焊接实用工艺规程WPS文档格式.docx
《焊接实用工艺规程WPS文档格式.docx》由会员分享,可在线阅读,更多相关《焊接实用工艺规程WPS文档格式.docx(20页珍藏版)》请在冰豆网上搜索。
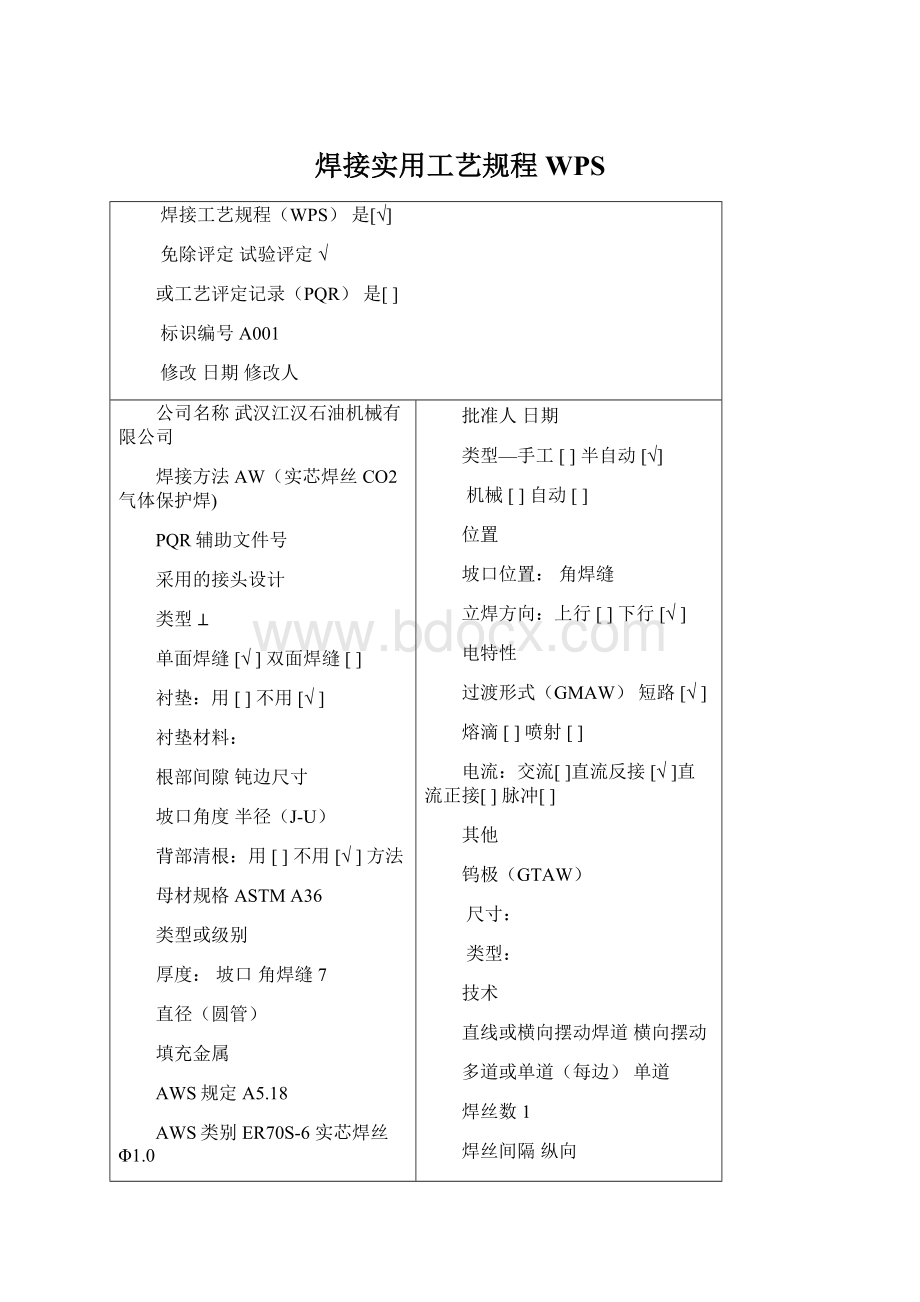
根部间隙钝边尺寸
坡口角度半径(J-U)
背部清根:
用[]不用[√]方法
母材规格ASTMA36
类型或级别
厚度:
坡口角焊缝7
直径(圆管)
填充金属
AWS规定A5.18
AWS类别ER70S-6实芯焊丝Φ1.0
保护
焊剂气体CO2
组分
焊丝-焊剂(等级)流率15-20L/min
气体喷嘴尺寸20mm
预热
预热温度,最低
道间温度,最低
批准人日期
类型—手工[]半自动[√]
机械[]自动[]
位置
坡口位置:
角焊缝
立焊方向:
上行[]下行[√]
电特性
过渡形式(GMAW)短路[√]
熔滴[]喷射[]
电流:
交流[]直流反接[√]直流正接[]脉冲[]
其他
钨极(GTAW)
尺寸:
类型:
技术
直线或横向摆动焊道横向摆动
多道或单道(每边)单道
焊丝数1
焊丝间隔纵向
横向
角度
导电嘴到工件距离20mm
锤击√
道间清理√
焊后热处理
温度
时间
焊接工艺
焊道或
焊层
方法
电流
伏特
焊接速度
接头详图
等级
直径
类型和极性
安培数或送丝速度
1
2
GMAW
Ф1.0
直流反接
200~240A
25-27
35-45m/h
焊接工艺规程(WPS)是[√]
标识编号A002
焊接方法FCAW(药芯焊丝CO2气体保护焊)
PQR辅助文件号B002
单面焊缝[]双面焊缝[√]
母材规格矩形管140×
80×
8/Q345A
70×
5/Q345A
AWS规定
AWS类别E501T-1药芯焊丝Φ1.2
焊丝-焊剂(等级)流率8-13L/min
