精品邹城一中 天文爱好者系列之 星空观测7自制天文望远镜Word格式文档下载.docx
《精品邹城一中 天文爱好者系列之 星空观测7自制天文望远镜Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《精品邹城一中 天文爱好者系列之 星空观测7自制天文望远镜Word格式文档下载.docx(104页珍藏版)》请在冰豆网上搜索。
所以在高倍看行星表面精细部份时便显出不容易了。
3.主镜变形
温度变化和机械因素,使主镜变形,焦点也跟改变,形成球面差,球面差就是主镜旁边缘和近光轴的平行光线聚焦于不同地方,但小口径镜不成问题。
4。
镀上主镜表面的铝或银,受空气污染影响,要半年再镀一次。
不过一块良好的真空电镀镜面可维持数年之久。
折射望远镜由二块透镜组成,总共要磨四边光学面,反射望远镜只需要磨一边光学面,所以制造反射式望远镜花费较少时间。
技术精良的话,一副自制的六吋口径反射望远镜质素随时超过市面出售的三吋折射望远镜。
至于选择何种类形的望远镜则视乎个别天文爱好者的需要和喜爱而定。
通常一枝四吋以下的折射望远镜已足够作普通观测研究的用途。
若果兴趣是观察行星或双星,便应该设计八吋口径而放大倍数高的反射望远镜,因为如此大口径的折射镜十分难制造,价钱非常昂贵,而且又非常笨重.
从经济和难度考虑,初学者最适宜自制反射式望远镜.
1.3反射望远镜的设计
反射望远镜有数种设计,现在只谈谈结构简单的牛顿式。
牛顿式望远镜最主要的结构是一块镀上反射物质的球面或抛物面玻璃。
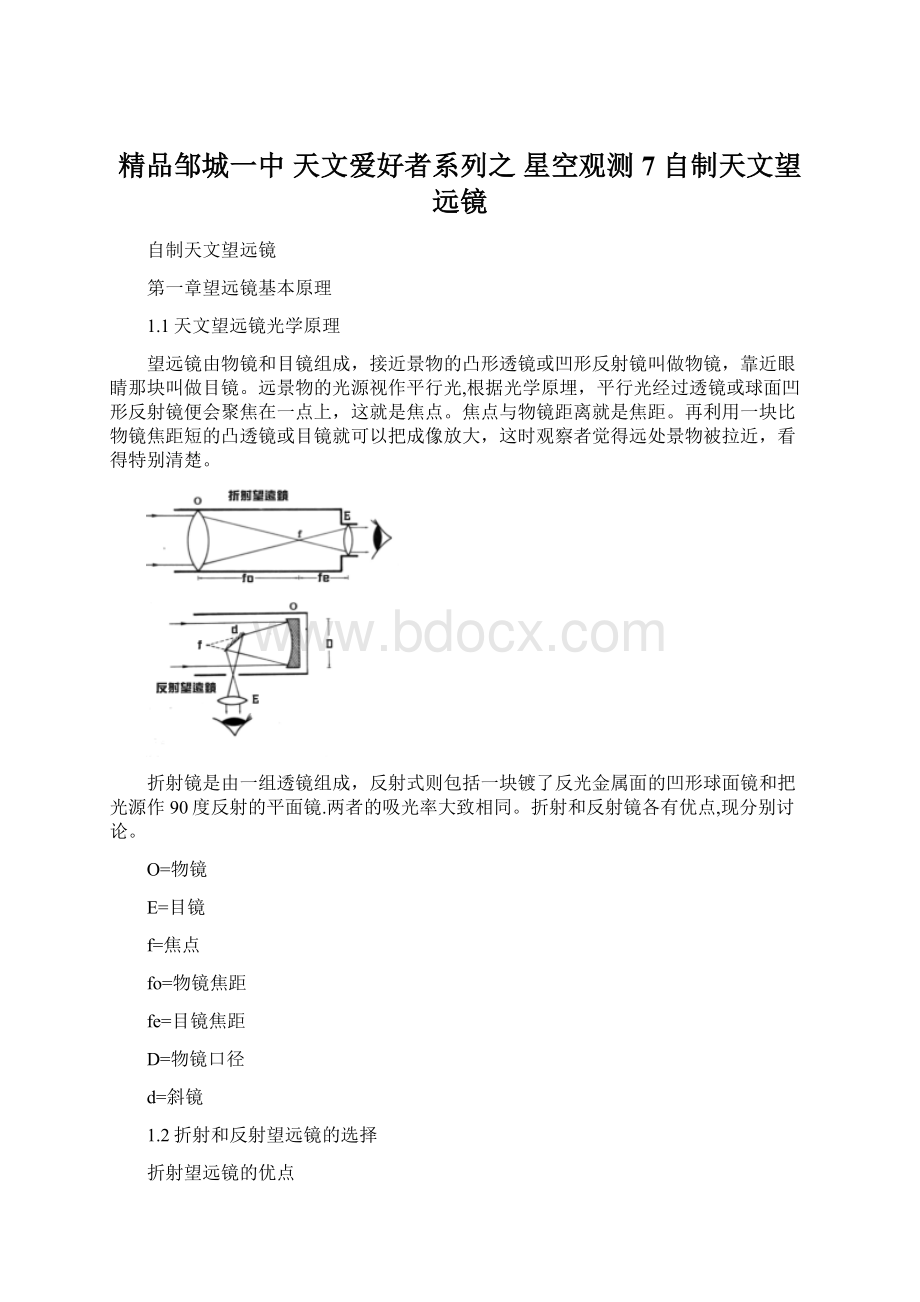
球面镜作用是把星星来的平行光反射聚焦一点,然后靠一块细小光学平面镜放置于焦点前,把光作90度角的反射至望远镜筒的边缘,再由一块凸透镜将形像放大,便获得普通望远镜应有之效果。
不过球面镜中心和旁边的反射角不同,故此成像并不完全聚焦于同一点上,而形成球面差;
但抛物面郄可矫正这缺点,使离开光轴较远的光线也可以同时聚于焦点上,因此实际上牛顿式望远镜主镜乃抛物线面。
放大倍数
望远镜的放大倍数是物镜和目镜焦距之比。
即物镜焦距愈长,放大倍率愈高;
目镜焦距愈短,放大倍率愈高。
放大率亦可以量度入射瞳孔和出射瞳孔的直径求得,入射瞳孔通常即望远镜物镜直径.
