数控车床编程与加工项目工作页样本文档格式.docx
《数控车床编程与加工项目工作页样本文档格式.docx》由会员分享,可在线阅读,更多相关《数控车床编程与加工项目工作页样本文档格式.docx(15页珍藏版)》请在冰豆网上搜索。
步骤
操作过程
质量
备注
1
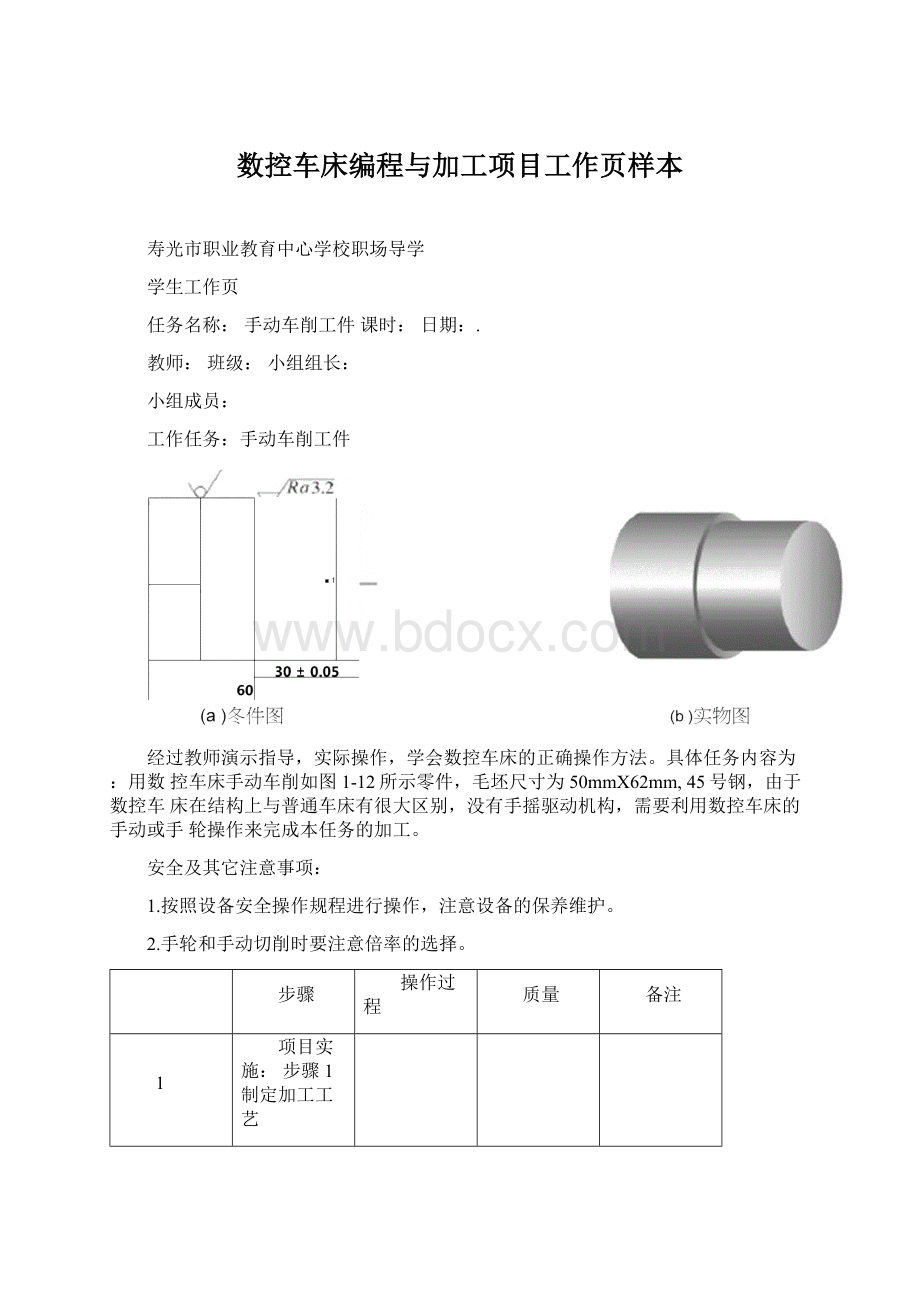
项目实施:
步骤1制定加工工艺
2
步骤2机床准备、熟悉基本操作
3
步骤3手动切削
识读、输入与编辑加工程序课时:
日期:
识读、输入与编辑加工程序
下列程序为上节课手工切削零件的加工程序。
本任务经过将这段程序正确的输入机床,学习程序的基本机构,程序基本指令代码和符号的含义呢,并学会正确的输入加工程序。
01001;
N10S600M03T0101;
N20GOOX52.022.0;
N30G01X46.0F0.2;
N40GOLZ-30.0F0.15;
N50G01X52.0;
N60GOOZ2.0:
N70GOOX45.0;
N80G01Z-30.0F0.1;
N90G01X52.0;
N100GOOX100.0Z50.0;
NUOM30;
按照设备安全操作规程进行操作,注意设备的保养维护,在建立新程序时,新程序的程序号必须是储存器中没有的程序号。
步骤1新程序的建立
步骤2程序的调用
步骤3程序的删除
4
步骤4程序字的删除
步骤5程序字的插入
6
步骤6程序字的替
换
加工阶梯轴课时:
加工阶梯轴
阶梯轴零件图,毛坯尺寸为<
1>
45x80mm,材料为45钢。
本任务要求编写该零件的粗、精加工程序,并完成该零件的加工。
该零件主要由外圆和端而组成,外圆尺寸精度要求不高,毛坯去除余量不大,只需要使用GOO、G01指令编写加工程序。
技术要求
1.一般线性尺寸公差按GB/'
T1804-m确
定。
阶梯轴比例材料数量
2.毛坏尺寸45X80,端而已车平。
1:
14581
按照设备安全操作规程进行操作,注意设备的保养维护,自动加工时一泄关好防护门,突发情况按下急停按钮。
小组成员分工
步骤1制泄加工工艺
步骤2编制加工程序
步骤3加工准备
□
步骤4工件加工
步骤5工件检测
阶梯轴测量检验课时:
对加工完成的阶梯轴工件进行测量检验,分析岀现的问题原因,并提出解决办法。
3.2/
.20士匕
45r'
各组加工完工件,出现的问题有共性的,有特性的,要区別对待,看似相似的问题,出现的原因也有可能不同,需要详细分析提出不同的解决办法。
序号
问题情境
原因
行动
①42、
①39_&
18两处外圆超差
①42、
①旳-18其中
一处外圆尺寸不符合公差要求
长度20土
长度45mm不符合公差要求
外圆表而粗糙度不符合要求
加工中间轴课时:
日期:
加工中间轴
如图所示中间轴零件图,毛坯尺寸为"
35x73mm,材料为45钢。
本任务要求编写该零件的粗、精加工程序,并完成该零件的加工。
该零件主要由外圆和端而组成,外圆尺寸精度要求较高,毛坯去除余量不均匀且较大,因此需要采用循环指令编写加工程序。
1•在固泄循环切削过程中,爪s、T等功能都不能改变,如需改变,必须在G00或G01的指令下变更,然后在指令固定循环。
