电气自动化技术专业PLC课程技能抽查考核试题库文档格式.docx
《电气自动化技术专业PLC课程技能抽查考核试题库文档格式.docx》由会员分享,可在线阅读,更多相关《电气自动化技术专业PLC课程技能抽查考核试题库文档格式.docx(55页珍藏版)》请在冰豆网上搜索。
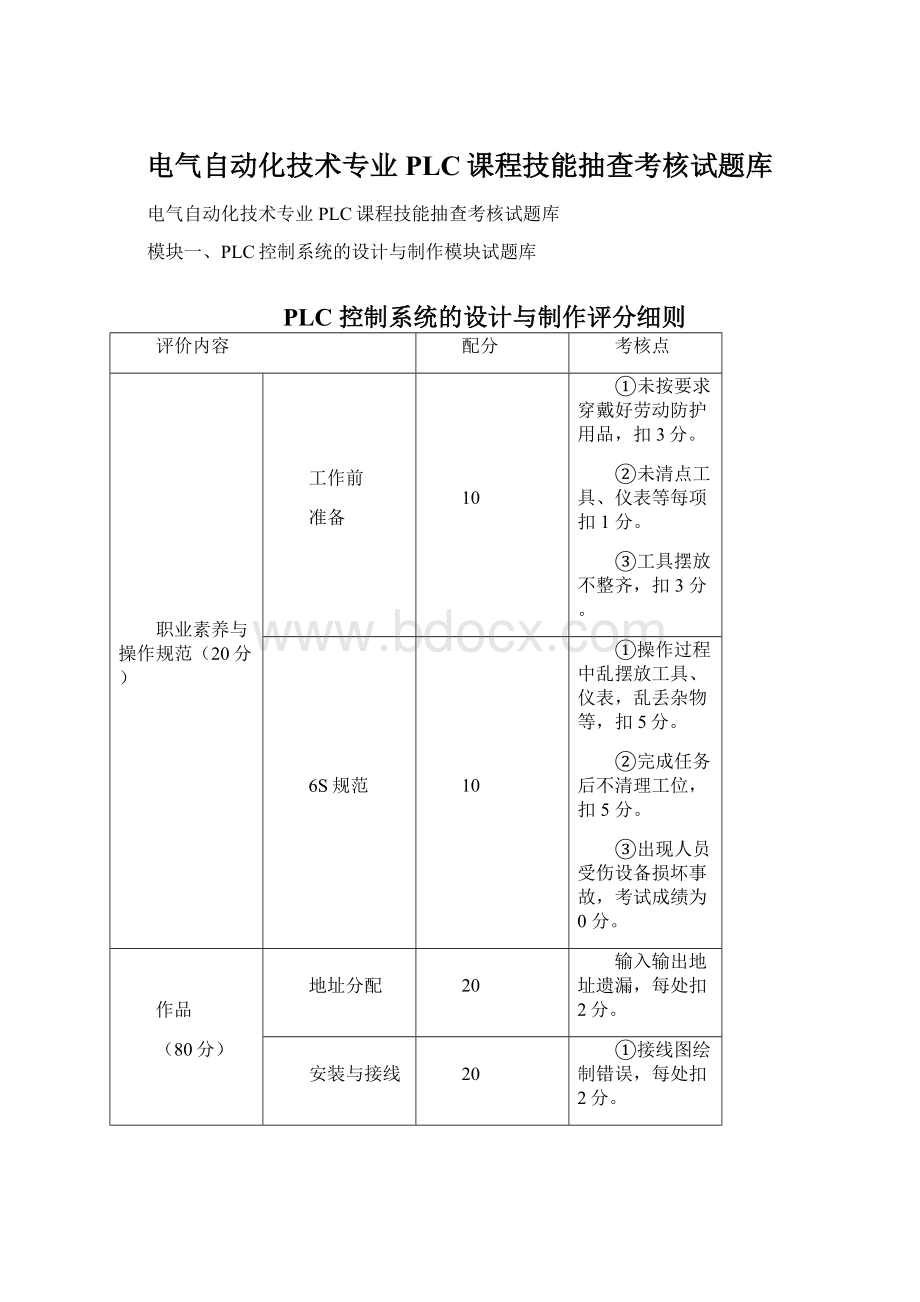
②完成任务后不清理工位,扣5分。
③出现人员受伤设备损坏事故,考试成绩为0分。
作品
(80分)
地址分配
20
输入输出地址遗漏,每处扣2分。
安装与接线
①接线图绘制错误,每处扣2分。
②接线图绘制不规范,每处扣1分。
③安装时未关闭电源开关,用手触摸电器线路或带电进行电路连接或改接,本项记0分。
④线路布置不整齐、不合理,每处扣2分。
⑤损坏元件扣5分。
⑥接线不规范造成导线损坏,每根扣5分。
⑦不按I/O接线图接线,每处扣2分。
控制程序设计
①梯形图功能不正确,每处扣3分。
②梯形图画法不规范,每处扣1分。
③不会熟练操作软件输入程序,扣10分。
④不会进行程序删除、插入、修改等操作,每项扣2分。
⑤不会联机下载调试程序扣10分。
功能实现
①不能按控制要求调试系统,扣10分。
②不能达到控制要求,每处扣5分。
③调试时造成元件损坏或者熔断器熔断每次扣10分。
工时
120分钟
注:
所有试题全部来源于湖南省技能测试题库
模块一、PLC控制系统的设计与制作模块试题库目录
1、PLC控制系统的设计与制作试题1:
Y—△降压启动控制。
2、PLC控制系统的设计与制作试题2:
电动机自动往返循环控制。
3、PLC控制系统的设计与制作试题3:
C620型车床的PLC升级改造。
4、PLC控制系统的设计与制作试题4:
电动机正反转控制。
5、PLC控制系统的设计与制作试题5:
两地控制的Y—△降压启动控制。
6、PLC控制系统的设计与制作试题6:
定子绕组串电阻降压自动启动控制。
7、PLC控制系统的设计与制作试题7:
LED音乐喷泉的控制。
8、PLC控制系统的设计与制作试题8:
专用加工装置控制。
9、PLC控制系统的设计与制作试题9:
三点自动往返控制。
10、PLC控制系统的设计与制作试题10:
四节传送带装置控制。
11、PLC控制系统的设计与制作试题11:
正反转加Y—△降压启动控制。
PLC控制系统的设计与制作试题1
一、工作任务
某企业承担了一个继电器接触器控制系统实现对一台电机的Y—△降压启动的升级改造,继电器接触器控制系统的Y—△降压启动如图1所示。
请分析该控制线路图的控制功能,用可编程控制器设计其控制系统并调试。
二、考核内容
1、按控制要求,画出PLC的I/O地址分配表;
2、完成PLC控制I/O接线图;
3、根据要求写出控制程序;
4、将编译无误的控制程序下载至PLC中,并通电测试。
三、说明
1、抽考选用的可编程控制器为西门子S7-200系列可编程控制器。
2、编程软件选用西门子STEP7-Micro/WINV4.0编程软件。
3,通电测试:
在考点实训设备上利用发光二极管进行模拟调试或利用考点现有的实训模块调试。
四、考点准备
(1)考点提供的设备清单
序号
名称
规格/技术参数
型号
数量
说明
1
可编程控制器
S7-200
30台
根据考生实际情况
2
电脑
装相关编程软件
3
下载线
30根
4
实训台
配24V电源
(2)考点提供的工具清单
斜口钳
130mm
30
尖嘴钳
小十字起
小一字起
5
十字起
6
一字起
7
导线
