纺织业设备效率及节能案例Word下载.docx
《纺织业设备效率及节能案例Word下载.docx》由会员分享,可在线阅读,更多相关《纺织业设备效率及节能案例Word下载.docx(25页珍藏版)》请在冰豆网上搜索。
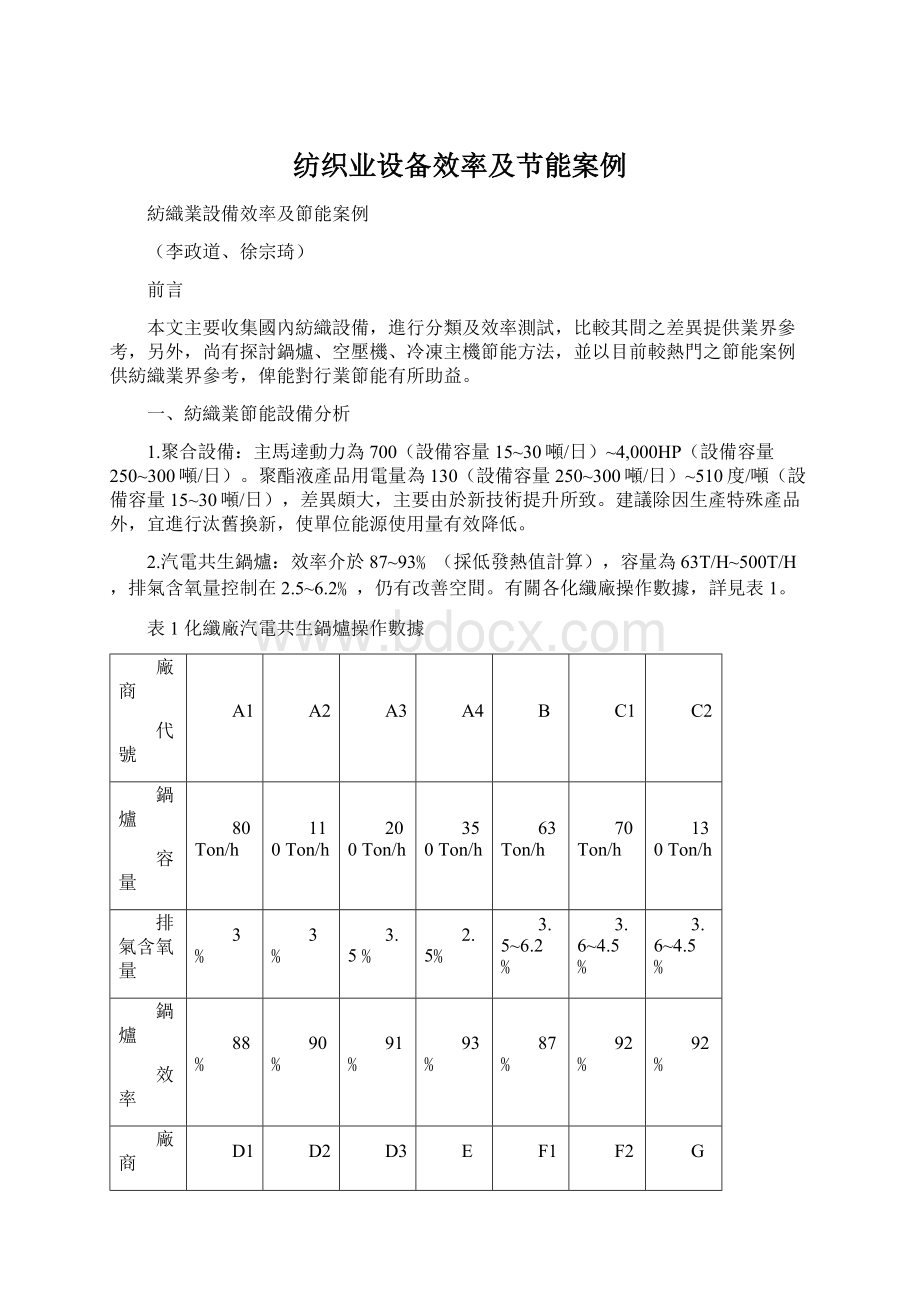
2.5~3﹪
4~6﹪
3.5
3.6
91.6﹪
資料來源:
百大實地能源查核
3.聚酯棉生產設備:
主馬達動力為1,500(設備容量由30~50噸/日)~5,000HP(設備容量180~200噸/日)。
每噸聚酯棉產品用電量為170~650度/噸,差異頗大,非直紡的用電量約在500~650度/噸,直紡製程為170~450度/噸。
建議除非因生產特殊產品外,宜停用容量較小設備,使單位能源使用量有效降低。
4.聚酯絲生產設備:
主馬達動力為1,000~3,500HP,設備容量由90~150噸/日。
聚酯絲產品用電量為550~1,600度/噸,差異頗大,非直紡的用電量約在1,100~1,600度/噸,直紡製程為550~1,300度/噸,與產品規格影響極大。
如生產300丹尼聚酯絲其重量約為150丹尼2倍,相對的單位產量的能源使用量約為150丹尼之50﹪。
5.熱媒鍋爐:
主要廠牌有KOUNS、利峰、智興、申昌、伍一、產力、力根、惠大、大震、堅順等,效率最高為90﹪(以低發熱值計算),效率最低為70﹪,平均效率為83﹪;
容量由60萬千卡/小時~600萬千卡/小時,平均容量為220萬千卡/小時;
排氣含氧量控制在3~10﹪,排氣溫度有甚至達到290~450℃,建議風門要適當調整,加裝廢熱回收設備(以裝置空氣預熱器為佳,避免裝置熱交換器加熱熱媒油,因熱媒油溫度已有控制,溫度不能太高),使熱媒鍋爐效率達88﹪以上。
6.空壓機:
主要廠牌為JOY、INGERSOLL、ELLIOTT、ATLAS、SULLAIR、復盛等,主馬達動力往復式由2HP至100HP,容量由0.2M3/分鐘~10M3/分鐘,螺旋式由30HP至300HP,容量由3.6M3/分鐘~36M3/分鐘,離心式由500HP至1,000HP,容量由60M3/分鐘~120M3/分鐘。
主馬達效率都達90﹪以上,但容量太大時易造成空轉,空轉時能源為全載之70﹪。
一般而言,儀器用空氣壓力需求較高,約在6kg/cm2~7kg/cm2,製程上用空氣壓力則在1.5~11kg/cm2,空壓機之壓力設定以符合現場使用為原則,每降低1kg/cm2約可節約電力6﹪,空壓設備單位用電量離心式及螺旋式介於0.09~0.13度/NM3,往復式介於0.13~1.17度/NM3。
7.冷凍主機:
冷凍主機佔整廠用電由最低的染整業8﹪到最高的成衣業35﹪,平均為23﹪,除動力用電外,屬冷凍空調用電最大,因此,冷凍主機效率對單位產品能源用量影響極大。
冷凍主機廠牌有TRANE、CARRIER、MCQUAY、西屋、國友等,其中大型機組主要使用離心式及螺旋式,效率較高,在採用適當容量下,效率可達0.55~0.7度/RT,而舊機種介於0.8~1.3度/RT,加權平均為0.73度/RT,仍有20﹪之節能潛力。
8.清花機:
