冷冲模设计说明书模板Word文档格式.docx
《冷冲模设计说明书模板Word文档格式.docx》由会员分享,可在线阅读,更多相关《冷冲模设计说明书模板Word文档格式.docx(11页珍藏版)》请在冰豆网上搜索。
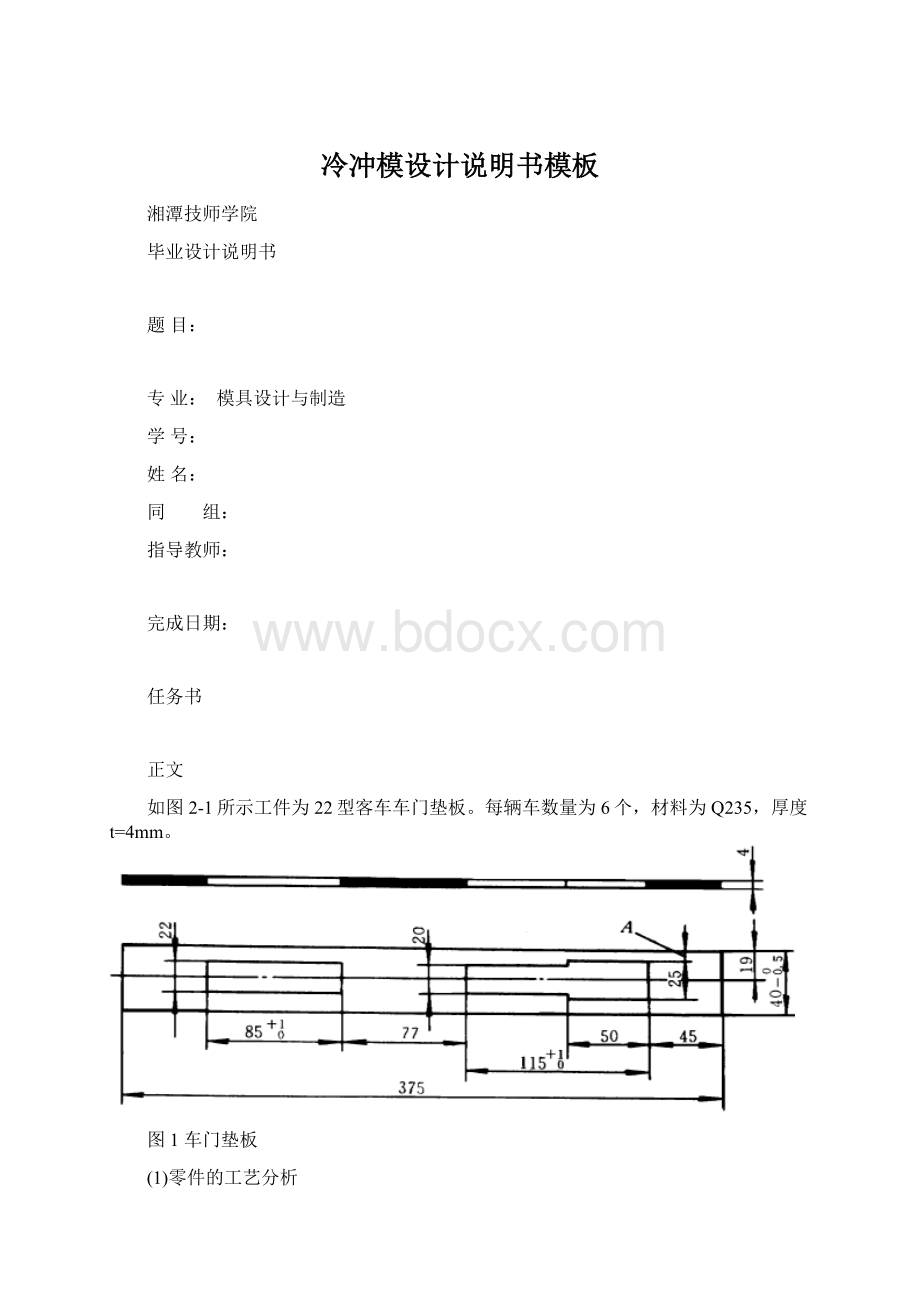
但不宜采用复合模。
因为最窄处A的距离为(图2-1),而复合模的凸凹模最小壁厚需要[8],所以不能采用复合模.如果采用落料以后再冲孔,则效率太低,而且质量不易保证。
由于该件批量较大,因此确定零件的工艺方案为冲孔—切断级进模较好,并考虑凹模刃口强度,其中间还需留一空步,排样如图2-2所示。
图2排样图
(3)工艺与设计计算
1)冲裁力的计算
冲孔力F1=Ltσb=494×
4×
450N=889200N
切断力F2=Ltσb=375×
450N=675000N
冲孔部分及切断部分的卸料力
F卸=(F1+F2)K卸
查表[8],F卸=,故
F卸=(889200+675000)×
=62568
冲孔部分推料力
F推=F1K推n
查表[8],F推=,故
F推=889200×
×
8/4N=71136N
切断部分推件力
F推2=F2K推n=675000×
8/4N=54000N
所以
F总=F1+F2+F卸+F推+F推2=(889200+675000+62568+71136+54000)N=1751904N
=
2)压力中心的计算压力中心分析图如图2-3所示。
x=(375×
+214×
+20×
215+130×
+5×
280+100×
305+25×
330)/(375+214+
20+130+5+100+25)=
取整数为193。
取整数为38。
图3压力中心分析图
3)计算各主要零件的尺寸
①厚度:
其中b=115mm(按大孔),K按表[8]查得,K=,故
H=Kb=×
115mm=
但该件上还需冲一个较小孔和切断,且均在同一凹模上进行,所以凹模厚度应适当增加,
故取H=40mm。
C=~2)H≈80mm
根据工件尺寸即可估算凹模的外形尺寸;
长度×
宽度为480mm×
l20mm。
②凸模固定板的厚度
H1==×
40mm=28mm,取整数为30mm。
③垫板的采用与厚度:
是否采用垫板,以承压面较小的凸模进行计算,冲小矩形孔的凸模承压面的尺寸如图2-4所示。
其承压应力
查表[8]得铸铁模板的σp=90~140Mpa。
故σ>σp
因此须采用垫板,垫板厚度取8mm。
图4小矩形凸模
④卸料橡皮的自由高度:
