加热炉温度串级控制系统说明书Word格式.docx
《加热炉温度串级控制系统说明书Word格式.docx》由会员分享,可在线阅读,更多相关《加热炉温度串级控制系统说明书Word格式.docx(12页珍藏版)》请在冰豆网上搜索。
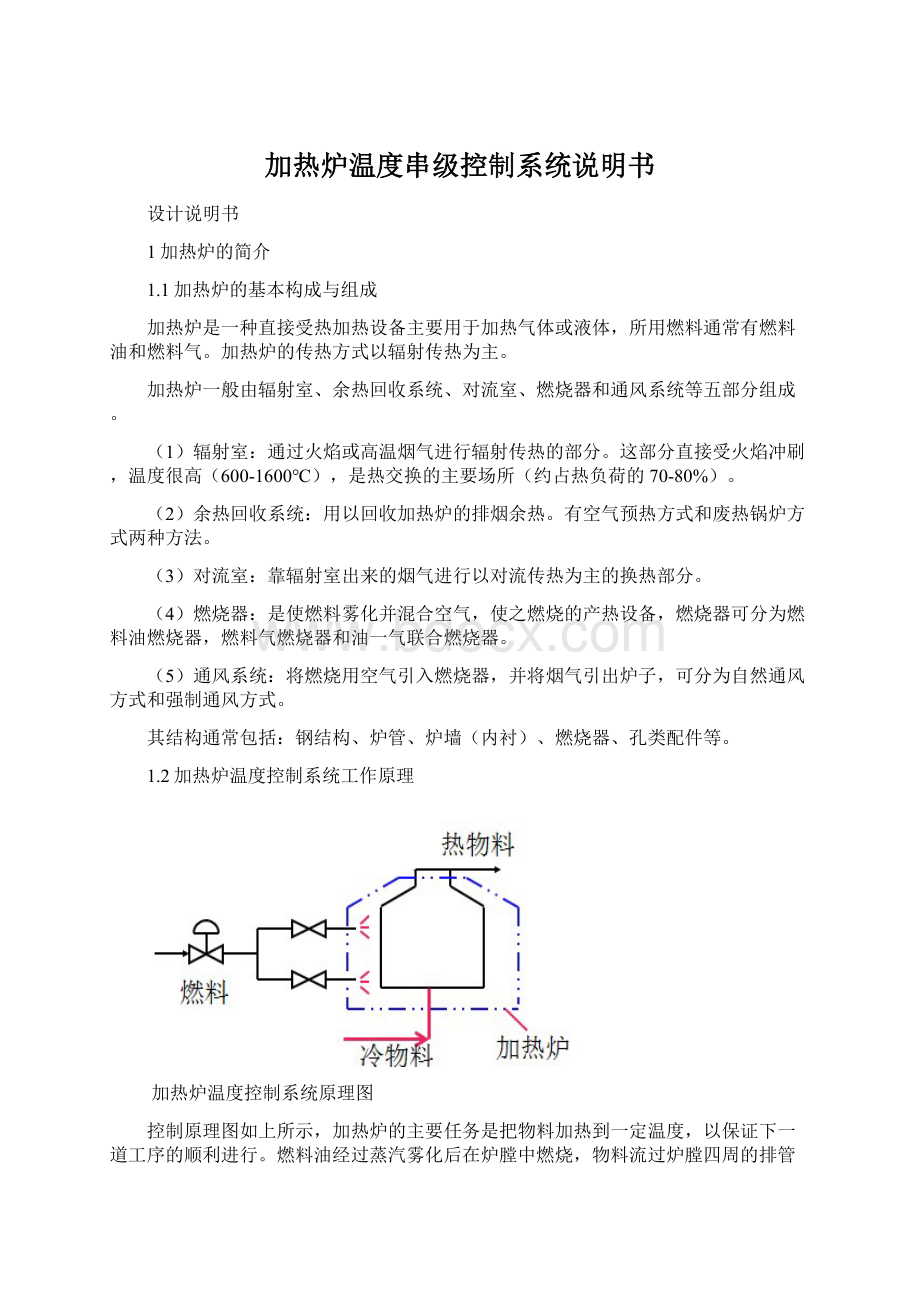
1.2加热炉温度控制系统工作原理
加热炉温度控制系统原理图
控制原理图如上所示,加热炉的主要任务是把物料加热到一定温度,以保证下一道工序的顺利进行。
燃料油经过蒸汽雾化后在炉膛中燃烧,物料流过炉膛四周的排管中,就被加热到出口温度。
在燃料油管道上装设一个调节阀,物用它来控制燃油量以达到所需出口温度T1的目的。
1.3加热炉出口温度控制系统设计目的及意义
加热炉控制的主要任务就是保证工艺介质最终温度达到并维持在工艺要求范围内,由于加热炉具有强耦合、大滞后等特性,控制起来非常复杂。
同时,近年来能源的节约、回收和合理利用日益受到关注。
加热炉是冶金、炼油等生产部门的典型热工设备,能耗很大。
因此,在设计加热炉控制系统时,在满足工艺要求的前提下,节能也是一个重要质量指标,要保证加热炉的热效率最高,经济效益最大。
另外,为了更好地保护环境,在设计加热炉控制系统时,还要保证燃料充分燃烧,使燃烧产生的有害气体最少,达到减排的目的。
1.4加热炉温度控系统工艺流程及控制要求
加热炉的主要任务是把原制油或重油加热到一定温度,以保证下一道工序(分馏或裂解)的顺利进行。
加热炉的工艺流程图如图2.1所示。
燃料油经过蒸汽雾化后在炉膛中燃烧,被加热油料流过炉膛四周的排管中,就被加热到出口温度θ1。
在燃料油管道上装设一个调节阀,用它来控制燃油量以达到调节温度θ1的目的。
图2.1加热炉工艺流程图
引起温度θ1改变的扰动因素很多,主要有:
(1)燃料油方面(它的组分和调节阀前的油压)的扰动D2;
(2)喷油用的过热蒸汽压力波动D4;
(3)被加热油料方面(它的流量和入口温度)的扰动D1;
(4)配风、炉膛漏风和大气温度方面的扰动D3;
其中燃料油压力和过热蒸汽压力都可以用专门的调节器保持其稳定,以便把扰动因素减小到最低限度。
从调节阀动作到温度θ1改变,这中间需要相继通过炉膛、管壁和被加热油料所代表的热容积,因而反应很缓慢。
工艺上对出口温度θ1要求不高,一般希望波动范围不超过±
1~2%。
2加热炉出口温度影响因素的扰动分析
由于从燃料油调节阀开始作用到出口温度T1的改变,整个控制通道的容量滞后大,时间常数大,这就会导致控制系统的控制作用不及时,反应迟钝、最大偏差大、过渡时间长、抗干扰能力差,控制精度降低。
除D1外,D2、D3的变化进入系统的位置,都是首先影响炉膛温度T2,而后经过加热管管壁的影响被加热油料的温度T1。