主要廠牌為太平、三明、明正、OHARA、TRUTZSCHLER、HERGETH等,人造棉清花機比棉花清花機較省電,因棉花中含沙、雜質量較多,處理程序較多,其用電比約1:
1.2~1.6。
清花機電力容量由34kW~225kW,產量250kg/H~1500kg/H,國內生產清花機設備用電由34~146kW,而國外由86.5~225kW,較國內高出10~20﹪,但自動化程度較高;
而舊設備比新設備耗能高出5~10﹪。
9.梳棉機:
主要廠牌為RIETER、MEIKIN、豐田、MARZOLI、HOWA、NITTO等,其電力有4.5kW~8.18kW。
其中雙鍚林機台與單鍚林機台用電比為4:
3,但速度為2:
1,且品質較佳,目前已有多家廠商改用雙鍚林機台,至於人造棉機台與棉花機台用電比為1.2:
2,以人造棉較省電。
日本雙鍚林機台耗電約6度/小時,單鍚林約4.5度/小時,而歐美約1.3~9.8kW不等。
10.併條機:
主要廠牌為RIETER、豐田、CHERRY、INGO、Vouk等,其電力容量由4.85kW~9.9kW。
國內五年內進口日本機台電力容量4.85~6.4kW,歐美機台電力容量5.5~7.2kW,較日本進口機台耗電。
11.粗紡機:
主要廠牌為豐田、HOWA、MARZOLI、TOTODY、ZINSER等,其生產錠數以120錠居多,使用電力由12.9~23.9kW。
12.精紡機:
國內精紡機大都為480錠、960錠及1000錠,其中480錠之廠牌有PLATT、RUETER、UBGESTADE、RYW、HOWA、OM、豐田、INGO、BBC、偉樂、WHITIH、TOYODA、三明等,其電力容量由16.5~23kW。
960錠~1000錠廠牌有ZINSER、HOWA、MARZOLI、三菱、COGNETEX等,其電力容量由40~54.5kW;
由於精紡機生產不同紗支數其用電量差異極大,因此都以30支紗為換算標準進行比較。
13.筒子機:
可分為全自動及半自動兩種,全自動型因自動化程度較高用電量較高。
全自動使用電力容量由24~35kW,而半自動型由11.3~22kW。
主要有村田、SAV、SCHLATHFFT、MURATA、FADIIS、HURATA、MUNATA等廠牌。
14.空氣精紡機:
主要有RIETER、喜來福、INGO、SCHLAFHORST、芮特、ROTOR、SPIN等廠牌,OE精紡機使用錠數有160~360錠,每日每錠的產量約16磅,至於其電力容量有36~97kW。
15.假撚機:
主要有MURATA、RS、BARMAG、CS、三菱、SCRAGG、FUJI、RPR等廠牌。
其電力容量由200~260kW,其產量分別有250~300kg/時,使用錠數以188錠居多。
16.合撚機:
主要有東芝、村田、ISHIKAKW等廠牌、數量並不多,錠數多在100錠上下。
其使用電力大多在10~15kW之間。
17.複撚機:
主要有義大利RPR、MURATA、RATTI等廠牌,錠子數多在96錠上下。
其電力容量由21.6~26.1kW。
18.強撚機:
主要有村田、RPR、SM等廠牌,日產量約在340公斤,其電力容量在2~30kW。
19.織布機:
主要有TSUDVKOM、SULZER、PICANOL、SOMET、豐田、津田駒等廠牌。
主馬達動力介於1.8~6.5kW。
