X62W型万能铣床部件装配及调整Word文档格式.docx
《X62W型万能铣床部件装配及调整Word文档格式.docx》由会员分享,可在线阅读,更多相关《X62W型万能铣床部件装配及调整Word文档格式.docx(6页珍藏版)》请在冰豆网上搜索。
X62W型万能铣床适用于圆柱、圆片铣刀、角度铣刀、成型铣刀及端面铣刀铣切各种工件,可以加工平面、斜面、沟槽、齿轮等,在机床上装置分度头时,可以铣切直齿齿轮和铣刀等零件,当工作台绕自己的垂直中心转动一定角度,还能铣切螺旋面,加工钻头和螺旋槽螺旋齿轮、鼓轮等。
关键词:
X62W万能铣床部件装配调整
前言:
本文通过对铣床主要部件,主轴及变速部件和进给变速部件的装配调整,目的在于能够对设备所发生故障,作出较快的分析与诊断,能够及时排除故障。
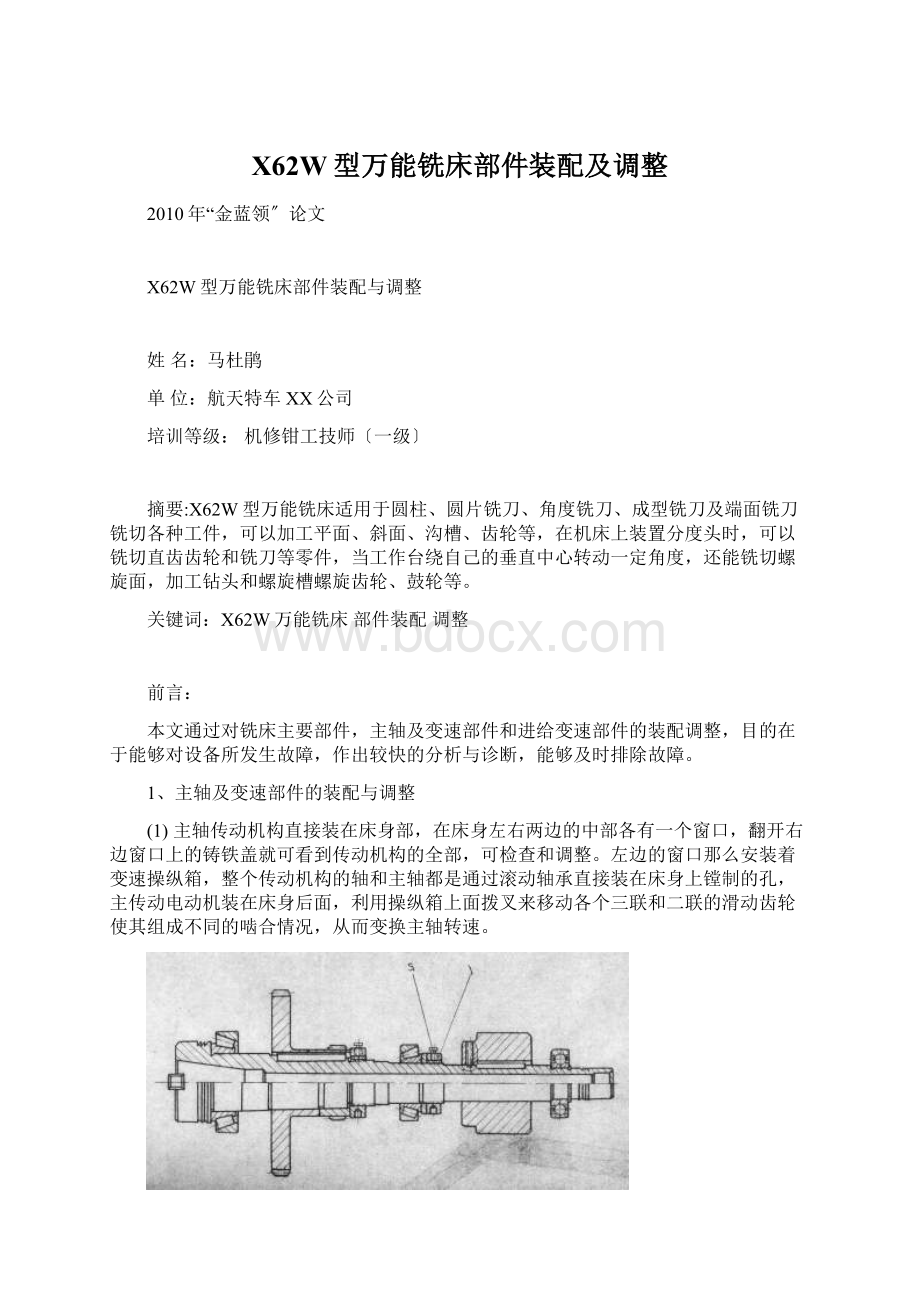
1、主轴及变速部件的装配与调整
(1)主轴传动机构直接装在床身部,在床身左右两边的中部各有一个窗口,翻开右边窗口上的铸铁盖就可看到传动机构的全部,可检查和调整。
左边的窗口那么安装着变速操纵箱,整个传动机构的轴和主轴都是通过滚动轴承直接装在床身上镗制的孔,主传动电动机装在床身后面,利用操纵箱上面拨叉来移动各个三联和二联的滑动齿轮使其组成不同的啮合情况,从而变换主轴转速。
主轴部件在装配前先要检查主轴是否保持原有的精度。
检验的方法可在外圆磨床上进展。
选择主轴尾部用四爪卡盘垫上铜皮夹紧,用中心架支承前端轴顶也就是前轴承7518D配合面处,然后用千分表校正前后轴颈两端处跳动≤0.005mm,并同时校正尾端、中端、前端轴颈的上母线和侧母线,使之与工作台运动方向平行,然后在7:
24锥孔插入一个检验棒,再用千分表检查主轴锥孔的径向跳动量。
测量近主轴端的允差为0.005mm,离主轴端300mm处应为0.01mm。
如果超差了,就要重新进展修磨锥孔,直至到达技术要求为止。
并且检验锥孔的外表接触面积应>70%以上。
〔2〕主轴装配的工艺要求:
主轴有三个支承点,前支承为7518D圆锥滚子轴承,中间支承为7513E圆锥滚子轴承,后支承为310单列向心球轴承。
