起重机论文资料文档格式.docx
《起重机论文资料文档格式.docx》由会员分享,可在线阅读,更多相关《起重机论文资料文档格式.docx(8页珍藏版)》请在冰豆网上搜索。
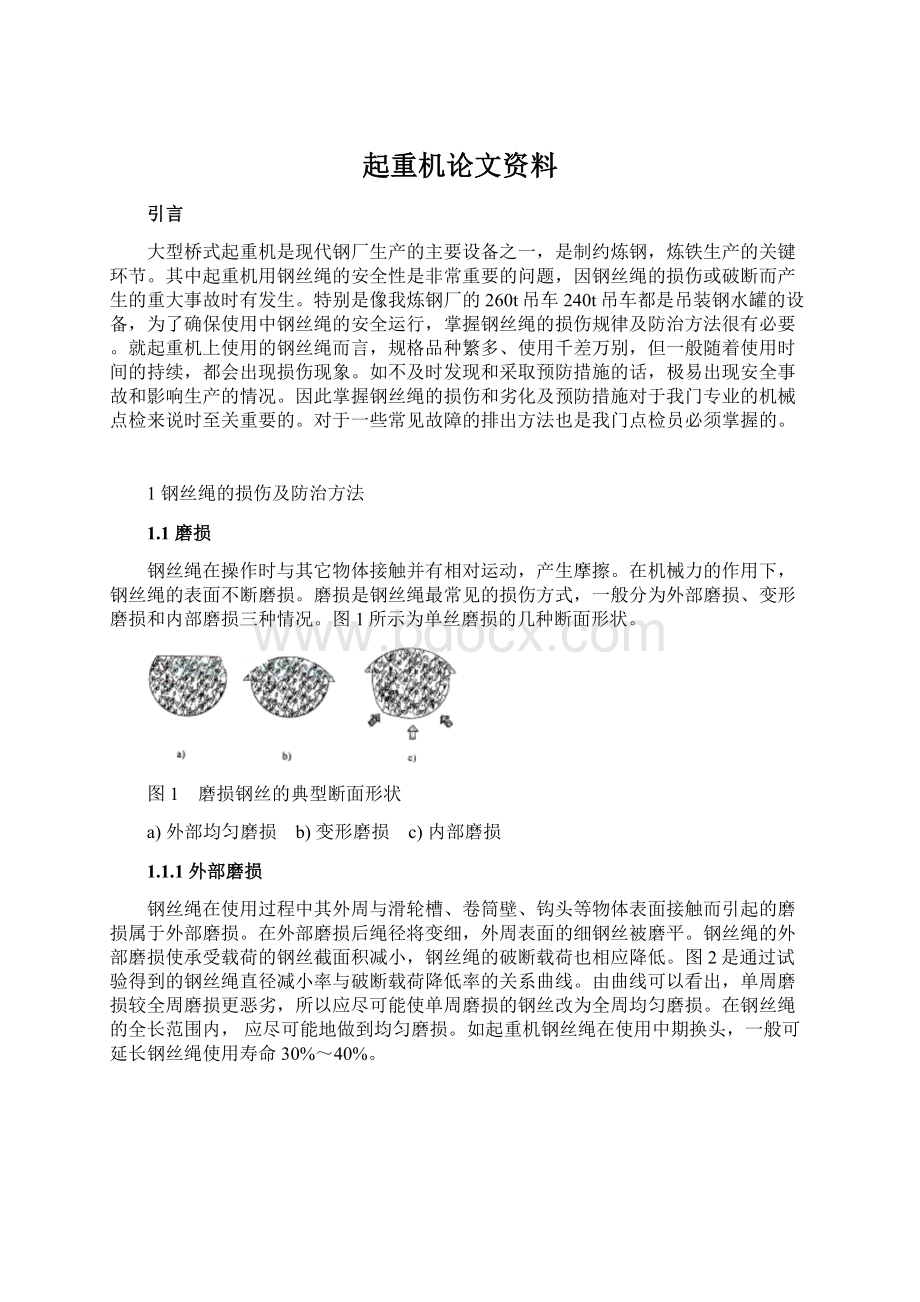
在外部磨损后绳径将变细,外周表面的细钢丝被磨平。
钢丝绳的外部磨损使承受载荷的钢丝截面积减小,钢丝绳的破断载荷也相应降低。
图2是通过试验得到的钢丝绳直径减小率与破断载荷降低率的关系曲线。
由曲线可以看出,单周磨损较全周磨损更恶劣,所以应尽可能使单周磨损的钢丝改为全周均匀磨损。
在钢丝绳的全长范围内,应尽可能地做到均匀磨损。
如起重机钢丝绳在使用中期换头,一般可延长钢丝绳使用寿命30%~40%。
图2 钢丝绳直径减小率与破断载荷降低率的关系曲线
1.1.2变形磨损
由于振动、碰撞造成的钢丝绳表面撞损,叫做变形磨损,这是一种局部磨损现象。
如卷筒表面的钢丝绳受到其它物体的撞击,起重机起升钢丝绳相互打缠,或者由于滑轮与卷筒中心偏斜而产生的咬绳现象,都会使钢丝绳产生变形磨损。
如把磨损后的表面细钢丝剖开,变形磨损和外部磨损的区别如图1所示。
这种变形磨损因局部挤压而变形,其钢丝横断面在挤压处向两旁伸展成翅形。
从外表看,钢丝宽度扩展,虽钢丝绳截面积减小不多,但局部挤压处的钢丝表面材质硬化了,极易断丝。
1.1.3内部磨损
在使用过程中,钢丝绳经过卷筒或滑轮时所承受的全部负荷压在钢丝绳的一侧,各根细钢丝的曲率半径不可能完全相同。
同时,由于钢丝绳的弯曲,钢丝绳内部各根细钢丝就会相互产生作用力并且产生滑移,这时股与股之间接触应力增大,使相邻股间的钢丝产生局部压痕深凹。
当反复循环拉伸弯曲时,在深凹处则产生应力集中而被折断,构成了内部磨损。
通常细钢丝表面的压力与钢丝绳的压力成正比,在张力相同情况下,由于受压面积不同,单位面积承受的压力也不同。
从表面受压磨损来看,采用线接触钢丝绳比采用点接触钢丝绳有利,采用面接触钢丝绳比采用线接触钢丝绳更有利。
此外,钢丝绳的弯曲程度、运动速度,对钢丝绳的内部磨损均有影响。
很明显,选择线接触或者面接触类型的钢丝绳是减少内部磨损的有效途径。
1.2疲劳
钢丝绳在使用过程中主要承受弯曲疲劳和拉伸、扭曲、振动引起的疲劳。
1.2.1 弯曲疲劳
钢丝绳重复通过滑轮或卷筒中挠上挠下,无数次的弯曲,容易使钢丝产生疲劳,韧性下降,最终导致断丝。
而疲劳断丝出现在股的弯曲程度最厉害的一侧外层钢丝上。
通常情况下,疲劳断丝的出现意味着钢丝绳已经接近使用后期。
试验表明,钢丝绳的弯曲疲劳寿命与D/d比值(即卷筒直径D与钢丝绳直径d的比值)、安全系数和钢丝绳结构均有密切的关系。
1.2.2拉伸、扭曲和振动引起的疲劳
起重机钢丝绳在起动和制动的始末,捆扎钢丝绳在承受载荷的前后,变化的拉伸应力会引起金属疲劳。
