宇龙数控仿真软件中零件的编程操作加工实例.docx
《宇龙数控仿真软件中零件的编程操作加工实例.docx》由会员分享,可在线阅读,更多相关《宇龙数控仿真软件中零件的编程操作加工实例.docx(13页珍藏版)》请在冰豆网上搜索。
宇龙数控仿真软件中零件的编程操作加工实例
宇龙数控仿真软件中零件的编程操作加工实例
FANUC0i数车系统的应用
作者:
***
上海宇龙数控加工仿真系统是国产软件中非常优秀的一个数控仿真软件,从本期开始,笔者将根据个人在宇龙仿真培训过程中的学习经历,对软件中三个主流数控系统(FANUC0i、GSK980T和SIEMENS802S)的数控车削仿真做一个全面的应用实例介绍,希望借此能够对初学数控的朋友有所帮助。
本期先介绍下FANUC0i数控车削系统的加工应用实例:
一、工艺分析及程序编制
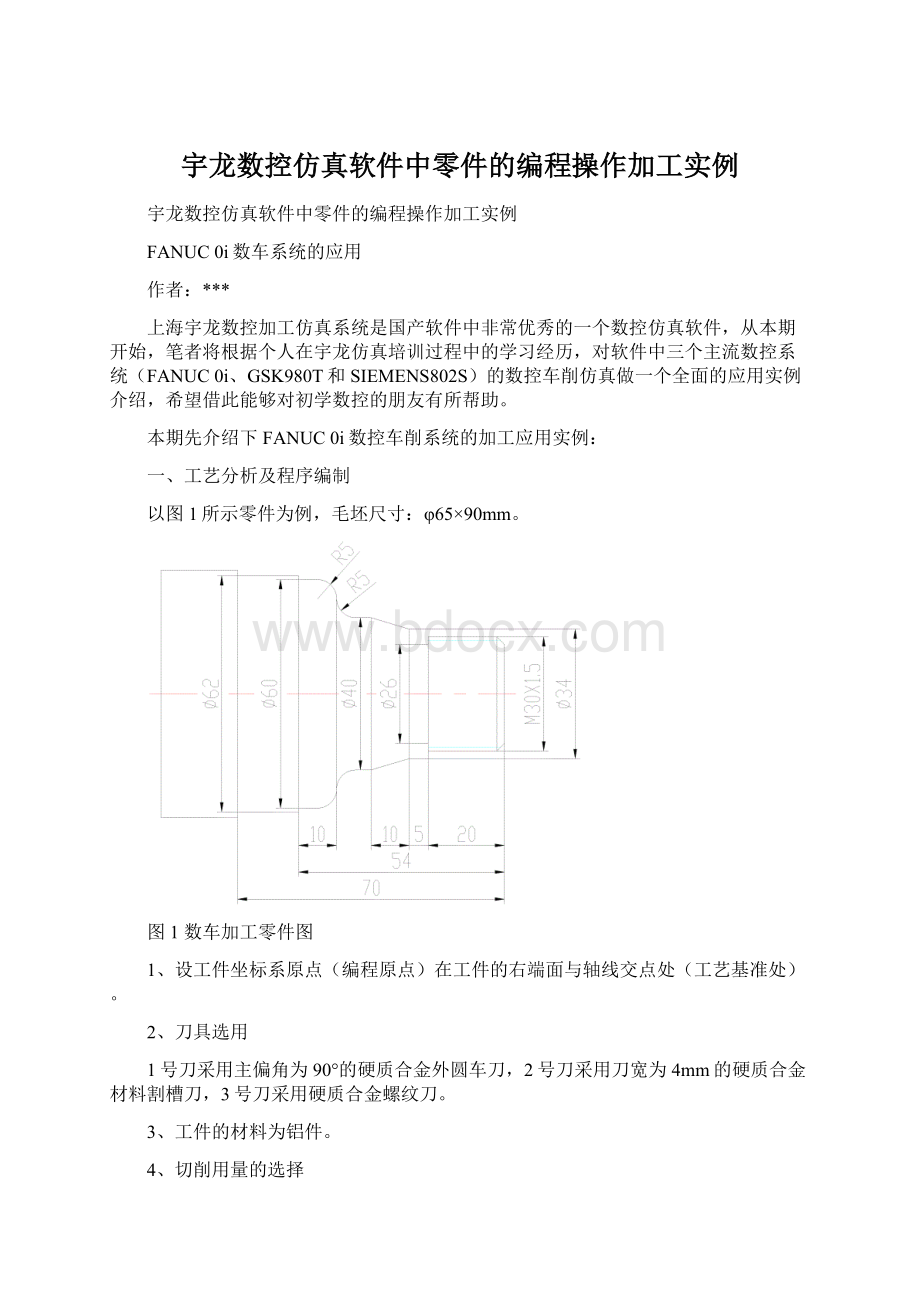
以图1所示零件为例,毛坯尺寸:
φ65×90mm。
图1数车加工零件图
1、设工件坐标系原点(编程原点)在工件的右端面与轴线交点处(工艺基准处)。
2、刀具选用
1号刀采用主偏角为90°的硬质合金外圆车刀,2号刀采用刀宽为4mm的硬质合金材料割槽刀,3号刀采用硬质合金螺纹刀。
3、工件的材料为铝件。
4、切削用量的选择
(1)外圆车刀:
粗加工主轴转速为800r/min,进给速度为0.3mm/r,切削深度为2mm,精加工主轴转速为1200r/min,进给速度为0.15mm/r,精加工余量为0.2mm;