而炉膛的惯性小,而炉膛的惯性小,其温度变化很快就可以反映出来,则控制通道的容量滞后大大减小,对干扰D2、D3能够及时克服,减小它们对出口温度的影响。
所以单独用单回路的出口温度或炉膛温度控制系统各有优缺点,为了同时发挥它们的优点,考虑选用出口温度—炉膛温度的串级控制系统。
3控制系统设计
1方案选择
在串级控制系统中,由于引进了副回路,不仅能迅速克服作用于副回路内的干扰,也能加速克服主回路的干扰。
副回路具有先调、初调、快调的特点;
主回路具有后调、细调、慢调的特点,对副回路没有完全克服干扰的影响能彻底加以消除。
由于主副回路相互配合,使控制质量显著提高。
与单回路控制系统相比,串级控制系统多用了一个测量变送器与一个控制器(调节器),增加的投资并不多(对计算机控制系统来说,仅增加了一个测量变送器),但控制效果却有显著的提高。
其原因是在串级控制系统中增加了一个包含二次扰动的副回路,使系统①改善了被控过程的动态特性,提高了系统的工作频率;
②对二次扰动有很强的克服能力;
③提高了对一次扰动的克服能力和对回路参数变化的自适应能力。
综上所述,本设计选择串级控制系统。
2控制系统的设计
串级控制系统采用两套检测变送器和两个调节器,前一个调节器的输出作为后一个调节器的设定,后一个调节器的输出送往调节阀。
中间被控变量:
炉膛温度;
操纵变量:
燃料流量。
炉膛温度变化时,TC可以及时动作,克服干扰。
1主回路设计
加热炉温度串级控制系统是以原料油出口温度为主要被控参数的控制系统。
其他被控参数有炉膛温度,膛壁温度,燃料流量,原料油流量。
温度调节器对被控参数θ1精确控制与温度调节器对来自燃料干扰的及时控制相结合,先根据炉膛温度θ2的变化,改变燃料量,快速消除来自燃料的干扰、对炉膛温度的影响;
然后再根据原料油出口温度θ1与设定值的偏差,改变炉膛温度调节器的设定值,进一步调节燃料量,使原料油出口温度恒定,达到温度控制的目的。
2副回路选择
副回路的选择也就是确定副回路的被控参数。
燃料由于其成分和流量变化,对控制过程产生极大干扰。
所以,我们选择炉膛温度为串级控制系统的辅助被控参数。
串级系统中,通过调整副参数炉膛温度θ2能够有效地影响主参数原料油出口温度θ1,提高了主参数的控制效果。
加热炉温度禅机控制系统框图和控制工艺流程图如下
加热炉温度串级控制系统框图
图3.3加热炉温度串级控制系统
3主、副调节器规律选择
在串级控制系统中,主、副调节器所起的作用不同。
主调节器起定值控制作用,副调节器起随动控制作用,这是选择调节器规律的基本出发点。
在加热炉温度串级控制系统中,我们选择原料油出口温度为主要被控参数,原料油温度影响产品生产质量,工艺要求严格,又因为加热炉串级控制系统有较大容量滞后,所以,选择PID调节作为住调节器的调节规律。