此外,钢丝绳经常受到扭曲和振动也是产生疲劳的原因。
疲劳损伤的原理是在变应力的作用下,细钢丝表面首先由于各种滑移形成初始裂纹,然后裂纹尖端在切应力的作用下反复塑性变形,使裂纹扩展直至断裂。
其疲劳引起的断丝一般断口平齐,多半出现在表层钢丝上,它们很有规律。
1.2.3 防止钢丝绳疲劳损伤的途径
1)在条件许可的情况下,应尽可能使卷筒和滑轮的直径加大。
2)在安排滑轮布局时,应尽量避免使钢丝绳反向弯曲,如图3所示。
试验数据表明,反向弯曲的破坏约为同向弯曲的2倍。
图3 正确的滑轮布局
3)尽可能选择结构好的钢丝绳,如瓦林吞,西卢或填充型等线接触钢丝绳。
使用这些钢丝绳能成倍地提高使用寿命。
1.3 锈蚀
钢丝绳一般在露天使用,日晒雨淋会使钢丝绳腐蚀,尤其是在有害气体与恶劣环境下使用的钢丝绳,腐蚀造成的损伤就更严重。
因腐蚀而受损的钢丝绳表面存在氧亲和性的差异,使表面的某一局部金属成为阳极,另一邻近的局部金属成为阴极,形成了大量的小电池。
在小电池的作用下,表面便形成很多圆形腐蚀坑,并逐步加深。
这些坑就成了应力集中点、疲劳裂纹的源泉。
与此同时,腐蚀使钢丝绳的截面积减小、弹性和承受冲击的能力降低。
防止钢丝绳锈蚀损伤的方法有两种,一种是勤涂油,对于经常处于运动状态的钢丝绳涂油是必不可少的。
新钢丝绳麻芯一般含有12%~15%的油脂,而报废的钢丝绳在损耗最大的部位仅含2.4%的油脂,在同一根钢丝绳的绳端,即使没有经过滑轮也仍含有12.7%~14.5%的油脂。
试验表明,涂油钢丝绳在试验后期发生的断丝约为不涂油的半数。
一根钢丝绳最初的含油量只能维持寿命的40%,其后如不加油则断丝急剧增加。
二是对使用环境恶劣、相对运动较少的钢丝绳可选择镀锌、镀铝等特种钢丝绳。
这些钢丝绳暴露在大气中的镀锌或镀铝表面会形成氢氧化锌和氢氧化铝薄膜,能有效地防止钢丝绳的腐蚀。
1.4 变形
很多断绳事故是因为钢丝绳事先受到过变形损伤而没有引起人们的足够重现,结果酿成大祸。
变形的主要原因有以下几种:
1.4.1 外伤
在操作过程中,钢丝绳与其它设备不正常的接触容易造成外伤。
最明显的外伤是钢丝绳在滑轮里滑槽,在卷筒上跳出挡板,结果常常使几十米乃至数百米的钢丝绳因为局部轧坏而报废。
防止钢丝绳外伤的关键在于完善起重机设备。
滑轮应设置可靠的防滑槽挡圈,挡圈与滑轮外圈的间隙不大于钢丝绳直径的1/5。
卷筒上的钢丝绳不能松弛太多,以防绳圈跳出挡板在缠紧时轧坏。
1.4.2 压溃
钢丝绳在卷筒上卷乱后容易产生压溃现象。
钢丝绳在卷筒上卷乱时,相互倾轧,在操作时会发出“轧吱轧吱”的声响。
由压溃造成的钢丝绳损伤会在局部迅速出现断丝与压扁的痕迹。
防止的措施是应按设计规范选择滑轮与卷筒的偏角,必要时可在起升机构中设置排绳器或者压绳装置,防止钢丝绳出现卷乱现象。
