plc操纵课程设计电镀车间专用行车plc操纵系统Word文件下载.docx
《plc操纵课程设计电镀车间专用行车plc操纵系统Word文件下载.docx》由会员分享,可在线阅读,更多相关《plc操纵课程设计电镀车间专用行车plc操纵系统Word文件下载.docx(12页珍藏版)》请在冰豆网上搜索。
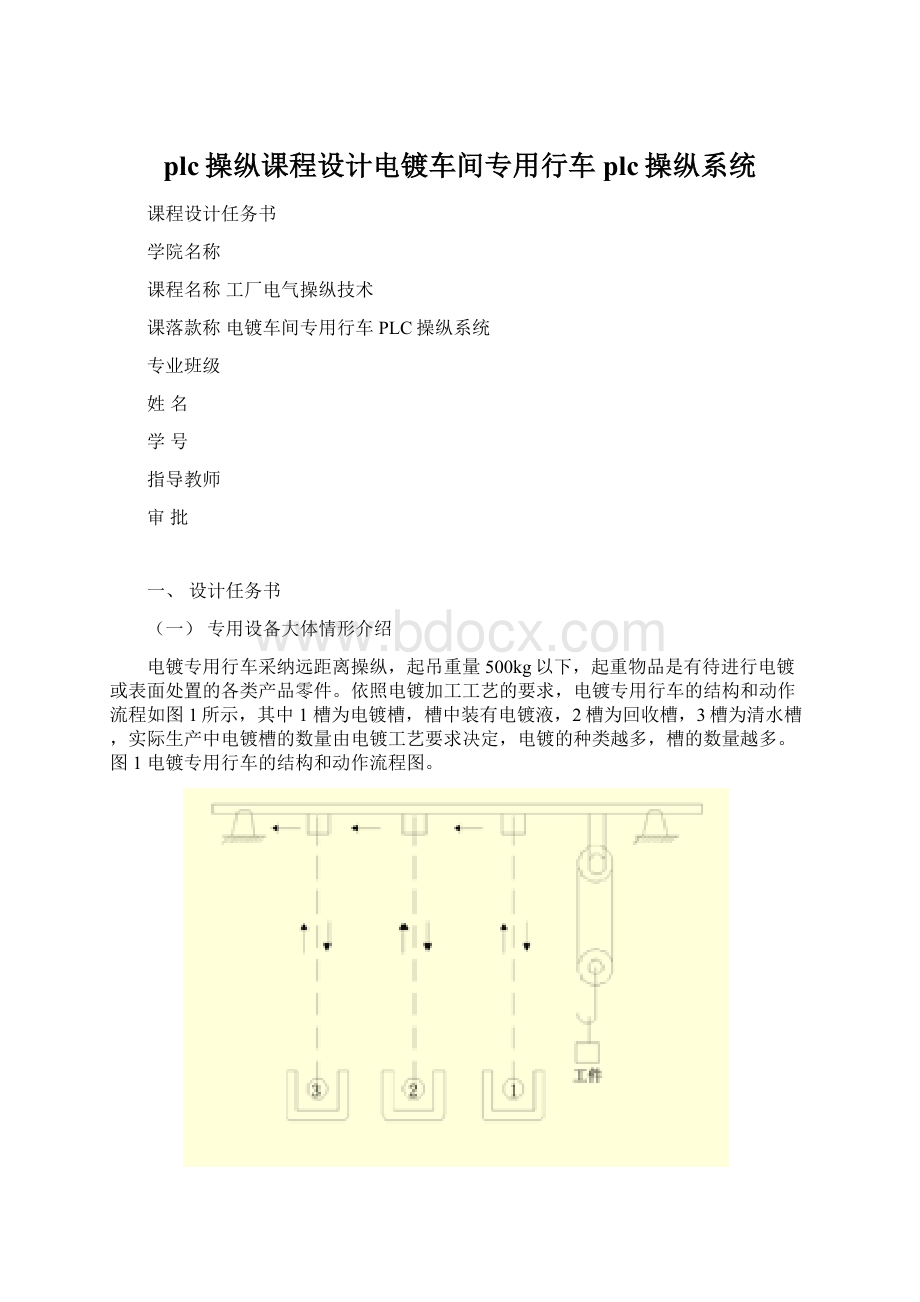
图1电镀专用行车的结构和动作流程图
电镀专用行车的工作进程如下:
(1)在电镀生产一侧,工人将待加工的零件装入吊篮,发出操纵信号,行车自动上升,并逐段前进,依照工艺要求在需要停留的槽位停止。
(2)行车停留在某个槽位上面后,自动下降,停留必然的时刻(各槽停留的时刻依照工艺要求预先设定),再自动上升并继续前行。
(3)如此完成电镀工艺规定的各道工序,直至生产的结尾。
然后,自动返回原位,由工人卸下处置好的零件。
电镀专用行车一次加工进程的操纵是顺序操纵,由吊篮前进、下降、延时停留、上升、后退等工序组成。
(二)拖动系统设计
专用行车的前后和起落运动由三相交流异步电动机拖动,依照电镀行车的起吊重量,选用两台电动机进行拖动。
主电路拖动操纵系统如图2所示,其中,行车的前进和后退,吊钩的上升和下降操纵别离通过两台电动机M一、M2的正、反转来操纵
图2
主电路拖动操纵系统原理图
(三)设计任务
(1)依照操纵选择PLC型号,分派I/O端口
(2)设计I/O电路,选择电器元件,并绘制I/O接线电气原理图
(3)绘制梯形图,绘制用户程序语句表并进行模拟调试
(4)绘制以下工艺图中的一种:
电气元件布置图与接线图、底板加工图;
操纵面板布置图、接线图、面板加工图;
电气箱图与总接线图
(5)编写设计、利用说明书、设计小结及参考资料目录
二、设计进程
(一)整体方案选择说明
(1)本设计方案中的操纵对象电机均由交流接触器完成开、停的操纵,电动机需采纳正、反向操纵,正、反转之间具有互锁的功能,为了幸免过量的利用接触器,互锁装置由PLC内部的软件完成。
(2)为了精准的对各个行动部件(大车,小车)进行定位,采纳行程开关和接近开关对其进行定位的设计,选用的开关在现场进行安装,在选型和安装硬件和编程时应考虑抗干扰性能。
选用的开关由于要进行反复的利用和经受高强度的负荷,选用开关时还要考虑其耐磨损性。
(3)导轨上的驱动电机,其内部设有过载爱惜开关,一样为常闭型触点。
作为电机的过载爱惜信号,在设计PLC的操纵电路时应考虑该信号的逻辑关系。