每碼用電量介於0.2~1.1kW,其差異主要為使用噴氣式織布機用電量為0.9~1.1度/碼,噴水織用電量為0.2~0.6度/碼,噴氣式織布機生產速度約為一般織布機1.6~1.8倍。
20.整經機:
主要廠牌有TSUDAKOMA、TOYOTA、KAKINOKI、KAWAMOTO、MAYER、BENNINGER、LIBA、鑫江、大雅、驊鑫等,其主馬達介於4~80HP,生產速度介於400~800M/分鐘。
21.漿紗機:
主要有KAWAMOTO、TSUDKOWA、KAKINOKI、SUCKER、ZELL、KSH、KSJH、永利、津田、驊鑫等廠牌。
主馬力介於15~190kW,每小時產量為18~53千公尺。
22.染色機:
主要有亞磯、昆南、KRANTE、東武、小野森、友森、統盈、東庚、德國THEN、合同、HIRANO、京都、凱郁、HISAKA等廠牌。
其中容量為50kg者,馬力為5HP;
容量為100kg者,馬力有10~30HP;
容量150kg者,馬力為20HP;
容量300kg者,馬力為25~32HP;
容量400kg者,馬力有25~45HP;
容量500kg者,馬力數有30~65HP;
容量600kg者,馬力數有40~58HP;
容量1,000kg者,馬力數有60~90HP;
容量2,500kg者,馬力數92HP。
23.定型機:
主要有ARTOS、力根、乘福、MONFORTS、WAKAYAMA、BRUCKNER、和歌山、KRANTZ、東陽、TEXTIMA、富士等廠牌,容量以8~10節最多,每小時處理以100~500kg最多,電力容量由15~230HP。
24.烘乾機:
主要有宏享、東陽、祝祥、立信、小野森、力根、乘福、台染等廠牌,容量以每分鐘50公尺~100公尺為最多,或每小時500~1,000kg,其電力容量由50~300HP。
二、節能方法
(一)蒸汽鍋爐
1.排氣溫度
鍋爐傳熱面積設計不良、燃燒機選用不當等造成熱傳效果不佳,排氣溫度每上升22℃,將降低效率約0.8-1﹪。
排氣溫度過高可加裝空氣預熱器或節熱器回收熱能,提高鍋爐效率。
降低排氣溫度對策如下:
(1)定期清洗水側或火側管壁污塞。
(2)使用適當燃料,避免過量。
(3)避免使用高硫份燃料造成低溫腐蝕問題。
(4)定期清洗熱交換器表面污塞。
(5)提高傳熱面積。
2.排氣含氧量
風門控制不當,造成排氣含氧量過高,每增加2﹪,約降低鍋爐效率0.7~1﹪。
(1)過剩空氣量對鍋爐效率的影響
%CO2
%過剩空氣
%效率
效率差
實際減少效率
14.0
10
84.8
-
7.5
100
78.5
6.3%
7.5%
6.0
140
75
9.8%
11.6%
(2)各種燃料之過剩空氣量
燃料
%過量空氣
天然氣
柴油
12
燃油NO.6
15
(3)過剩空氣對燃燒產物中之CO2的影響
20
40
60
80
天然氣%CO2
12.0
10.7
9.8
8.3
7.2
6.3
5.7
丙烷%CO2
12.6
11.5
8.5
6.7
丁烷%CO2
14.3
12.9
11.7
10.0
8.6
7.6
6.8
蒸餾油%CO2
15.2
13.8
9.3
8.2
7.4
殘渣油%CO2
15.6
14.1
11.0
9.6
煙煤%CO2
