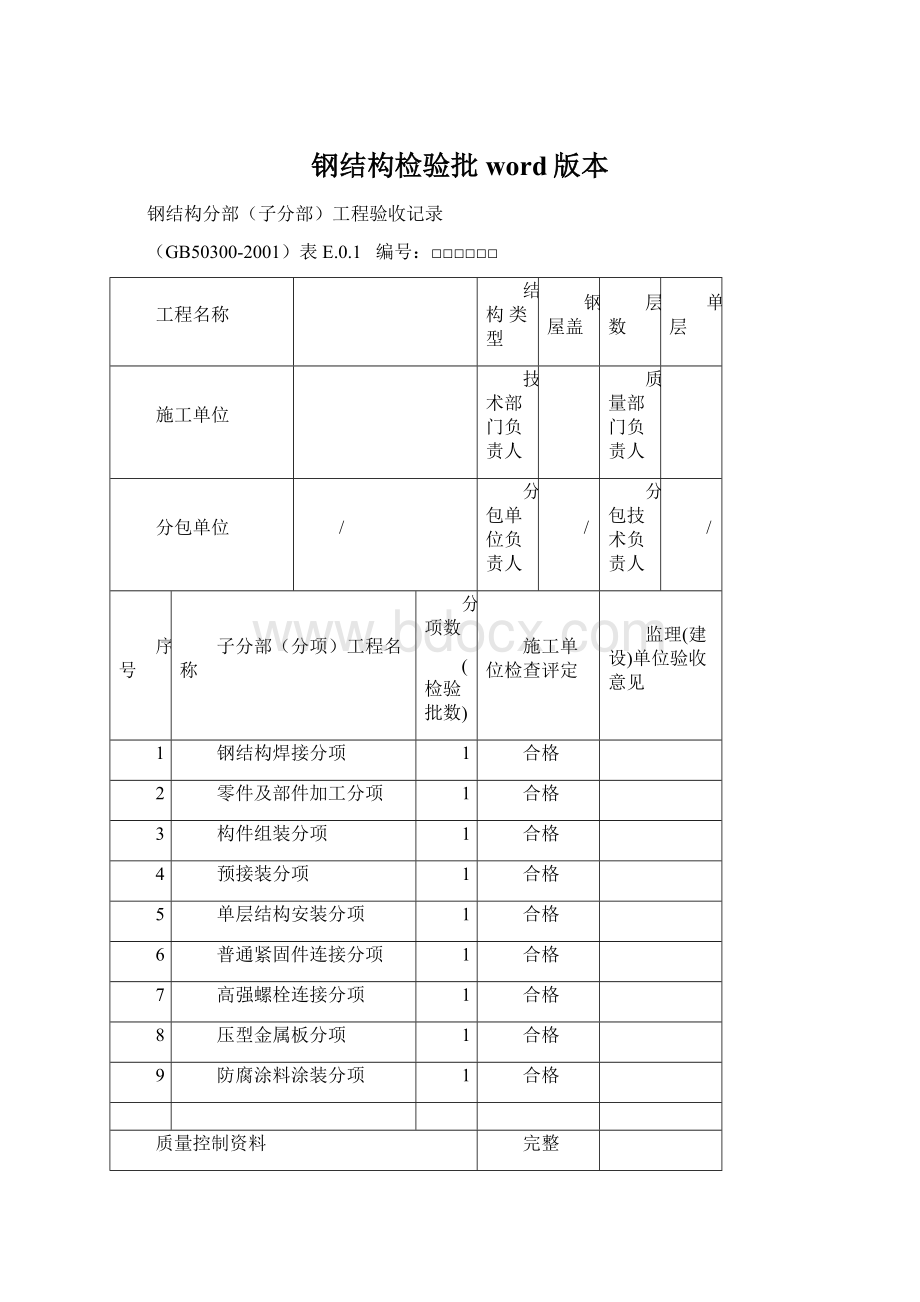
高强螺栓连接分项
8
压型金属板分项
9
防腐涂料涂装分项
质量控制资料
完整
安全和功能检验(检测)报告
符合要求
观感质量验收
验
收
结
论
(由监
理或建
设单位
填写)
施工单位项目经理:
年月日
分包单位项目经理:
勘察单位项目负责人:
设计单位项目负责人:
总监理工程师:
(建设单位项目专业负责人)年月日
注:
除地基基础分部外,勘察单位可不参加。
钢结构焊接分项工程质量验收表
(GB50300-2001)表E.0.1编号:
检验批数
项目经理
项目技术负责人
序
号
检验批部位、区段
施工单位检查评定结果
监理(建设)单位验收结论
1~9/A~D轴钢构件
10
11
12
13
14
15
16
17
检验批质量检查记录
备注
施工
单位
检查
结论
项目专业
技术负责人:
年月日
监理
(建设)
验收
专业监理工程师:
(建设单位项目专业技术负责人)
年月日
钢结构(钢构件焊接)分项工程检验批质量验收记录
(GB50205-2001)表J.O.1编号:
010901/020401□□□
分项工程名称
钢结构焊接
项目经理
验收部位
监理单位
总监理工程师
施工执行标准
名称及编号
依据国家标准GB50205-2001施工
专业工长
(施工员)
分包项目经理
施工班组长
质量验收规范的规定
施工单位自检记录
监理(建设)单位验收记录
主
控
项
目
焊接材料进场(4.3.1条)
焊接材料复验(4.3.2条)
材料匹配(5.2.1条)
焊工证书(5.2.2条)
焊接工艺评定(5.2.3条)
内部缺陷(5.2.4条)
组合焊缝尺寸(5.2.5条)
焊缝表面缺陷(5.2.6条)
一
般
焊接材料进场(4.3.4条)
预热和后热处理(5.2.7条)
焊缝外观质量(5.2.8条)
焊缝尺寸偏差(5.2.9条)
凹形角焊缝(5.2.10条)
焊缝感观(5.2.11条)
施工操作依据
质量检查记录(质量证明文件)
施工单位检查
结果评定
项目专业项目专业
质量检查员:
技术负责人:
年月日
监理(建设)
单位验收结论
零件及部件加工分项工程质量验收表
1~19/A~D轴钢构件
钢结构(零件及部件加工)分项工程检验批质量验收记录
(GB50205-2001)表J.0.5编号:
010905/020405□□□
检验批部位
施工依据标准
主控项目
合格质量标准
(按本规范)
施工单位自检
记录或结果
监理(建设)单位验收
材料进场
第4.2.1条
钢材复验
第4.2.2条
切面质量
第7.2.1条
矫正和成型
第7.3.1条和
第7.3.2条
边缘加工
第7.4.1条
螺栓球、焊接球加工
第7.5.1条和
第7.5.2条
制孔(A、B级螺栓孔)
螺栓公
称
直
径
10~18
螺栓
直径
允许
偏差
0.00
-0.21
18~30
30~50
-0.25
螺
栓
孔
孔径
+0.18
+0.21
+0.25