(4)关于电镀车间小型行车系统而言,电镀环节是整个工序成败的关键,而进行电镀的镀槽定位的信号是由装在电镀现场的行程开关录入的,因此行程开关的工作状况,即行程开关在工作时的好坏对生产有极大的阻碍。
而行程开关一样为无源电器元件,其动作为重复性的机械动作,磨损和受压的次数最多,因此是整个工作的电气元件中最容易显现故障的装置。
因此在自动程序开始之前,先要对行程开关进行检测,进行检测时,是用检测电机(小功率)驱动一个检测小车对行程开关进行通/断的测试。
(5)起吊电机(M1)、横行电机(M2)、走行电机(M3)、检测用电机(M4)。
别离采纳热继电器实现过载爱惜,其热继电器的常开触点用过中间继电器KA的转换后,作为PLC的输入触点,用以完成各个电机系统的过载爱惜。
(6)主回路选用自动开关,各负载和操纵回路和PLC操纵回路采纳熔断器实现短路的爱惜。
(7)电气操纵箱设置在操纵操纵室内。
操纵面板与操纵箱内的电器板选用BVR型铜导线连接,电气操纵箱与执行装置之间采纳接线端子板连接。
(8)设计方案被选用的PLC为继电器输出型。
(9)PLC本身配有24+V的直流电源,该接线端可为输入传感器提供直流24V电源。
PLC的接地线与机械的接地端相连,大体单元必需接地。
为了抑止附加在电源设及输入端的干扰,应给PLC接以专用地线,接地址应与动力设备(电动机)的接地址分开,接地电阻应该小于100Ω,接地线面积应大于2mm2,而且接地址应该尽可能靠近可编程操纵器。
(10)PLC操纵程序,均采纳梯形图编程(LD)。
(二)设计电器操纵原理图
一、PLC系统结构设计
(1)PLC选型及地址分派
依照该专用行车的操纵要求,其输入/输出及操纵信号共有13个,其输入信号9个,输出信号4个,实际使历时,系统的输入都为开关操纵量,加上10%-15%的余量就能够够够了,并无其他特殊操纵模块的需要,拟采纳三菱公司FX2N-24MR型PLC,输入/输出信号地址分派见表1。
表1 输入/输出信号地址分派表
作用
名称
地址
启动按钮
SB1
X001
原位限位开关
SQ4
X002
清水槽限位开关
SQ3
X003
回收波槽限位开关
SQ2
X004
镀槽限位开关
SQ1
X005
下限位开关
&
n
bsp;
SQ6
X006
上限位开关
SQ5
X007
行车点动进
SB2
X010
行车点动退
SB3
X011
地址
行车前进
KM1
Y001
行车后退
KM2
Y002
吊钩上升
KM3
Y003
吊钩下降
KM4
Y004
(2)PLC操纵电路设计
图3
PLC操纵系统I/O端口接线图
图3为电镀专用行车的操纵系统I/O端口接线图,需注意的是,图中对输入的常闭触点进行了处置,即常闭触点改用了常开触点。