控制副参数是为了保证和提高主参数的控制质量,对副参数的要求一般不严格,可以在一定范围内变化,允许有残差,所以我们的负调节器调节规律选择P控制。
4主、副调节器正反作用方式确定
由生产工艺安全考虑,燃料调节阀应选气开方式,这样保证系统出现故障时调节阀处于全关状态,防止燃料进入加热炉,确保设备安全,调节阀的Kv﹥0。
主调节器作用方式确定:
炉膛温度升高,物料出口温度也升高,主被控过程Ko1﹥0。
为保证主回路为负反馈,各环节放大系数成绩必须为正,所以负调节器的放大系数K1﹥0,主调节器作用方式为反作用。
又为保证副回路是负反馈,各环节放大系数乘积必须为正,所以负调节器大于0,负调节器作用方式为反作用方式。
5控制器参数工程整定
串级控制系统主、副控制器的参数整定方法主要有三种:
两步整定法、一步整定法和逐步逼近法。
1、按照串级控制系统主、副回路的情况,先整定副控制器,后整定主控制器的方法叫做两步整定法。
2、一步整定法,就是根据经验先将副控制器一次放好,不再变动,然后按照一般单回路孔控制系统的整定方法直接整定主控制器参数。
3、逐步逼近法是一种依次整定主回路、副回路,然后循环进行,逐步接近主、副回路最佳整定的一种方法。
我们选择两步整定法来整定串级控制系统的参数。
4各仪表的选取及元器件清单
1控制系统中温度检测元件的选型
由于加热炉炉膛温度不能太高,炉膛温度一般控制在850℃以下,温度高有利于辐射传热,但太高会导致炉管结焦和烧坏,所以设此控制系统中的炉膛温度要求为700℃左右,而管式加热炉出口温度假设为石油分馏的温度300℃。
由产品执行标准IEC584、GB/T16839-1997、JB/T5518-1991、GB3836热电偶标准,在1000℃以下一般用K型热电偶和N型热电偶,热电偶是工业上最常用的温度检测元件之一。
其优点是:
(1)量精度高。
因热电偶直接与被测对象接触,不受中间介质的影响。
(2)测量范围广。
常用的热电偶从-50~+1600℃均可边续测量。
(3)构造简单,使用方便。
热电偶通常是由两种不同的金属丝组成,而且不受大小和开头的限制,外有保护套管,用起来非常方便
如下表所示:
所以物料出口处选择WRN型分度号K,允差等级为Ⅰ的热电偶。
表1
炉膛温度的检测热电偶选择WRK型分度号E,惰性级别为Ⅰ的热电偶。
表2
使用热电偶时,由于冷端暴露在空气中,受周围环境温度波动的影响,且距热源较近,其温度波动也较大,给测量带来误差,为了降低这一影响,通常用补偿导线作为热电偶的连接导线。
补偿导线的作用就是将热电偶的冷端延长到距离热源较远、温度较稳定的地方。
2控制系统中变送器的选型
SBWR、SBWZ系列热电偶、热电阻温度变送器是DDZ系列仪表中的现场安装式温度变送器单元,与工业热电偶、热电阻配套使用,它采用二线制传输方式(两根导线作为电源输入和信号输出的公用传输线)。