18.4
16.7
15.3
13.0
11.4
10.1
9.0
無煙煤%CO2
19.8
18.0
16.5
12.4
(4)煙氣中之氧百分率
過量空氣%
1
5
50
200
0.25
1.18
2.23
4.04
7.83
14.7
丙烷
0.23
1.08
2.06
3.76
7.38.
10.9
NO.2燃油
0.22
1.06
2.02
3.67
7.29
10.8
14.2
NO.6燃油
2.01
7.26
(5)CO控制在150~250ppm內,太高將造成不完全燃燒,將影響效率。
3.減少鍋爐排放
改善水處理以控制給水水質最有效果,汽電廠水質控制標準有下列三種:
(1)給水檢測標準
項目
標準值
1.ph值
8.5~9.5
2.矽土含量(SiO2)
0.015PPM以下
3.殘聯氨
10~20PPB
4.導電率
5.M鹼度
5PPM以下
(2)鍋爐水檢測標準
8.8~9.5
0.3PPM以下
200PPB以下
3.磷酸鹽
0.5~3PPM
2~5PPM
50以下
30PPM以下
-
6.P鹼度
10PPM以下
7.鐵份及含銅量
(3)冷凝水檢測標準
3.導電率
4.M鹼度
註:
一般鍋爐廠只有檢驗PH值居多。
4.適當操作多台鍋爐
(1)效率最好的鍋爐應最常使用,而不操作負載低和性能差的鍋爐。
(2)對特定需要,依據效率和負載排定操作鍋爐,並且考慮購用小鍋爐。
(3)可依每一鍋爐效率與負載的關係選擇鍋爐,分析蒸汽最高需求量,依鍋爐及工廠操作,調整每一鍋爐操作在最高效率。
5.減少蒸汽洩漏
(1)管線之蒸汽洩漏量
孔徑(吋)
損失蒸汽
(公噸/月)
總值(元/年)
1/2
380
190,000
7/16
290
145,000
3/8
217
108,500
5/16
148
74,000
1/4
96
48,000
3/16
53
26,500
1/8
24
12,000
蒸汽壓力7kg/cm2每公噸蒸汽500元;
每年運轉8,000小時
(2)在不同蒸汽壓力下
蒸汽系統
各種洩漏口之損失率(kg/hr)
壓力kg/cm2
1/16in
1/8in
1/4in
1/2in
1in
7
8.00
33.00
132.00
528
2,111
14
15.50
62.00
247.00
1,441
28
30.00
119.00
476.00
56
248.00
6.鍋爐效率標準(低發熱值):
鍋爐能源效率標準(92年7月1日起施行)
種類
容量(公噸/小時)
能源效率標準(%)
備註
水管式
燃油鍋爐
≧30
92.5
標準適用範圍及計算方式:
1.本效率標準適用於以燃油或燃氣為燃料之蒸汽鍋爐,不適用於貫流式鍋爐。
2.效率標準依國家標準(CNS2141)之熱損失法計算,並依燃料低熱值計算涵蓋廢熱回收裝置之鍋爐全載時之能源效率。
<
30
≧10
91
≧5
89.5
88.5
燃氣鍋爐
93.5
91.5
90.5
煙管式
90
89
88
87
92
資料出處:
經濟部公告,90.9.12。
(二)空壓機
1.空壓機運轉成本分析
(1)能源成本70~80﹪
(2)購置費用10~20﹪
(3)維修保養5~10﹪
建議選購效率高之空壓機可有效節省運轉成本。
2.壓縮空氣能源費用分析