二、PLC软件设计
操纵系统梯形图编制
依照操纵要求和I/O地址编制,绘出操纵系统梯形图如图4。
图4PLC操纵系统梯形图
图4
PLC操纵系统梯形图
梯形图工作原理分析:
电镀生产线采纳专用行车,行车架上装有可起落的吊钩,行车和吊钩各由一台电动机拖动,行车的进/退和吊钩的升/降均由相应的限位开关SQ定位,流程如下:
(1)按启动按钮SB1,X001闭合,状态S0被置位,Y003得电,KM3工作,吊钩提起工件,开始上升,当碰着上限位开关SQ5时停止,X007接通,S0复位,吊钩停止上升,状态S1被置位,M20得电,Y001工作,KM1工作,行车开始向下一道工序前行。
(2)当行车前行至镀槽限位开关SQ1时,X005动作,S1复位,行车停止前行,状态S2被置位,Y004得电,KM4工作,吊钩恰好在镀槽的上方开始下降。
(3)当吊钩下降至下限位开关SQ6时,X006动作,吊钩下降停止,工件浸入镀液槽中,并开始按时。
(4)按时280秒后,状态S3被置位,Y003工作,KM3工作,电镀终止,吊钩提起工件,开始上升,当碰着上限位开关SQ5时停止,X007接通,吊钩停止上升,并在镀槽上方停留28秒,让镀波滴回槽中。
(5)当行车在镀槽上方停留28秒后,状态S4被置位,M20得电,Y001工作,KM1工作,行车继续向下一道工序前行,直到碰压回收波槽限位开关SQ2时,X004动作,状态S5被置位,Y004得电,KM4工作,行车停止前行,而且吊钩恰好在回收波槽的上方开始下降。
(6)当吊钩下降至下限位开关SQ6时,X006动作,吊钩下降停止,工件被放置回收波槽中,并开始按时。
(7)按时30秒后,状态S6被置位,Y003工作,KM3工作,吊钩又开始上升,当碰着上限位开关SQ5时停止,X007接通,吊钩停止上升,并按时停留15秒。
(8)当15秒按时到后,状态S7被置位,M20得电,Y001工作,KM1工作,行车继续向下一道工序前行,直到碰压清水槽限位开关SQ3时,X003动作,行车停止前行,而且在清水槽上方停留15秒。
(9)按时15秒后,状态S8被置位,Y004工作,KM4工作,吊钩开始下降,当吊钩下降至下限位开关SQ6时,X006动作,吊钩下降停止,工件置于清水槽中,并开始按时清洗30秒。
(10)按时清洗30秒后,状态S9被置位,Y003得电,KM3工作,吊钩提起工件,开始上升,当碰着上限位开关SQ5时停止,X007接通,吊钩停止上升,并按时停留15秒。
(11)按时15秒后,状态S10被置位,M21得电,Y002工作,KM2工作,行车开始后退,当后退至原位限位开关SQ4时,X002动作,状态S11被置位,Y004工作,KM4工作,行车停止后退,吊钩开始下降,当吊钩下降至下限位开关SQ6时,X006动作,吊钩下降停止,镀好的工件被取下来。
