激光电弧复合焊接翻译Word格式.docx
《激光电弧复合焊接翻译Word格式.docx》由会员分享,可在线阅读,更多相关《激光电弧复合焊接翻译Word格式.docx(11页珍藏版)》请在冰豆网上搜索。
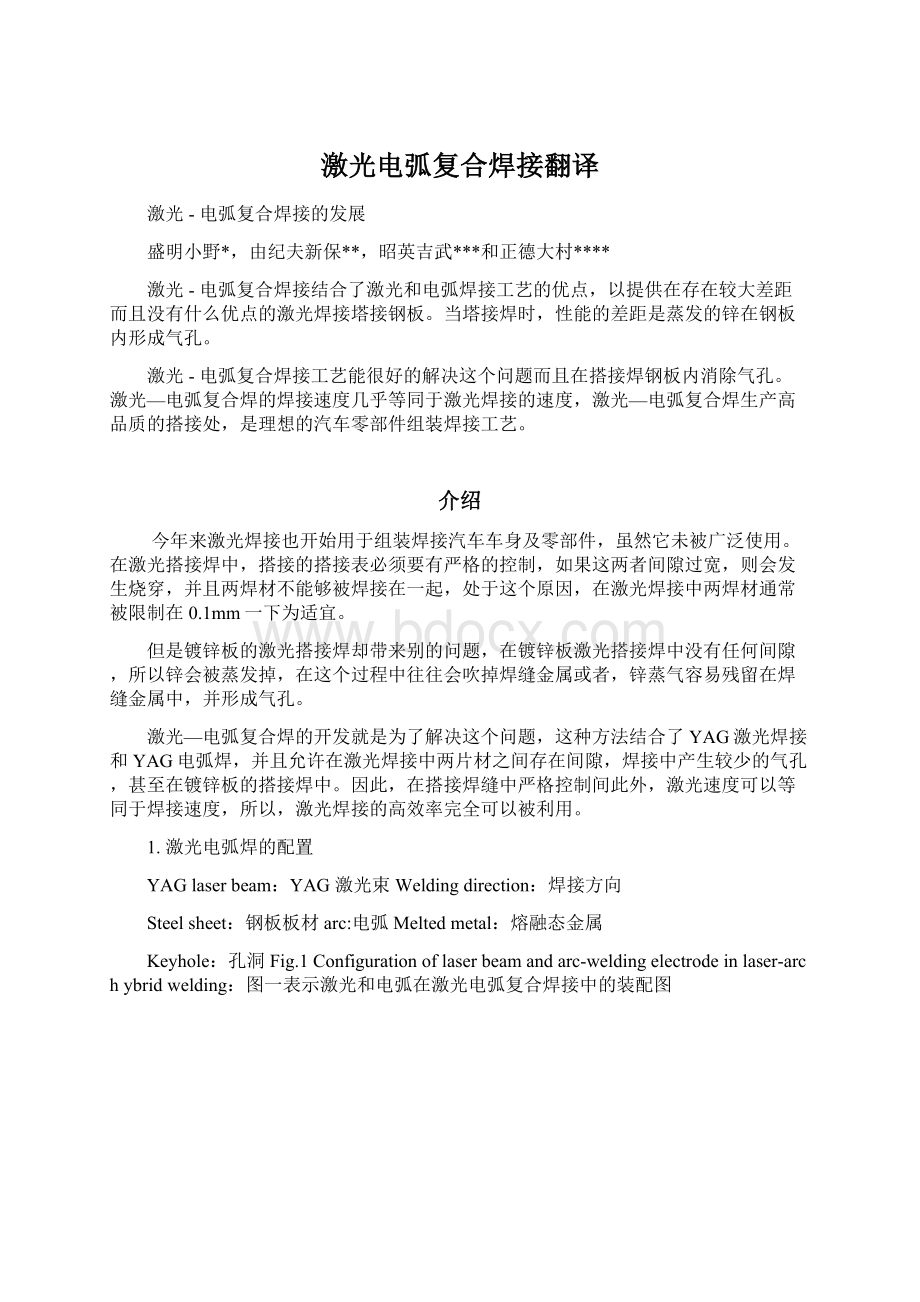
YAGlaserbeam:
YAG激光束Weldingdirection:
焊接方向
Steelsheet:
钢板板材arc:
电弧Meltedmetal:
熔融态金属
Keyhole:
孔洞Fig.1Configurationoflaserbeamandarc-weldingelectrodeinlaser-archybridwelding:
图一表示激光和电弧在激光电弧复合焊接中的装配图
如上图一显示了激光电弧复合焊接的配置系统,YAG激光器被用于激光焊接,并且一种弧焊电极定位在YAG激光器后部的辐射点,弧的目标位置是在激光照射点后面大约1到3毫米。
YAG激光的使用,是因为这种激等离子体不会吸收太多的激光能量。
而大部分的能量被焊材吸收。
正相反,二氧化碳激光的能量大部分被等离子体吸收,所以必须有足够的距离隔离电弧和辐射点位置。
因此,激光和电弧的组合是不可能去使用二氧化碳激光。
实验
1.1实验方法
制造Luminics用的YAG激光电弧复合焊中,实验使用了4.5千瓦的额定输出和合并。
(熔化极活性气体保护焊(MAG焊),一个直径是0.8mm的固体,焊丝的材质是软钢线,作为实验样本的冷轧钢板和热浸镀锌(GA)钢板,厚度为0.8〜1.6mm。
所有焊接接头均搭接焊缝。
焊接条件列于表1中。
Table1Weldingconditionsoflaser-archybridwelding:
表一为激光电弧复合焊接的条件
Laserresonator激光输出功率Max.output4.5kW:
最大输出功率5kW
Laseroutput激光输出功率Weldingspeed焊接速度
1.0to5.0m/min1~5米每分钟Arccurrent电弧电流
Shieldinggas保护气体Consumable可消耗品
3.2焊接现象分析
在激光电弧复合焊接的现象中,电弧电压随时间的变化被准确记录。
3.3焊接接头的性能评价
焊接接头的外观是通过目测检查,并且评价是否在焊接中存在缺陷,如傻眼和麻点。
此外,在macrosections的制备中,检查焊缝是否形成气孔和麻珠。
焊接接头的强度是由拉伸剪切试验来确定。
2.实验结果
2.1实验现象
图二展示的是在复合焊接中焊丝和焊材之间电弧电压随时间的变化。
该焊接的条件是:
激光(工作点)输出3千瓦、电弧电流100A、焊接速度2米/分钟。
电弧焊接时,电弧电压随时间的变化在该图之间进行比较混合动力焊接时,在电压为0到20的范围内,在高频率上震荡。
液滴浸转让,金属丝发生在10毫秒的振荡。
恰恰相反,电弧焊接电压振荡发生在一个更广泛的范围内,并且倾角的传输周期时间显著是50-100毫秒以上。
Fig.2Timevariationofarcvoltagewithandwithoutlaserradiation:
图二示在没有激光焊接的情况下,电流和电压的变化
Arcwelding电弧焊接Hybridwelding激光焊接
Arcvoltage电弧焊接
通常在电弧焊接时,随着焊接速度的增加,焊道形状变得更不均匀而激光电弧复合焊可以提供均匀的焊道,即使焊接速度非常高。
因为熔滴线性过渡发生在一个时间很短的周期。
图三显示了使用动力混合和电弧焊接时,焊接速度极限显示出的焊道均匀程度。
弧焊焊接速度的限制起码是激光电弧复合焊的七倍以上。
Fig.3Weldingspeedlimitforarcweldingandhybridweldingthatdoesnotcausehumping:
图三示在焊接速度的限制下,激光焊接和电弧焊接不会有弧形特征
Continuousbead持续边界Humpingbead弧线焊道
Beadonplatewelding板焊焊珠
如下面解释,即便是在很高的焊接速度下,电弧也能保持很高的稳定性。
而在电弧焊接时,电弧是通过焊材发射的热电子维持,当焊接速度变得很高时,焊材加热不充分,电弧变得很不稳定。
相反,在混合焊接时,通过激光照射所形成的锁孔电子密度达到了1017到1020/cm3.此外,周边区域为熔融状态,从而使热电子的发射变得非常容易。
当在本区域是保持电弧和复合焊接时,仍能保持电弧焊接速度高速运行。
下面可以说明,复合焊接的过渡周期短于混合焊接。
在电弧焊时,电弧可以被稳定,而热电子发射点(阳极点和阴极点)发生移动,所以电弧的能量发生分散。
激光电弧复合焊恰与此相反,激光照射出一个直径在一毫米的电弧,电弧的挤压点进入到一个非常狭窄的范围内,能量得以集中。
因此,金属丝是非常容易融化,电弧长度很短(电位梯度很大),因此液滴变得很小,并且处在一个高频率的传输状态。
复合焊接和电弧焊接的电弧的放电机制在图四中得以表示。
Arcdischarge电弧放电Laserassistedarcdischarge在激光的辅助下电弧放电情况LaserBeam激光束
Fig.4Mechanismsofarcdischargewithandwithoutlaserbeamradiation图四示在是否有激光的辅助下电弧的放电情况
Hotspot热点
照片一比较了电弧和复合焊接的宏观焊缝,渗透复合焊缝就是一个激光电弧熔滴,焊缝附近的表面上是热熔融状态的母材基体金属,并在焊道上形成一个隆起,混合焊接和复合焊接的渗透熔深大致相等。
这就表明,在判定焊接穿透深度方面,当热输入的增加,电弧的热量仅仅是融化表面的基本金属而不深化渗透。
但是事实却是,在激光焊接中混焊缝含有较大量的热量,对激光焊道是有利的,这方面的差距主要是存在搭接焊的熔宽上。
Photo1Crosssectionsofhybrid,laserandarcweldbeads图一表示激光焊接电弧焊接混合焊接焊接截面的熔滴熔深情况
2.2焊接成型
2.2.1搭接焊的焊缝公差
如先前所述,在激光搭接焊上,如果差距发生重叠而且底部填充张度过大,上部母材发生熔化。
在极端情况下,会形成通孔,根据详细检查可得在混合搭接焊中,各种厚度的片材搭接焊焊具具有不同的差距。