特别注意的是前支承和中间支承的两个轴承是决定主轴旋转精度的主要环节,所以在选配过程中必须要符合其本身精度的规定要求。
在装配时,可采用误差相消法,也就是说为了减少主轴径向跳动量,可将前后两组轴承环的径向跳动最高点装在同一方向上,把主轴锥孔中心线偏差量的最高点装与相反方向,消除叠加跳动偏差现象,提高主轴的旋转精度。
后支承轴承310为辅助支承,在后支承间有一飞轮,它利用惯性储藏能量,可以消除铣削时的振动,从而使主轴得以平稳的转动。
所以后支承310轴承对加工精度没有决定性的影响,它只是支承主轴后端装飞轮的局部,作为主轴尾部的支承点。
主轴径向间隙和轴向间隙调整是通过中间支承后面的调整螺母来进展的,为了接近螺母应先要把床身部的悬梁移开,露出悬梁下面的盖板,拧下螺钉拆下该盖板即可进展调整。
在转动螺母之前,应先将螺母上的锁紧螺钉松开,等待调整完毕后再拧紧此锁紧螺母,防止在运转中产生松动。
调整中间支承7513E圆锥滚子轴承前方螺母,松紧程序直接影响着主轴的装配精度。
这时可在主轴锥孔插入检验棒打表检验。
主轴锥孔中心线径向圆跳动允差:
近主轴端为0.01mm,离主轴端300mm处为0.02mm,主轴的轴向窜动为0.015mm。
另外根据铣床工作性质也可决定螺母的松紧程度,当机床切削负荷不大的精细切削时,轴承间隙应保证在1500转/分的转速下运转30-60分钟,轴承的温度不应超过60℃,一般切削时,轴承间隙的调整可根据精细切削时螺母位置拧松二十分之一转。
〔3〕主轴变速操纵箱的装配调整
1、变速原理:
主轴变速操纵箱是一个独立的部件,通过一个操纵手柄和一个胶木数据变速盘来实现的。
当扳动手柄时,部部件有一扇形齿轮旋转,经拨叉轴从而使变速盘向左移动,而且在变速盘上有很多通孔半通孔和不通孔,可使部件齿条轴移动而得到几个不同位置,而且这些齿条轴上装有变速拨叉拨动滑移齿轮,即可变动所需要的转动速度。
此旋转胶木转盘可得到18种不同位置。
胶木转盘通过部的锥齿轮,传递给变速箱,使多孔变速盘得到18个不同位置,而且每个位置都可得到一种不同的速度。
在胶木变速盘右端有一冲击点动开关,当变速时通过它,可使电动机旋转一个很短时间,便于齿轮的啮合,防止了齿轮啮合时的碰击,减少了齿轮易损程度。