上行[]下行[]
过渡形式(GMAW)短路[]
熔滴[√]喷射[]
交流[]直流反接[]直流正接[√]脉冲[]
道间清理√
FCAW
Ф1.2
直流正接
30-32
10-12m/h
标识编号A003
焊接方法SMAW
PQR辅助文件号B003
母材规格Φ140/45圆钢Φ168×
22圆管/20
AWS类别J507Φ3.2焊条
焊剂气体
焊丝-焊剂(等级)流率
气体喷嘴尺寸
预热温度,最低350-400℃
类型—手工[√]半自动[]
交流[]直流反接[]直流正接[]脉冲[]
导电嘴到工件距离
SMAW
Ф3.2
直流
120~140A
18-22
5-8m/h
标识编号A004
PQR辅助文件号B004
母材规格Φ120/45圆钢t10板/Q235B
坡口角焊缝6-7
标识编号A005
PQR辅助文件号B005
母材规格U71Mn导轨t20板/Q235A
坡口角焊缝6-7
预热温度,最低350-400℃
标识编号A006
PQR辅助文件号B006
母材规格圆管Φ159×
10/Q245At10板/Q235B
熔滴[√]喷射[]
标识编号A007
PQR辅助文件号B007
母材规格t10板/Q235Bt10板/Q235B
标识编号A008
PQR辅助文件号B008
母材规格t20板/Q235Bt10板/Q235B
标识编号A009
PQR辅助文件号B009
母材规格t25板/Q235Bt10板/Q235B
标识编号A010
PQR辅助文件号B010
母材规格t20板/Q235Bt30板/Q235B
免除评定√试验评定
标识编号A011
焊接方法FCAW(实芯焊丝CO2气体保护焊)
PQR辅助文件号B011
母材规格厚度〈10/Q235A板材,圆管等型材
坡口角焊缝4-5
AWS类别ER50-6实芯焊丝Φ1.2
180~200A
24-28
 升级会员
升级会员 