若干
8
万用表
五、I/O地址分配表
六、I/O接线图
七、程序
PLC控制系统的设计与制作试题2
某企业承担了一个继电接触器控制电动机自动往返循环的FLC升级改造,继电接触器控制系统的自动往返循环如图1所示。
现要求改造为在两端碰到行程开关时,停止5S后反转。
1、抽考选用的可编程控制器可以为西门子S7-200系列可编程控制器。
PLC控制系统的设计与制作试题3
某企业承担了一个C620型车床的PLC升级改造,C620型车床电气原理图如图1所示。
PLC控制系统的设计与制作试题4
某企业承担了一个电动机正反转的技术改造项目,该项目原是用继电接触控制系统实现,如图1所示,现要求改造成PLC控制。
请分析该控制线路图的控制制作功能,可用编程控制器设计其控制系统并调试。
1、抽考选用的可编译控制器可以为西门子S7-200系列可编程控制器。
PLC控制系统的设计与制作试题5
某企业采用继电接触器控制系统实现电动机两地控制。
如图1所示。
PLC控制系统的设计与制作试题6
某企业承担了一个继电器接触控制系统实现对一台电动机定子绕组串电阻降压自动启动控制线路升级改造,继电接触控制系统的串电阻降压自动启动控制线如图1所示。
1、抽考选用的可编译控制器可以为西门子S7-200系列,可编程控制器。
PLC控制系统的设计与制作试题7
某企业承担了一个LED音乐喷泉的控制系统设计任务,音乐喷泉示意图如图1所示,要求喷泉的LED灯按照1,2→3,4→5→6→7→8的顺序循环点亮,每个状态停留1秒。
请用可编程控制器设计其控制系统并调试。
PLC控制系统的设计与制作试题8
某企业承担了一个某专用加工装置控制系统设计任务。
其加工工艺是:
按启动按钮SB1→接触器KM1得电,电机M1正转,刀具快进→压行程开关SQ1→接触器KM1失电,KM2的电,电机M2正转工进→压行程开关SQ2,KM2失电,停留光刀5秒→接触器KM3得电,电机M1反转,刀具快退→压行程开关SQ0,接触器KM3失电,停车(原位)。
任意时刻按下停止按钮时,系统完成当前周期回到原位才停止。
PLC控制系统的设计与制作试题9
某小车要求在A、B、C三点之间来回移动(A、B、C三点在一条路线上),一个周期的工作过程为:
原位在A点,按下启动按钮后,小车从A点前进至B点,碰到行程开关SQ1后返回至A点,碰到行程开关SQ2后又前进,经过B点不停直接运行到C点,碰到行程开关SQ3返回至A点,完成一个周期后循环。
按下停止按钮时,小车完成当前运行周期后,回到A点停止。
PLC控制系统的设计与制作试题10
某企业承担了一个四节传送带装置的设计任务。
如图1所示,系统由传动电机M1、M2、M3、M4,完成物料的运送功能。
控制要求:
1、闭合“启动”开关,首先启动最末一条传送带(电机M4),每经过2秒延时,依次启动一条传送带(电机M3、M2、M1)。
2、关闭“启动”开关,先停止最前一条传送带(电机M1),每经过2秒延时,依次停止M2、M3及M4电机。
请根据控制要求用可编程控制器设计其控制系统并调试。
PLC控制系统的设计与制作试题11
某拖动系统的电动机要求正反转,且正反都采用Y—△降压启动,即Y启动5S后自动切换至△运行,按下停止按钮时,电动机立即失电自由停车。
1、抽考选用的可编译控制器可以为西门子S7-200系统或三菱FX系列,根据考生实际情况选择可编程控制器。
2、编程软件选用西门子STEP7-Micro/WINV4.0或三菱编程软件GXDeveloper
 升级会员
升级会员 