1.4.3 扭结
钢丝绳在局部扭曲后产生的永久变形叫做钢丝绳扭结。
扭曲的方向与钢丝绳旋向一致的称为正扭结,反之称为负扭结。
普通钢丝绳带有自转性,如果绳股的端部不加捆扎便施加张力,则绳股会向倒捻方向旋转,这是造成钢丝绳扭结的内在因素。
钢丝绳在扭结后,经过多次起吊受载,也只有局部绳芯外露,一般没有断丝现象。
但试验表明,钢丝绳在扭结损伤后强度将显著降低。
正扭结的强度只有原强度的60%~80%,负扭结的强度还不到原强度的50%。
严重时强度将降低到只有原来的10%~20%。
防止钢丝绳扭结可采取以下措施:
1)在重要的起重设备上选用不旋转钢丝绳。
2)在钢丝绳的自由端设置转子(也称防转装置)。
3)加强操作人员工作责任心,发现扭结迹象立即停止操作,释放还原。
1.5 过载
钢丝绳随着载荷的增加会有微量的伸长,当载荷超过弹性极限时,钢丝绳就可能断裂。
通常把钢丝绳承受的静载荷控制在破断载荷的1/10~1/5,叫作安全负荷。
安全负荷表示的是钢丝绳允许承受的额定静负荷。
但钢丝绳实际上往往处于运动状态,钢丝绳在工作时除了要承受货物、吊物、自重等静载荷外,还要受到因加速度和冲击引起的动载荷,因弯曲引起的附加载荷,因摩擦引起的阻力载荷等等。
由此可见,当除了静载荷以外的其它载荷增多时,实际的安全系数就降低了,钢丝绳往往由此而引起过载。
因过载而破断的钢丝绳,其断口呈松散状,6股的钢丝绳断口位置大多数不在一起,绳芯外露,这是钢丝绳因过载而断裂的特征。
过载的钢丝绳即使不发生断裂事故,也会大大地缩短使用寿命。
图4是由试验得到的安全系数与钢丝绳寿命的关系曲线,从图中可见安全系数降低将导致钢丝绳使用寿命急剧下降。
图4 安全系数与钢丝绳寿命关系
为了防止钢丝绳过载,应采取以下措施:
1)正确选用安全系数,力求减少静载荷以外的其他载荷对钢丝绳的影响。
如弯曲载荷可以通过加大滑轮和卷筒直径来减小,动载荷可以通过提高起重机司机的操作水平、改进起重机性能来减少,摩擦阻力可以通过调整滑轮槽的形状及补充润滑油来减少等等。
2)严格遵守安全操作规程,杜绝人为的超负荷现象。
3)在起重机上安装负荷指示器、或超负荷限制器、或报警器,消除过载现象。
1.6其它
除了上述5种钢丝绳的基本损伤类型外,还有高温幅射等因素也会使钢丝绳造成损伤。
但总的来看,钢丝绳的损伤一般是有规律的,关键在于我们如何去进一步认识这些规律,从而找出有效的防止方法,尽量延长钢丝绳的使用寿命。
2常见的机械故障的排除方法
2.1吊钩
故障情况:
吊钩断裂及变形。
原因:
吊钩有疲劳裂纹;
磨损过限;
材质有问题;
超载。
消除方法:
更换。
2.2滑轮组
第一种故障
滑轮不能转动。
心轴、轴承损坏。
更换轴或轴承,使其润滑良好。
第二种故障
滑轮损坏。
磨损过限或碰撞。
更换