按国家防爆规程进行设计的,而且增加了安全栅,实现了控制室与危险场所之间的能量限制于隔离,使仪表能在危险的场所中使用。
将工业热电偶、热电阻信号转换成与输入信号或与温度信号成线性的4-20mA、0-10mA的输出信号。
技术指标为:
1、输入信号:
K型热电偶、E型热电偶、S型热电偶、B型等热电偶信号输入
2、供电电压:
10-30VDC
、负载电阻:
0-500Ω
3、输出信号:
二线制4-20mA,最大30mA
4、热电偶温度变送器精度:
0.5%FS
5、回路保护:
带反向连接保护(防止电源正负极)
表3
由表3知物料出口温度处选择SBW-R-70型变送器,炉膛温度选择SBW-R-10型变送器。
3控制系统中执行器(调节阀)的选型
由于调节阀用于燃料油量调节选择气动调节阀,燃料油粘度比较大,为了减弱腐蚀防止堵塞,由于角形阀的阀体受流体的冲击小,体内不易结污,对粘度高的流体尤为适用,并且调节稳定性较好。
所以选用角形阀。
从安全角度出发,一旦调节阀损坏,保证控制阀处于全关状态,切断燃料进入加热炉,确保设备安全,所以要选择气开调节阀。
综上选择ZMAS型气动薄膜角形单座调节阀,阀体为直角形,阀芯不单导向结构,阀的流路简单,便于自净和清洗。
阻力小,适用于高粘度,含有悬浮物和颗粒状物质的流体的调节,可避免结焦、粘结、堵塞。
由ZMAS型气动薄膜角型调节阀型号编制说明知,选择ZMAS-320K型的调节阀。
含义为,ZMA:
气动薄膜正作用式,K:
气开式;
320:
PN320MPa。
EPC1000系列电气转换器是在引进国外先进技术的基础上开发的新一代电气转换器产品,它可将不同输入电流信号转换成相对应输出的气动信号。
本产品具有体积小,结构巧妙,精度高,稳定性好,安装方便等优点。
如下表所示,选择型号为EPC110-OG-I型的电器转换器。
表4
技术参数为:
1、气源压力范围:
最小值:
高于输出压力上限值20kPa;
最大值:
700kPa。
2、线性度:
≤跨度的±
1%。
3、重复性:
0.5%。
4、回差:
1.0%。
4控制系统中调节器的选型
XMT-8000系列智能型数字显示调节仪采用新的智能仪表设计方案,对原有的数显表进行了修正处理,使仪表无论在外观还是性能都有的更进一步的提升,仪表内置PID功能与位式控制功能,采用美观大方的轻触键设置,是工业控制中低价位仪表与高性能定位的理想选择。
智能性数显调节仪精度高、抗震性强、可靠性好、安装方便、读数清晰、无视差、可远距离观察等独特优点。
在调节形式上有二位式、三位式、时间比例式、可控硅连续调节式、PID式等多种,并可根据需要增强超限报警功能。
可广泛应用于冶金、纺织、塑机、培养箱、烘烤箱、制冷化工、医疗等行业作-200℃~1800℃范围内的温度测量和自动控制,配上相应的传感器也可用于压力、流量、液位等参数的显示和控制。