循环每一步吃刀加工结束后刀具均返回起刀点。
4.注意加工过程要关好防护门,注意观察加工状态,岀现紧急情况立即按下急停按钮。
L□
修正粗车刀补课时:
_
修正粗车刀补
加工阶梯轴零件时,粗车完成后,需要经过不同的方式修正加工误差,使工件精车完成后符合公差要求,本任务预留精车余量为,请根据不同情况使用不同方式修正粗车后的工件误差。
e
专II
45
20土叮
程序暂停后不要按下reset键,修正刀补后一肚要使用T指令再次读取刀具和刀补信息,否则修改刀补不起作用。
如果
以及
那么
类型判定
处理
1・
①42①39外圆粗车完成后粗车余量大于0,小于
各轴粗车余量相同
各轴粗车余
量不同
2・
①42①39
外圆粗车
粗车余量大于小于
完成后粗车余量大于精车背吃刀量设定
余量太大,超过,无法继续运行精车程序加工
3・
42①39外圆粗车完成后余量小于Omm
分析锥面加工误差课时:
分析锥面加工误差
对加工完成的大余量锥体工件进行测量检验,分析加工过程出现的问题及零件误差原因,并提出解决办法。
仃饪软
60
各组加工完工件,出现的问题有共性的,有特性的,要区别对待,看似相似的问题,出现的原因也有可能不同,需要详细分析提岀不同的解决办法。
锥度(角度)不符合要求
—
切削过程出现干涉现象
表而粗糙度达不到要求
锥
而径症
可尺寸不符
!
■■・・■「-」
―g
:
合
要求
T2
5
切削过程出现振动
分析端面加工的误差课时:
分析端而加工的误差
对加工完成的中间轴工件进行测量检验,分析出现的问题原因,并提出解决办法。
各组加工完工件,岀现的问题有共性的,有特性的,要区别对待,看似相似的问题,出现的原因也有可能不同,需要详细分析提岀不同的解决办法。
端而加工时长度尺寸超差
端面加工时中心有凸点
L
未清根
分析圆弧加工误差课时:
分析圆呱加工误差
对加工完成的球头手柄工件进行测量检验,分析加工过程出现的问题及零件误差原因,
并提出解决办法。
T
刀削过程中岀现干涉•见象
园弧顺逆方向不对
$°
2G2
■
园弧尺寸不符合要求
a
*
麦面粗糙度达不到要我
编写单槽加工程序课时:
编写单槽加工程序
根据如图所示的离合器工序图,编制英滑块槽的加工程序。
A
“*
11
20
25
9S
1.零件加工中,槽的立位是非常重要的,编程时要引起重视。
2.切槽刀一般有三个刀位点,编程时可根据基准标注情况进行选择。
3.切宽槽时应注意计算刀宽与槽宽的关系。
步骤1制定加工工艺
步骤2
编制加工程序
分析槽加工的质量课时:
小组组长:
分析槽加工的质量
数控车槽加工中经常遇到的加工质量问题有多种,常见的问题现象、产坐原因以及预防和消除措施
—一
95
V
►
1.并组加工完工件,岀现的问题有共性的,有特性的,要区别对待,看似相似的问题,出现的原因也有可能不同,需要详细分析提岀不同的解决办法。
1槽的一侧或两侧
出现小台阶
2槽底出现倾斜
U
3槽的侧而呈现凹凸而
4槽的两个侧而倾
斜
槽底出现振动现象,留有振纹
6切槽过程中出现
扎刀现象,适成刀具断裂
7
切槽开始即出现较强的振动,表现为工件、刀具出现谐振现象,严重时机床也会一同产生谐振,切削不能继续
 升级会员
升级会员 