2.3卷筒组
有裂纹。
磨损过限、超载或原制作隐患。
2.4联轴器
冲击运动。
联接螺栓孔磨损。
机构跳动;
原螺栓配合有间隙。
加工孔或更换螺栓。
第三种故障
键槽磨损。
键配合有间隙。
焊接磨光原损坏键槽,并与旧键槽旋转90度重新洗槽,但不允许修复提升机构,键配合可靠。
2.5减速机及齿轮副
齿断裂,齿点蚀、齿磨损、齿胶合。
过载、疲劳、润滑不良。
更换齿轮、防止过载,提高齿面光洁度、硬度及时更换润滑油。
齿面朔性变形。
低速重载,齿面较软。
挫光棱脊,提高润滑油粘度,更换硬度较高的齿轮。
键损坏,齿轮在轴上转动。
克断键。
更换齿轮、轴、键,配合牢固。
第四种故障
噪音及撞击声。
主要决定于加工精度和装配精度;
装配后未加油;
齿轮有疤;
齿顶啃齿根,噪音均匀;
齿斜角不正或装配歪斜,不均匀噪音。
装配后未加油的及时补加润滑油;
齿轮有疤的用挫或油石磨掉;
齿顶啃齿根,噪音均匀的将齿顶的尖角用细挫倒钝;
齿斜角不正或装配歪斜,不均匀噪音的齿轮做调整或更换。
第五种故障
安装轴承部位外壳发热。
轴承损坏或轴承外圈与箱体发生相对运动。
更换轴承、更换减速机箱体。
第六种故障
润滑油沿剖面流出;
减速机在桥架上振动、串动。
结合面不平或装配时没有密封好;
地脚螺栓松动,地脚设有挡铁,传动轴与减速机轴联接不同心。
更换减速机箱体或刮平机盖、机座平面,更换密封材料,扭紧螺栓;
扭紧螺栓,地脚设挡铁;
调整同心度,达到要求。
2.6车轮组
运行始终向一个方向啃道。
车轮水平偏斜超差和两个主动或被动轮,偏斜方向未达到相反的可能性最大。
重新调整,达到安装要求。
往返行驶中,啃道方向相反。
两台电动机或制动器不同步。
更换两转数一样的电机、调整两制动器制动力距一致。
只在某一段行程上啃道。
轨道安装有问题。
调整轨道轨距和两轨道高低差,符合要求。
全程啃外缘或内缘。
车轮或轨道跨距有问题。
消除方法:
检查调整跨距偏差在正负5mm之间。
主动车轮打滑
车轮滚动面不在同一平面上;
轨道上有油污;
轨道面在高低方向有波浪或在同截面上两轨道高低差超差;
制动过猛。
车轮滚动面不在同一平面上时在角轴承座处加垫调整;
轨道上有油污时清除油污、撒细沙;
轨道面在高低方向有波浪或在同截面上两轨道高低差超差时需调整轨道;
制动过猛时要调整制动力矩。
2.7滚动轴承
轴承温度超过规定温度。
缺润滑油;
轴承油污垢。
添加润滑油、清洗轴承换油。
工作时轴承响声大。
装配不良使轴承部件卡住;
轴承部件损坏。
检查轴承安装的正确性,并进行调整;
更换轴承。
参考文献:
1.成大先《机械设计手册》,化学工业出版社2004年1月
2.陈后宋《现代工业设备管理》,浙江科学技术出版社1985年2月
3.成大先《机械设计手册》,化学工业出版社2004年1月
 升级会员
升级会员 