(2)割槽刀:
粗加工主轴转速400r/min,进给速度为0.2mm/r,精加工主轴转速为450r/min,进给速度为0.1mm/r,槽宽精加工余量为0.5mm,槽底精加工余量为0.2mm;
(3)加工螺纹时,主轴转速为500r/min。
5、编制程序如下:
O0001;
程序名
T0101;
换外圆车刀,建立零点偏置
M03S800;
主轴正转,设定粗车外圆转速800r/min
G00X68.Z2.;
刀具快速定位到起刀点
M08;
切削液开
G71U2.R1.F0.3;
粗车外圆循环参数设定(切削深度、退刀量及进给量)
G71P10Q20U0.2W0.5;
粗车外圆循环参数设定(循环起始段、精加工余量)
N10G00X22.8;
按零件图纸轮廓编程(粗精车循环起始段)
G01X29.8Z-2.;
Z-24.;
X34.;
X40.Z-35.;
Z-39.;
G02X50.Z-44.R5.;
G03X60.Z-49.R5.;
G01Z-54.;
X62.;
Z-70.;
N20X68.;
M03S1200;
设定主轴转速为1200r/min,准备精加工
G70P10Q20;
精加工零件轮廓
M09;
切削液关
G00X100.;
X向快速退刀
Z100.;
Z向快速退刀
T0202;
换02号切槽刀,设定02号刀偏,建立零点偏置
M03S400;
设定粗车螺纹退刀槽转速
G00X40.Z2.;
快速定位
Z-24.