(1)洩漏25﹪
(2)假性需求15﹪
(3)製程用60﹪
建議平常要進行洩漏偵測及空壓管路形成環路,避免壓降。
3.每降低設定壓力1kg/cm2,約可節能5%~7%=增加排氣量8%;
每2psig壓力降,將造成1%空壓耗能損失。
建議空壓機選用適當容量及產生適當空氣壓力
4.空壓機進氣溫度每增加10℃,實際排氣量減少2%~4%。
夏冬季大氣溫度差30℃,以每小時20萬立方米空氣需求量而言,約有1,600kW的差異,冬季比夏季少用10﹪電力。
空氣量(萬立方公尺/時)
原空壓機容量為17,500kW
5.避免空壓機設備於低負載運轉
(1)螺旋式空壓機在75%容量時,耗電95%;
25%容量時,耗電85%,空車時耗電40%。
(2)離心式空壓機空車時耗電50~70%。
6.儀用空氣-40℃以下之壓力露點是極端浪費的(一般壓力露點約設定在使用環境溫度-10℃即可),使用露點控制器,有效控制無熱吸附式乾燥機之吹洩耗氣量;
無熱吸附式乾燥機,約每10分鐘,需14%~17%的PurgeAir,每3~5年需更換吸附劑乙次;
建議採用無氣式,可節省電力之消耗。
7.架設能即時提供各空壓機運轉狀態(重車、空車、停機等)及空重車運轉比例的控制系統,並收集壓縮空氣系統的運轉數據做為改善與調整的依據,約可較無裝置控制系統省能25﹪。
8.廠用與儀用壓縮空氣品質要求不同,應分別配置管路。
(1)一般廠用壓縮空氣品質要求不高,不需乾燥,採用過濾器即可滿足要求。
(2)以壓縮空氣控制或作動儀錶設備,需要高品質的乾燥壓縮空氣,以免阻塞及露水形成,造成誤動作及腐蝕精密儀器。
(三)空調系統
1.選用高效率冷凍主機
冰水主機主要分為三種型式,分別為往復式、螺旋式、離心式,其比較詳見表2及表3所示。
表2螺旋式壓縮機與往復式壓縮機之比較
比較項目
螺旋壓縮機
往復式壓縮機
壓縮原理
旋轉容積式
往復容積式
壓縮形態
砲速旋轉式3,550RPM,容量變化極大20TR~1,000RT,美日各國仍繼續開發小型及更大型。
低速旋轉式普通在1,760RPM,容量小3RT~250RT,常用噸位僅達100RT。
冷媒吐出
溫度
吐出溫度低,大約在70~80℃間。
吐出溫度應在100~120℃間,必須冷凍油滲有碳化抑止添加物。
間隙損失
無間隙,不發生損失。
必須保有最小的間隙,損失無法避免。
在高壓縮或容積效率降低很少。
在高壓縮比情況下容積效率降低極多。
容量調整
無段容量變化10%~100%:
在部份負荷(PartLoad)運轉下總能源耗損較少。
階段式容量變化:
如100%,75%,50%,100%,66%,33%。
磨擦部位
除軸承外,無磨擦部位,無磨損。
活塞及汽缸,活塞肘梢,連槓及曲柄軸,曲柄軸之軸承等等皆有磨擦,故磨損在所難免。
閥片
無閥片裝置,無故障,信賴性高。
有吸入,吐出閥片,易生磨損產生漏氣。
液壓縮
幾乎沒有液壓縮之可能,可安全運轉,無爆炸之顧慮。
小量之液壓縮引起閥片之破損,活塞環之磨損,嚴重的造成曲炳軸,連槓斷裂,甚至產生汽缸閥板破裂而爆炸。
吐出氣體
之脈衝
跟冷媒氣體在管內流動是相同故無脈衝。
吐出氣體有陣陣的脈衝。
振動
屬旋轉運動,振動極少。
屬上下往復運動振動極大。
噪音
高週波,噪音不易隔離。