操作时先将操纵手柄扳至左端,然后旋转胶木变速盘,把所需要的转速数字对准箭头,然后折回手柄至定位槽。
2、变速操纵机构的调整:
当我们在需要修理变速操纵机构时,拆卸过程中要严谨认真,不可有一丝疏漏,为了防止以后装错,在胶木转盘轴上的锥齿轮与变速盘轴上的锥齿轮,啮合位置要做出明显标记,保证原来两个锥齿轮的啮合位置,防止在装配过程中错位。
拆卸齿条杆中销子时,应注意它们每对销子都是长短不等的,绝对不可装错,否那么就会影响每对齿条杆开场脱出变速孔盘的时间,以及拨动齿轮的正常次序。
另外还有一种方法就是在拆卸前应把变速转盘转到n=30r/min位置上。
装配过程应按原拆卸的位置进展,装配后,扳动手柄使孔盘定位,但必须保证转动齿轮中心至孔盘端面的距离为231mm,如假设尺寸不符,说明扇形齿轮与孔盘移动齿条轴的啮合位置不正确。
这时候可将孔盘转至n=30r/min位置定位后,使得各齿条轴顶紧孔盘,重新装入滚动齿轮后,再仔细检查各变速位置是否认位正确无误。
当变速操纵机构的手柄合上定位槽后,如发现齿条轴上的拨叉来回窜动,以及变速后齿轮错位的现象时,那么应检查与其相应的齿条轴与齿轮的相对啮合位置是否正确,如果有误差,可以拆下该齿轮,用力推紧该齿条轴,使顶端碰到变速盘的端面上,然后再装入齿轮。
一般情况下,变速操作箱是不会轻易损坏的,修理过程中可调试各速度是否稳定无误,无异常噪音。
可以把箱体部机构用煤油冲洗干净即可。
2、进给变速箱及升降台的调整与修理
〔1〕工作台在工作时横向、纵向移开工作及快速移动,实现的转速调整是靠左下方连接的箱体,也就是进给变速箱来完成的。
在平安离合器轴上有一齿轮〔z=40〕它是进给传动的动力中介齿轮,它的运动是通过平安离合器和牙嵌式离合器传动给自身的轴上。
在此轴上有一快速移动用的传动齿轮,此运动经片式磨擦离合器传出,此轴在轴头有一轴轮啮合的齿轮,通过它输出动力,牙嵌式离合器是经常接合别离的,只有接通片式磨擦离合器时方才脱开。
因此工作台的正常工作进给运动和快速运动是互锁的。
①平安离合器
我们谈到了互锁的原理,它起到了关键作用,不会使机床出现秃齿和飞车现象,但在超负荷的情况下,又该如何去做呢?
