连杆螺钉夹具设计工序卡片Word格式.docx
《连杆螺钉夹具设计工序卡片Word格式.docx》由会员分享,可在线阅读,更多相关《连杆螺钉夹具设计工序卡片Word格式.docx(24页珍藏版)》请在冰豆网上搜索。
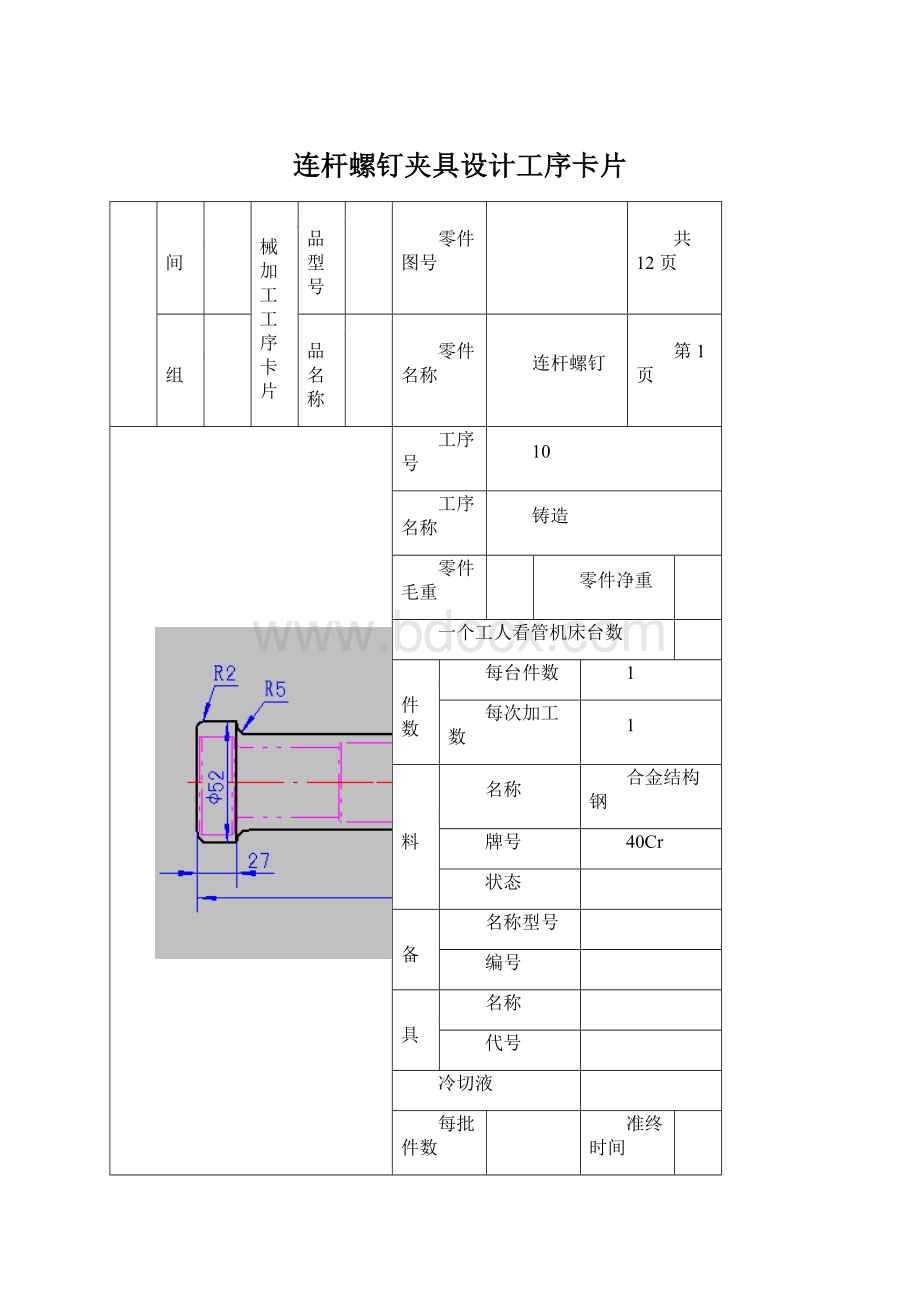
材料
名称
合金结构钢
牌号
40Cr
状态
设备
名称型号
编号
夹具
代号
冷切液
每批件数
准终时间
基本时间
单件时间
工步号
工步内容
刀具名称规格
或代号
量具名称规格
辅具名称规格或代号
加工尺寸
背吃刀量
(mm)
切削长度
加工余量
切削速度
(m/min)
主轴转速
(r/min)
进给
量(mm/r)
切削时间
(min)
清砂
2
正火处理,
共12页
第2页
20
车平面,车两端中心孔
合金
C620-1
卧式车床
专用夹具
定位,夹紧
车平面,钻中心孔
硬质合金车刀
游标卡尺
208
52
0.75
1.394
370
0.52
0.83
3
车另一端平面
206
41
0.21
4
吹气,检测
编制
校对
审核
会签
描图
李辉
更改
处数
文件号
签字
日期
第3页
30
粗车两端外圆
退火
定位夹紧
车直径45端外圆
46.6
2.59
25
1.94
230
0.6
2.93
车直径30端外圆
38.4
181
0.45
0.84
0.25
李辉
第4页
40
车两端工艺凸台及外圆
冷却液
车直径45端工艺凸台
0.05mm游标卡尺
2.76
2.13
0.72
2.75
0.16
第5页
50
半精车各外圆
C620-1
车
34.9
的外圆表面
0.5
100.5
1.13
380
0.4
0.66
99.5
0.65
5
6
第6页
60
车螺纹M30
粗车螺纹
螺纹环规
0.17
0.41
精车螺纹
0.08
1.06
460
0.10
清洗检验
第7页
70
精磨φ34外圆
M1331
磨床
粗磨外圆
GB50ZRA6P600×
63×
35
0.3
1110
0.025
0012
精磨外圆
GB70RA3P20×
32×
0.2
0.56
0.006
0002
第8页
80
铣Φ45端尺寸42的平台
X62W
铣床
铣尺寸到42mm
面铣刀
42
23
1.57
300
0.12
2.62
第9页
90
钻2-Φ6孔
Z535
立式钻床
钻孔Φ14
mm
Φ14H12麻花钻
0.02mm游标卡尺
5.8
13
275
0.36
0.9
铰孔Φ14
Φ14H12铰刀
8.57
195
第10页
100
铣去两端工艺凸台
X62W
铣右端面保证与螺纹平齐
7
铣左端面保证尺寸190mm
1.64
第11页
110
钳工
去除锐边毛剌,保证各锐边无毛剌
什锦锉
2.6
第12页
12
检验入库
按照图纸认真检验各尺寸
防锈处理
入库
 升级会员
升级会员 