其结果示于图五,激光焊缝示于图六用作比较。
这些数字表明,混合焊接的焊缝公差比复合焊接要高,因此考虑到间隙和板厚,一个完善的焊接过程形成在熔滴形成时。
Fig.5Gaptoleranceinhybridlapwelding图五表示混合搭接焊的间隙公差
Sheetthickness薄板厚度Laseroutput3kW激光输出功率3kW
Arccurrent100A电弧电100AWeldingspeed3m/min焊接速度三米每分钟
Fig.6Gaptoleranceinlaserlapwelding图六示在搭接焊中间隙差
照片2是一种混合焊接搭接接头宏观剖面图,这之间有间隙。
它表明焊接接头没有完全填充连接起来。
混合焊接的间隙公差大于激光焊接,因为焊丝在激光复合焊焊材消耗时足够当做焊缝金属来填住间隙。
相反当激光焊接存在间隙,而且没有填充金属时,熔融金属的量不足以填补空隙,这会造成烧穿或者底部填充堆积。
Photo2Crosssectionofhybridlap-weldedjoint图片二表示激光电弧复合焊接的接头截面
4.2.2增加搭接焊焊道
激光焊接相比混合焊接也提供了更好的填充金属焊接焊道,搭接焊接头通过混合焊和激光焊联合制造,并且间隙变换的测量是在胎圈宽度的函数中,其结果示于图七。
混合焊接的焊道宽度约等于或大于激光焊接。
随着间隙宽度的增加,混合焊接的焊缝宽度也要增加。
而过渡圈数在激光焊接中几乎保持不变。
这是因为当一个间隙存在于复合焊接中时,激光焊接形成的熔池由额外的电弧焊接来补充。
其间填满的熔融金属造成这两者之间的差距。
相比这两种方法之下,激光焊接中所提供的填充金属不足以达成预期的效果。
激光和复合TIG焊的特点是:
a、利用电弧增强激光作用,可利用小功率激光器代替大功率激光器焊接金属材料b、在焊接薄质材料是可以高速焊接c、可增加熔深,改变焊缝成形,获得优质焊接接头d、可以减少母材端面的精度要求。
同时又存在等离子-激光焊接(PALW),这种方法的显著优点就是显著提高了焊接速度和熔深,由于电弧加热,金属温度升高,降低了金属对激光的反射率,增加了对光能的吸收,在焊接铝合金是不用预先清理。
Fig.7Beadwidthoflaser-andhybrid-lapwelding激光电弧复合焊接熔滴情况的
Gapwidth,间隙宽度Laseroutput3kW激光输出功率3kWWeldingspeed2m/min焊接速度两米每分钟
Fig.8Testspecimenfortensileshearstrengthoflap-weldedjoint图八表示复合焊接接头的拉拉伸剪切强度
4.3搭接焊接接头强度
调查混合焊接接头的拉伸断裂强度。
试样的形状示于图八。
表二给出了拉伸剪切强度,焊道宽度,并且从搭接焊接头的焊缝金属的硬度看出1.2mm厚钢板的各种优势,同时比较的结果说明激光焊接接头较为出色。
混合焊接所有裂缝存在基体金属中,而激光焊接焊断裂存在于焊缝中。
TSofBM(MPa)金属板材最大屈服应力
Joint、strength点应力Failureposition失效位置Beadwidth焊板宽