Z向移动至退刀槽位置,左侧留0.5mm精加工余量
M08;
切削液开
G01X26.2F0.2;
切槽,直径方向留0.2mm精加工余量
X40.;
退刀
M03S450;
设定精车退刀槽转速
Z-25.;
Z向移动至槽左侧
X26.F0.1;
第一刀精车退刀槽
X40.;
退刀
G00Z-24.;
Z向移动至槽右侧
G01X26.F0.1;
第二刀精车退刀槽
X40.;
退刀
M09;
切削液关
G00X100.;
X向快速退刀
Z100.;
Z向快速退刀
T0303;
换03号螺纹刀,设定03号刀偏,建立零点偏置
M03S500;
设定切螺纹转速
G00X35.Z4.;
快速定位
G92X29.2Z-22.F1.5;
螺纹切削循环(第一刀切削)
X28.6;
第二刀切削螺纹
X28.2;
第三刀切削螺纹
X28.04;
第四刀切削螺纹
X28.04;
最后再光整精加工螺纹一刀
G00X100.;
X向快速退刀
Z100.;
Z向快速退刀
M05;
主轴停转
M30;
程序结束
好了,以上程序可以在记事本中编辑,编辑好后保存,本例保存文件名为“O0001.txt”。
二、宇龙仿真软件中设置零件、刀具及刀补
1、选择机床及数控系统
打开宇龙数控仿真软件,选择FANUC0i系统的标准斜床身后置刀架的数控车床,如图2所示,点确定按钮,进入FANUC0i数控车床仿真界面。
图2选择机床及数控系统
2、定义及安装毛坯
选择菜单栏里的“零件”—“定义毛坯…”选项,或者直接点击工具栏里的“”,弹出“定义毛坯”对话框,设置参数如图3所示,然后点“确定”完成零件毛坯的定义。
图3定义毛坯
定义完毛坯后,选择菜单栏里的“零件”—“放置零件…”选项,或者直接点击工具栏里的“”,弹出“选择零件”对话框,选择刚才定义好的毛坯,点“安装零件”(图4),完成毛坯的安装,同时系统弹出“移动零件”对话框,我们不用管它,直接点“退出”即可。
图4选择零件
3、选择刀具及对刀设刀补
(1)刀具选择
选择菜单栏里的“机床”—“选择刀具…”选项,或者直接点击工具栏里的“”,弹出“刀具选择”对话框。
先在“选择刀位”里选第1把刀,“选择刀片”里选标准刀片中,刀尖角度55°,刃长7mm,刀尖半径0.2mm刀片,“选择刀柄”里选外圆右向横刀柄(后置刀架),主偏角为90°,此时在第1把刀的刀位上出现一把左偏外圆刀。
然后在“选择刀位”里选第2把刀,“选择刀片”里选定制刀片中的方头切槽刀片,宽度4mm,刀尖半径0mm,“选择刀柄”里选外圆切槽刀柄,切槽深度10mm,此时在第2把刀的刀位上出现一把切槽刀。
最后在“选择刀位”里选第3把刀,“选择刀片”里选标准刀片中的60°螺纹刀,刃长7mm,刀尖半径0mm刀片,“选择刀柄”里选外螺纹刀柄,此时在第3把刀的刀位上出现一把螺纹刀。
点“确定”按钮完成刀具的选择工作,见图5所示。
图5刀具选择
刀具选择完成后,在仿真机床的刀架上,就出现了刚才我们所选的刀具,接下来我们要进行对刀及刀补的设定。
(2)机床回参考点
机床切换到俯视图状态,点急停开关及机床启动键,机床默认处于回原点状态,此时操作面板上回原点指示灯应为亮“”,若指示灯不亮,则点击“回原点”按钮“”,转入回原点模式。
然后先将X轴回原点,点击操作面板上的“X方向”按钮“”,使X轴方向移动指示灯变亮“”,点击“正方向移动”按钮“”,此时X轴将回原点,X轴回原点灯变亮“”。
同样,再点击“Z方向”按钮“”,使指示灯变亮,点击“”,Z轴将回原点,Z轴回原点灯变亮,“”,此时机床回参考点结束。
(3)对刀及设刀补
第一把刀对刀设刀补:
X方向对刀:
选择“手动”模式,在“快速”状态下移动刀具,使第一把刀快速接近工件(不要超过工件右端面位置),然后关闭“快速”走刀,点击“主轴正转”按钮,使主轴转动,通过手动控制使刀具沿Z方向切削外圆面,并沿Z方向退刀,保持X方向不动,如图6所示:
图6切削外圆对刀(对X轴)
然后点击“主轴停转”按钮,在菜单栏里选择“测量”—“剖面图测量…”选项,弹出“请您作出选择”对话框,直接点“是”进入车床工件测量界面,选择刚才车削的外圆面,在下面的列表里出现选中外圆面的测量结果,记下X所对应的数值,本例为59.968,如图7所示:
图7工件直径测量
点“退出”按钮退出工件测量界面,选择“OFFSETSETING”按钮,选择菜单软件“[形状]”,使光标定位到番号01行上,输入刚才测量的X直径量“X59.968”(图8),按菜单软键“[测量]”,第一把刀的X轴刀补即输入进去了。
图8设定第一把刀X轴刀偏值
Z方向对刀:
X刀补设定完成后,再点击“主轴正转”按钮,使主轴转动,手动控制刀具沿X方向车削端面一刀,并沿X方向退刀,保持Z方向不动,如图9所示:
图9切削端面对刀(第一把刀对Z轴)
点击“主轴停转”按钮,由于我们把Z轴工件原点设在工件右端面上,所以就不用测量尺寸而直接输入数值了。
同样选择“OFFSETSETING”按钮,选择菜单软件“[形状]”,使光标定位到番号01行上,输入“Z0.”(图10),按菜单软键“[测量]”,第一把刀的Z轴刀补就输入进去了,至此,第一把刀的刀补设定完成,如果程序里需要刀尖半径补偿指令(G41/G42指令),我们还可以把刀尖半径输入进去。
图10设定第一把刀Z轴刀偏值
第二把刀对刀设刀补:
接下来在快速移动模式下将刀具快速移动至离工件较远的位置,准备换刀。
选择“程序”及“MDI”按钮,使机床CRT处于MDI单段模式下,输入“T0200”换第二把刀指令,按“INSERT”插入,点“循环启动”按钮,执行换刀指令,换上第二把切槽刀。
与第一把刀对X轴相同,手动移动刀具至工件位置,主轴正转,切削外圆,沿Z轴方向退刀,主轴停转,测量切削外圆尺寸,记下X测量数值(本例55.367),在“工具补正/形状”,番号02行输入“X55.367”,按菜单软键“[测量]”,第二把刀的X轴刀补输入完成。
然后主轴正转,手动控制刀具移动接近工件右端面,如图11所示,快接近端面时,选择“手动脉冲”方式,打开手轮(图12),手轮对应轴选Z轴,进给倍率视刀具离工件端面距离而定,快接近工件时,采用较小的倍率移动,当看到切屑飞出时停止主轴转动,在“工具补正/形状”,番号02行输入“Z0.”,按菜单软键“[测量]”,第二把刀的Z轴刀补输入完成。
图11切削端面对刀(第二把刀对Z轴)
图12手轮方式
第三把刀的刀补设置与前两把类似,只是对Z方向时由于螺纹刀的刀片形状问题,我们可以在切完外圆后,通过目测的方法使之与端面平齐(图13),然后在“工具补正/形状”,番号03行下输入“Z0.”,按菜单软键“[测量]”即可。
图13第三把刀对Z轴对刀方法
至此,三把刀的对刀及刀补设置工作完成,机床CRT显示刀补情况如图14所示。
图14完成刀补设置
三、程序输入及仿真加工
完成了对刀及设刀补后,我们就可以把前面保存好的程序输入进仿真系统进行仿真加工了。
程序的输入方法在本期的“宇龙仿真FANUC0i和GSK980T系统程序输入输出方法”一文中已经详细介绍了,在此就不再赘述了。
程序输入进系统后,选择运行模式,点“循环启动”按钮开始执行程序自动加工零件,如果需要检查每一步的动作,可以选择“单节”按钮来单步执行程序加工,这样每按一下“自动”按钮,程序执行一段,最后加工结果如图15所示。
图15仿真加工效果图
 升级会员
升级会员 