低週波,噪音大。
起動轉矩
屬旋轉壓縮,起動轉矩小。
屬上下往復壓縮,起動轉矩大。
售後服務
磨損少,維護費用低,20,000小時運轉後方需維護,維護費用高。
磨損大,維護費用高,300小時運轉後需保養,修護費用低。
冷媒
R-12,R-22,R-502,R-717,R-290,R-1250及任何碳氫或碳鹵化合物之冷媒均可。
R-12,R-22,R-500,R-502,R-13,R-717,R-290,R-1250及任何碳氫或碳鹵化合物之冷媒均可。
表3離心式壓縮機與雙螺旋式及單螺旋式壓縮機之比較
離心式壓縮機
雙螺旋式壓縮機
單螺旋式壓縮機
利用葉輪高速旋轉產生離心力將冷媒高速排出。
利雙螺旋互相咬合產生壓縮將冷媒推出。
利單螺旋及星狀齒輪產生壓縮將冷媒推出。
高速旋轉3,550RPM~30,000RPM,50RT~10,000RT容量範圍不斷有新式機型出現。
低速旋轉3,550RPM無變速齒輪容量範圍20RT~1,000RT,歐美日各國尚在開發中。
無變速齒輪,容量範圍300RT~1,000RT。
油體滑
系統
具有油泵、油箱、油冷卻器等等,油僅潤滑齒,軸承控制等,油泵大約1.1kw左右,油泵在起動前後運轉中皆需運轉操作,油量少。
油系統較為複雜,並有油分離器,不僅潤滑軸承尚需潤滑螺旋汽缸內用油較大,油泵大約5.5kw,油泵在起動前後運轉皆操作。
油系統較簡單,不需潤滑螺旋,故起動後不必操作油泵。
效率高0.9~0.62kw/RT,經濟效溢350RT以上,噸位越大越節省能源。
效率低0.8~1.0kw/RT,較適合冷凍系統,噸位越大越消耗能源。
效率高0.5kw/RT,較適合於各種冷凍空調大型系統,目前尚屬新開發。
利用冰水出水溫控制導流翼之開度,改變冷媒進氣量之多寡,20%~100%,低於40%時易產生湧浪現象。
利用冰水出水溫控制卸載拉桿閥(SlideValue),改變冷媒旁路量之多寡10%~100%較穩定。
同左。
排氣裝置
R-11系統裝有特殊個別之排氣系統,R-12不需。
不需此裝置。
R-11,R-112,R-113,R-114空調R-22,R-502,NH3用於低溫。
R-12,R-22,R-502空調R-22NH3低溫。
R-22,NH3空調,冷凍。
運轉平穩,低負荷易產生湧浪震動。
運轉平穩。
頻率高尖銳,易隔音。
頻率低,低沉、不易隔音。
噪音比雙螺旋低0.8db。
起動轉矩大起動時間20秒。
起動轉矩小,6秒左右。
磨損少,每年需定期檢查,30,000~50,000小時方需大保養,技術人員多。
磨損少,每年需定期檢查,20,000小時方需大保養,技術人員尚待特訓練。
磨損少,20,000小時後方需檢查,50,000~60,000小時方需大保養。
體積
體形較大。
體形小。
其他
1.可用在氣冷式(外氣溫高)。
2.重量輕。
3.低負荷運轉穩定。
2.冰水主機運轉負載與效率之關係
由上圖可知:
負載
輸入功率(kw)
負載/輸入
100%
90%
87%
1.03
80%
74%
70%
64%
1.09
60%
54%
1.11
50%
45%
40%
37%
1.02
30%
20%
24%
0.83
10%
0.5
3.各型冰水主機冰水溫度對性能係數之
 升级会员
升级会员 