根据工件材料厚度为4mm,冲裁时凸模进入凹模深度取lmm,考虑模具维修时刃磨留量2mm,再考虑开启时卸料板高出凸模lmm,则总的工作行程h工件=8mm
橡皮的自由高度
=27~32mm
取h自由=32mm
模具在组装时橡皮的预压量为
h顶=10%~15%×
h自由=~
取h顶=4mm
由此可算出模具中安装橡皮的空间高度尺寸为28mm。
⑤计算凸凹模工作部分尺寸:
由表[8]查得Zmin=,Zmax=
冲孔凸模Ⅰ
工件孔尺寸:
宽22mm,长850+1mm(见图2-1)。
由表[8]查得:
尺寸为22mm时δp=;
尺寸为85mm时δp=;
查表[8],x=。
根据表[8],Bp=(B+X△)0-δp。
根据表[8],查到△=。
则Bp1=(22+×
)mm=
Bp2=(85+×
1)mm=冲孔凸模Ⅱ
工件孔尺寸:
宽20mm、25mm,长50mm、1150+1(见图2-1)。
根据表[8]查得:
尺寸为20mm、25mm、50mm时δp=
尺寸为115mm时δp=。
查表[8],x=。
根据表[8],尺寸20、25、50的公差分别为
△1=,△2=,△3=。
Bp1=(20+×
)==(25+×
)==(50+×
)==(115+×
1)=切断凸模宽度
工件宽度(见图2-1)。
由表[8]查得:
尺寸为40mm时δp=。
查表[8],x=。
切料处相当于落料,应以凹模为基准,由于凹模并非整体,因此还应换算到以凸模为基准进行配研。
此处为单面剪切,凸模与挡铁贴靠后与凹模之间的间隙为一般冲裁模单边间隙的3/2,因此Zmin=2/3×
2mm=.。
Ad=(A-X△)0+δd
Ap=Ad-Zmin=(A-X-Zmin)-δp0=×
mm=mm
凹模工作部分尺寸均按凸模研配,保证两侧共有~的均匀间隙,切断部分保证具有~的均匀间隙。
4)计算侧压力切断部分是单侧冲裁,所以凸模切刃的另一侧需要有挡块平衡侧压力,侧压力的大小可按剪切时侧压力的计算方法计算,即
侧压力F侧=(~)F2=×
675000N=101250N
设计挡块时需要按侧压力核算压应力以及螺钉的大小及数量。
5)模具总体设计有了上述各步计算所得的数据及确定的工艺方案,便可以对模具进行总体设计并画出草图,如图2-5所示。
图5模具结构草图
从结构图初算出闭合高度:
H模=(65+8+74+40+75-1)mm=261mm
根据凹模的外形尺寸,确定下模板的外形尺寸为6101mm×
310mm。