所以我们下面探讨一下平安离合器的作用。
平安离合器是一种定量扭矩装置,它既能接通进给运动,又用作防止机件过载,平安离合器的半边离合器8空套在轴的套筒上,其端面齿爪与离合器3的端面齿爪结合。
齿轮1空套在半离合8上,此齿轮和半离合器套在等半径圆周上,其上面等分地钻有12个孔,孔中装有圆柱销、弹簧和钢球。
圆柱销左端紧靠在螺母端面上,弹簧将钢球压紧在半离合器8的孔上,故齿轮1传入的运动,可以通过钢球传给半离合器8上,再通过滑移离合器3,花键套筒和健传给输出轴,由轴上的输出齿轮4将动力传出。
当机床超载或发生故障时,这时半离合器上的孔坑对钢球的反作用力增大,当其轴向分力大于弹簧压力时,钢球便从半离合器的孔中脱出,这样离合齿轮1带动钢球在半离合器的端面上打滑,半离合器不转,进给运动此时中断,防止了机件的损坏。
平安离合器所传递的扭矩大小可用圆柱销左端的螺母进展调整,调整时,先用螺丝刀旋松调整螺母上的锁紧螺钉,然后旋转螺母,调整弹簧对钢球的压力,使平安离合器的传递扭矩也随之大小,其扭矩一般在156~196N·
M为宜。
调整后,拧紧锁定螺钉,防止调整螺母的松动位移。
②片式磨擦离合器
平安离合器轴上有一套片式磨擦离合器,它是用来接通工作台的纵向、横向、垂直时的快速移动。
离合器的支承外壳用滚针支承在箱体压套上,压套头端有一齿轮用键与离合器外壳连接,离合器的磨擦片装在用键与轴连接的花键套上,外磨擦片空套在花键套上,其外圆上的凸缘卡在外壳槽。
用来接通片式磨擦离合器的滑套上装有调整螺母,当我们接通快速移动时,也就是滑移离合器3在电磁铁和杠杆的作用下右移,与半离合器8脱开,同时推动滑套及滑套上的螺母右移,使螺母端面通过隔环压紧外磨擦片,使得片式磨擦离合器接通,工作台就快速移动。
此片式离合器磨擦片也有严格的间隙调整,它通过磨擦片左端的螺母来实现间隙调整。
首先应把螺母上的钢丝圈翻开,再将螺钉从隔环孔中拧出,此环圆周均布8个孔,然后转动螺母,就可以调整。
外磨擦片的间隙,要求总的磨擦片间隙应不小于2-3mm。
间隙大或小都易造成磨擦片的损坏。
调整完毕后,应将螺钉再拧进隔环的孔中,并且装好锁定钢丝圈。
因为螺钉、隔环和钢丝圈都是调整螺母上的防松装置。
〔2〕进给变速操纵箱机构
下面我们对进给变速操纵箱的构造及修理方法做以分析。
此变速箱有蘑菇形手柄,当把它向前拉到极端位置,再推回原始位置时,由于在操纵箱与手柄同一个轴上装有一个圆盘,而这圆盘的各个回转角度上钻有一定组合的大小孔,圆盘在跟随着手柄轴向移动时,就操纵着三对齿条轴的轴向移动,而固定在齿条轴上的拨叉,便按照所选择的进给速度相应的移动滑移齿轮。
这时为了保证顺利的进展变更速度,在进给电机上设有一组冲动开关装置,当我们轴向移动蘑菇手柄时,碰到终点开关,进给电机即被启动。
于是使齿轮顺利地啮合在一起。
进给速度的变换允许在开车的情况下进展,那是因为在进给变速箱有使进给电动机停顿的电气联锁装置,同时,进给变速箱的齿轮转速较低,变换进给速度时,先把蘑菇形手柄向前拉出,然后转动手柄,此时转盘也跟着转动,把所需要的速度数字对准箭头,然后推回手柄原始位置。
必须注意,转盘上的数字等于工作台纵向和横向的进给速度,但垂直方向的进给进度只相当于转盘上所标出的数字的1/3。
〔3〕进给变速箱的修理方法