激光搭接焊焊接接头断裂强度的FM(N)由公式
(1)计算。
这个公式也适用于某一种混合焊接接头断裂强度FM的计算。
FM=1.9W×
Hv
(1)
其中W为试样(宽度),h为所述焊道宽度(mm)、Hv是焊缝金属维式硬度。
焊接接头拉伸实验中断裂位置由焊接金属和其中碱金属相互之间的比较来确定。
当焊缝金属强度打过基体金属时,金属会发生内部脆断,否则碱金属会发生脆断。
如上显示的焊成比列增加式,其强度到焊道强度为恒定变化强度。
该碱金属强度是恒定不变的,与焊道卷边宽度无关。
图九表示的是焊道圈各部影响因素之间的关系,当为650Mpa的拉伸强度下,焊接接头钢板焊缝宽度的变化。
图中还表示出了通过理论关系得到的方程,其中焊接金属的硬度为250的情况下,该结果表明复合焊接提供了更宽的焊道熔滴,相比激光焊接形成更强的联合,所以断裂发生在基体金属。
4.4镀锌钢板的可焊性
锌的沸点为900℃,相比铁的熔点更为显著(1500℃),当锌涂覆的片材在进行搭接焊时,锌蒸发,锌蒸气进入到熔融金属中,产生气孔或者焊接熔融金属被电子风吹走形成气孔。
照片三显示了合金化的镀锌熔融钢板(GA)通过激光焊时的纵截面,(搭接焊接头两面涂布:
45g/m2)期间有大量气孔分布于焊缝金属中。
Fig.9Relationbetweenlapjointtensilestrengthandbeadwidth图九表示搭接焊接强度和焊接焊道宽度之间的关系
Strengthofbasemetal金属的强度
Fractureinweldmetal焊接金属的特征
Fractureinbasemetal搭接焊接金属的特征
Photo3Longitudinalcrosssectionoflaser-weldedlapjointofGAsteelsheets照片三表示GA钢板激光焊接纵向界面示(有气孔)
照片四表示出搭接焊接头纵向混合面。
其无气孔观察,确认激光焊接形成接头。
Photo4Longitudinalcrosssectionofhybrid-weldedlapjointofGAsteelsheets
究其原因,混合型镀锌钢板搭接相比激光焊明显抑制了气孔的形成,电弧焊接是在激光焊接之后进行的,激光焊接熔融金属的凝固相比之前需要更多的时间。
熔融金属的凝固为锌蒸气的逃脱提供了充足的时间。
此外,熔融金属由锌蒸气吹出补充了送丝金属。
结论
激光焊接组件的应用结果,汽车车身及零部件之间的问题是搭接板间隙过低,以及搭接焊镀锌板气孔的产生。
激光电弧复合焊的开发就是为了解决这个问题,这种新开发的焊接技术同时高效的保持了激光焊接的特点。
低的热输入不会造成很大的热变形,这项技术成熟的特点如下:
(1)搭接焊中焊缝宽度和混合搭接焊缝隙公差是大致相等的,同时等同于焊接片材的厚度,这相比激光焊接显著增加。
(2)高强度焊接接头的强度超过混合搭接焊接头基体金属的强度,因此混合焊接焊道比激光焊接焊道更宽。
(3)镀锌钢板优异的可焊性,先比激光焊接,混合复合焊接气孔的形成被显著压制,缝隙为0mm时,展示出的特点更为明显。
 升级会员
升级会员 