6)模具主要零部件的设计本模具是采用手工送料的级进模,切断凸模面积较大可直接用螺钉与圆柱销固定,冲孔凸模则须用固定板固定,凹模可直接用螺钉与圆柱销固定。
切断凸模的外侧须有挡块以克服侧压力,挡冲孔凸模则须用固定板固定,凹模可直接用螺钉与圆柱销固定。
切断凸模的外侧须有挡块以克服侧压力,挡块同时起定位作用。
另外,横向的定位可在凹模上增设一个定位销。
卸料装置采用弹性的,导向装置采用导柱导套。
7)选定设备该模具的总冲压力:
F总=1751904N
闭合高度:
H模=261mm
外廓尺寸:
610mm×
310mm.
某工厂有1500kN压力机和3150kN压力机,根据所需的总冲压力来看,须选用3150kN压力机。
该压力机的主要技术规格为:
最大冲压力3150kN
滑块行程460mm
连杆调节量150mm
最大装模高度400mm
滑块底面尺寸800mm×
970mm
工作台尺寸980mm×
ll00mm
因此根据冲压力、闭合高度、外廓尺寸等数据,选定该设备是合适的.
8)绘制模具总图总图如图2-6所示,图中零件说明见表2-l.
表2-1零件明细表
序号
代号
名称
数量
材料
热处理
1
上模板
HT200
2
导柱32(H6)×
75
20钢
渗碳~58~62HRC
3
导柱32(h6)×
250
渗碳~
58~62HRC
4
GB70-85
内六角螺钉M12×
70
14
5
切断凸模
T8A
56~60HRC
6
GB119-86
圆柱销A12×
45钢
40~45HRC
7
25
8
模柄
Q235
9
卸料螺钉M12×
100
35~40HRC
10
垫板
11
凸模固定板
12
卸料橡皮
橡胶
13
卸料板
凹模
15
35钢
25~38HRC
16
下模板
17
冲孔凸模
18
吊柱M16
19
80
20
挡铁
21
定位销φ12
28~38HRC
技术要求:
1凹模工作部分按凸模配作,保证两侧共有~的均匀间隙。
② 断凸模与挡铁密贴后,与凹模之间保证有~均匀间隙。
图6车门垫板冲裁级进模
9)绘制模具非标准零件图
这里仅以绘制凸模、凹模零件图为例。
冲孔凸模如图2-7所示,切断凸模如图2-8所示,凹模如图2-9所示。
热处理56—60HRC,材料为T8A。
图7冲孔凸模
① P面与挡铁(件21)密贴。
② 工作部分热处理硬度。
为56—60HRC,材料为T8A。
图8切断凸模
1工作部分按凸模(件17、18)研配,沿工作面保证两侧共有~的均匀间隙。
② 热处理硬度58~62HRC,材料为T8A。
图9凹模
结束语
参考资料
 升级会员
升级会员 