制孔(C级螺栓孔)
直径
允
许
偏
差
(mm)
+1.0
0.0
圆度
2.0
垂直度
0.03t,
且不
应大
于2.0
续下表
010905/020405□□□接上表
一般项目
监理(建设)单位验收记录或结果
材料规格尺寸
第4.2.3条和
第4.2.4条
钢材表面质量
第4.2.5条
切割精度
气割
零件宽度、长度
±
3.0
-1
-2
切割面平面度
0.05t,且不应大于2.0
割纹深度
0.3
0.1
0.2
局部缺口深度
1.0
机械
剪切
边缘缺棱
型钢端
部垂直
度
矫正质量
第7.3.3条、
第7.3.4条和
第7.3.5条
边
缘
加
工
精
及
加工边直线宽
l/3000,且不应大于2.0
相邻两边夹角
6′
-3
加工面垂直度
0.025t,且不应大于0.5
0.4
加工面表面粗糙度
50
23
21
24
18
32
螺栓球加工精度
项目
允许偏差
监理(建设)单位验收记录或结果
圆度
d≤120
1.5
d>
120
2.5
同一轴线
上两铣平
面平行度
铣平面距球中心距离
相邻两螺栓孔中心线夹角
30′
两铣平面与螺栓孔轴线垂直度
0.05r
球毛坏
+2.0
-1.0
+3.0
-1.5
焊接球
0.005d
加工精度
壁厚减薄量
0.13t,且不应大于1.5
两半球对口错边
管件加工精度
第7.5.5条
制孔精度
第7.6.2条和
第7.6.3条
构件组装分项工程质量验收表
钢结构(构件组装)分项工程检验批质量验收记录
(GB50205-2001)表J.0.6编号:
020406□□□
评定记录或结果
监理(建设)单位验收记录或
结果
吊车梁(桁架)
第8.3.1条
端部铣平精度
的允许偏差
两端铣平时构件长度
两端铣平时零件长度
0.5
铣平面的平面度
铣平面对轴线的垂直度
L/1500
外形尺寸的
单层柱、梁、衔架受力
支托(支承面)表面至第
一个安装孔距离
多节柱铣平面至第一个
安装孔距离
实腹梁两端最外侧安装
孔距离
构件连接处的截面几何
尺寸
柱、梁连接处的腹板
中心线偏移
受压构件(杆件)弯曲
矢高
L/1000,且不
应大于10.0
监理(建设)单位
验收记录或结果
焊接H型钢接缝
第8.2.1条
焊接H型钢精度
第8.2.2条
焊接组装精度
第8.3.2条
顶紧接触面
第8.3.3条
轴线交点错位
第8.3.4条
焊缝坡口精度
坡口角度
5︒
钝边
1.0mm
铣平面保护
第8.4.3条
外形尺寸
第8.5.2条
预拼装分项工程质量验收表
1~9/A~D轴钢梁
钢结构(预拼装)分项工程检验批质量验收记录
(GB50205-2001)表J.O.7编号:
020407□□□
预拼装
施工依据
标准
多层板叠螺栓孔。
(9.2.1条)
预拼装精度。
(9.2.2条)
单层结构安装分项工程质量验收表
钢结构(单层结构安装)分项工程检验批质量验收记录
(GB50205-2001)表J.0.8编号:
020408□□□
工程名称
 升级会员
升级会员 