(12)按下按钮SB2或SB3,能实现行车的点动进/退操纵。
整个电镀生产完成一个工作循环,当再次按下起动按钮SB1时,那么开始第二个工作循环。
(三)设计说明书利用说明及设计小结
1.设备用途及特点
电镀行车生产线自动化结合其他行业自动操纵技术的应用情形,提出了基于PLC的电镀行车自动生产线的设计,并通过应用机械、可编程序操纵器(PLC)等多项专门技术开发的自动生产系统。
本文第一分析和制定了该生产线的整体设计思想和方案,确保了该生产线系统具有真正的自动化生产能力且结构简单。
用西门子PLCS7-200进行自动化电镀生产线操纵,重点分析了系统软硬件设计部份,并给出了系统硬件接线图、PLC操纵I/O端口分派表和整体程序流程图等,实现了电镀生产自动化,提高了生产效率,降低了劳动强度。
在该生产线的操纵系统中,采纳了高靠得住性,高稳固性,编程简单,易于利用,而且普遍应用于现代工业企业生产线进程操纵中的操纵器PLC。
详细分析了输送系统设备爱惜操纵电动机原理图、程序框图、PLC系统外部接线图。
分层次详细论述了整个高度自动化输送系统的目标及功能,使高度自动化输送系统的结构加倍清楚,层次加倍分明,具有超级强的有效性。
2.工作原理
3.利用与爱惜注意事项
1)依照原理图遵循电工手册正确接线
2)严格遵循顺序启动,逆序停止。
3)主电路维修时断开总开关。
(四)设计结果评定内容
(1)整体方案的选择依据及正确性
图1电镀专用行车的结构和动作流程图
(2)操纵线路可否知足任务书中提出的各项操纵要求,靠得住性如何
(3)连锁、爱惜、显示等是不是知足要求
(4)参数计算及元件选择是不是正确
(5)绘制的各类图纸是不是符合有关标准
(6)说明书及图样质量(简明、扼要、笔迹端正、整洁等等)
(五)附录
参考文献
1.万忠.PLC应用技术与应用原理.北京:
化学工业出版社,
2.道林主编.电气操纵与PLC原理及应用.北京:
电子与电力出版社,2006
3.方承远.工厂电气操纵技术.北京:
机械工业出版社,
4.晓玲.可编程操纵器应用技术.北京:
5.西门子公司.S7-200可编程操纵器产品目录,
6.美兰等.PLC电气操纵与组态设计.北京:
科学出版社,
7.万忠.PLC系统与PLC设置.北京:
航院工业出版社,?
8.瑞庭.可编程操纵器应用技术.北京:
机械工业出版社,1994
9.方承远.工厂电气操纵技术[M].北京大学出版社,2002
 升级会员
升级会员 