由表5知,选择XMTG-8038C2调节器,结构如图4所示。
表5
5控制系统中的连锁保护与接线图
联锁保护系统由压力调节器、温度调节器、流量变送器、火焰检测器、低选器等部分组成。
当燃料管道压力高于规定的极限时,压力调节系统通过低选器取代正常工作的温度调节系统,此时出料温度无控制,自行浮动。
压力调节系统投入运行保证燃料管道压力不超过规定上限。
当管道压力恢复正常时,温度调节系统通过低选器投入正常运行,出料温度重新受到控制。
当进料流量和燃料流量低于允许下限或火焰熄灭时,便会发出双位信号,控制电磁阀切断燃料气供给量以防回火。
控制系统的电气连线图如下
5加热炉出口温度串级控制系统的MATLABSimulink仿真与分析
1传递函数的选择
按仪表的对应关系设:
主回路的传递函数取副回路的传递函数取
2系统的参数的选择
系统的仿真图如下
首先整定副回路,当副回路的衰减比为4:
1时,为下图
此时副回路的振荡周期T1s=112-46=66(s)衰减比为
δ1=1/2.01
100%=49.8%。
然后整定主回路,当主回路的衰减比为4:
此时主回路的振荡周期T2s=840-335=505(s),衰减比δ2=1/2.06
100%=48.5%,
计算得Kp=2.575、Ti=151.5s、Td=50.5s、Ki=0.0136、Kd=104.03。
3系统的仿真分析
将Kp、Ki、Kd分别代入PID调节器后得到无扰动的的仿真结果为下图
加入扰动后的系统框图为
得到的仿真结果为下图
由于超调量较大,可减小比例系数使超调量减小,当Kp=2.575,Ki=0.08,Kd=104.03时。
再次得到的无扰动和有扰动响应曲线分别为下图,超调量在生产规定的范围内。
6设计总结
在为期一个多星期的课程设计中,遇到过很多很多的问题,但我通过很多有效地途径,例如上网查相关资通过本专业课程设计,我对过程控制系统在工业中的运用有了深入的认识,对过程控制系统设计步骤、思路有一定的了解与认识,针对具体生产工艺流程,实施自控方案的具体体现。
我学到了控制系统的设计方法和步骤,拓展了知识面,了解了工业工程中控制系统起到的重要作用。
与此同时,提高全面综合的运用专业知识进行设计和综合分析的能力,培养实际工作能力,提高专业技能。
7参考文献
[1]《过程控制》金以慧方崇智编清华大学出版社
[2]《过程自动化及仪表》俞金寿主编化学工业出版社
[3]《工业过程控制工程》王树青主编化学工业出版社
[4]《控制仪表及装置》吴勤勤主编化学工业出版社
[5]《过程控制仪表》徐春山主编冶金工业出版社
[6]《自动检测技术及仪表控制技术》张毅张宝芬编化学工业出版社
[7]《控制系统辅助设计》薛定宇主编清华大学出版社
 升级会员
升级会员 