由于工作台快速移动是带离合器的轴直接输入的,转速较高,比拟其它传动轴容易损坏,所以大修时通常应予以更换,轴上的牙嵌离合器工作频繁,由于啮合脱开易把齿端磨损齿边碰成圆形台,工作接合后很容易造成打滑脱档。
所以大修时也应给予更换为好。
另外,要对磨擦片进展仔细检查,看平面有无烧伤,检查其平面度是否在0.1mm以,如假设超差应给于更换或修磨平面。
在装配离合轴上的平安离合器时,应先调整螺母使离合器的端面与齿轮的端面之间保持0.4~0.6mm的间隙,然后调整螺母使弹簧压力均匀适宜。
进给变速箱经过装配后,必须进展严格的清洗并检查调整柱塞润滑油泵,保证油路的畅通。
将进给变速操纵机构装上进给箱前,应先把蘑菇形手柄向前拉到极限位置,这样可以有利于进给箱的装配,装配完毕后,应将蘑菇形手柄推回原始位置,此时齿轮位置应同指针所指的数字相符。
如果遇到错位问题,应当根据进给变速箱的展开图纸来检查齿轮位置,如果确认无误那么可通过调整其相应的齿条轴与齿轮的啮合位置,予以解决调整。
为使变速器装配顺利,可以用以下两种方法进展。
其一,把带锥头的齿条轴伸出齐平,装配两个平头轴时,以锥头轴第一级凸台水平线定平头轴1长出20mm,轴2长出2mm为标准,此时的进给量数据为s=750mm/min。
其二,是把转盘转到进给量s=750mm/min位置上,拆去堵塞转动齿轮,使各齿条轴顶紧孔盘,再装入转动齿轮和堵塞,然后检查这18种进给量,使它们的位置准确可靠,动作灵活。
〔4〕进给操纵机构的修理与调整
我们把操纵箱调整修理完毕后,就要看进给操纵机构的原理与修复,操纵机构有五种工作状态,即快速运动,横向〔前、后〕进给,升降〔上、下〕运动。
当上下扳动操纵手柄使鼓轮回转时,由于鼓轮外表的锥坑作用,推动杠杆机构,使得横向方向的离合器脱开,同时升降方向的离合器结合,使得工作台作升降运动。
操作手柄前后扳动,鼓轮作轴向移动,推动了杠杆机构,使得升降方向离合器的结合子脱开,同时横向离合器结合子结合,也就完成了由升降又转回到横向进给的运动。
在鼓轮回转或作轴向移动的同时,压下了顶杆机构的启动限位开关,这就控制着进给电动机的正反转,操纵手柄位置同升降〔拖板〕的运动方向一致。
升降台进给操纵机构中的鼓轮由于外表硬度较高,一般不易磨损,因此只需清洗干净,但如果有局部严重磨损造成了换向的不稳定,那就要给予修理,修理可用堆焊法补齐磨损局部,用修形磨头按图纸要求给予磨削修复。
在组装时应注意,调整杠杆机构的螺钉销及带孔的螺钉,保证离合器能正确的开、合距离,以消除离合器的轴向位移,防止工作台因进给负载而产生离合器脱开现象,使得进给中断。
当扳动操纵手柄时,进给电动机应立即启动,如需调整应对限位开关的触点开合给予检查,调整时可通过顶杆机构上的小杠杆高度来实现。
通过对X62W型万能铣床主要部件装配维修的介绍,加深了我们对机床构造原理及其维修技能的了解,但我们需要学习的东西还很多很多,包括其它机型一样,也要同样勤学苦炼,以应用性、实用性、结合性和先进性的方法去剖析理解,通过理论结合实践的学习方法,使自己能够真正成为一个对国家、对社会有用的高技能人才。
参考文献:
工人技术教育读本〔铣工〕机械工业
市第一机电工业局编审委员会编
机修钳工技师培训教材机械工业主编朱为国
铣工中国劳动主编吴国洪
 升级会员
升级会员 