放大倍数愈低,影像愈清晰,最宜观测暗星云。
放大率高则可用来看行星表面的微细结构,但亮度很弱。
每枝望远镜的最高有效放大倍数是物镜直径的50倍。
例如六吋口径望远镜便可放大到300倍。
虽然天文望远镜的物镜焦距是不能改变的,但望远镜放大倍数则不是固定的,它可以通过变换目镜焦距的方式而获得不同的倍率.但目镜制造困难,多数购自光学商店,业余制镜者只自制主镜部份。
1吋=25.4毫米(mm)
焦比(FocalRatio)
望远镜放大倍数不能无限制的增加,即目镜不能太短;
最短约四毫米,主镜焦距亦不能太长,究竟焦距长度如何决定呢?
通常焦距和物镜直径的比例不能超过一个数值,它们的比值称为焦比,焦比是用来表示望远镜的特性的指针,焦比即照相机上的光圈,焦比值多数定于2.5和11之间。
例如六吋望远镜焦距最长可达66吋,最短是15吋。
焦比的限制是和望远镜的曲率有关,焦比大,球面和抛物面值相差不远,主镜磨成球面便行.但焦比太大,镜筒便会很长,搬运不方便,脚架制作也不容易。
焦比短,球面主镜便不能把平行光聚于一点,形成球面差,那时要将球面修改成抛物面就颇费功夫。
另一方面,照相曝光时间和焦比的平方成正比,所以焦比值越小曝光时间越短,拍摄暗星体时便很有用,故多用作观测或拍摄星云、星团。
焦比大,焦距长度增加,放大倍率高,故此多用作观测行星。
集光本领(LightGatheringPower)
望远镜口径愈大,集光力愈强,可以看见星星的数目亦增加,集光力是望远镜收集光线比眼睛强多少倍的意思.集光本领乃望远镜物镜直径平方和瞳孔直径平方之比。
人的瞳孔,日间受光影响,故收缩,晚上则尽量扩大,直径伸缩由四毫米至八毫米,平均值是七毫米。
望远镜比肉眼大上许多倍,以一枝150毫米即六吋口径反射镜来计算,就比肉眼看东西明亮495倍。
当然望远镜口径大还可以观察到更加暗的星星,口径和星等的关系如右.
人的瞳孔是固定的,所以要增加集光本领就唯有向物镜直径打主意,造一枝大口径望远镜。
但大口径镜的球面和抛物面值相差颇大,一定要磨成抛物面,初学者未掌握好磨镜技术的话,应该以小口径开始。
另外大口径望远镜又必须做一座重型精密、稳定性高的脚架,否则在调校光轴,对准星体时就会出现困难。
而机械制作所花的时间可能远比磨镜还多,这样可令至初学者兴趣慢慢减低。
而搬运如此重的装备往郊外观测也很成问题.经历数次辛劳后,望远镜可能被放置在屋角去渡其晚年.
分辨本领(ResolvingPower)
集光本领,放大倍数并不能表达望远镜的质素,望远镜质地取决于它的分辨本领,它就是分开两颗很相近的双星的最高能力。
分辨力高,星像清晰的六吋镜会远比只得集光力强的大口径十吋镜实用得多.天文观察要求光学质素最高,若大口径镜只看见模糊的星像,用处就不大,只可用来看看风景吧!
英国业余天文学家杜氏(Dawes)根据观测双星的经验,计算出望远镜口径的最高分辨能力,这就是著名的杜氏极限(Dawes'
Limit)。
六吋口径望远镜,分辨本领最高是0。
76弧秒,虽然因星空观察受大气流动影响,而会使分辨本领降至一弧秒,但已经比肉眼只可分辨两颗距离一弧分以上双星的能力要大上六十倍。
以天文爱好者的需要和能力来决定,初学者最适宜自制一枝六吋口径,48吋焦距,焦比是八的牛顿式望远镜,因为主镜只需要磨成一个球面,镜筒短,脚架制造比较容易.若喜欢轻巧和方便携带的可造一枝120毫米口径,720毫米焦距,即f/6的望远镜。
直径
分辨本领
吋
毫米
弧秒
2.5
63
1.82
3
76
52
4
100
14
6
150
0.76
8
200
0.57
10
250
0。
46
12
300
0.38
350
33
16
400
0.29
18
450
25
20
500
23
第二章磨镜材料与工具
1应用材料
a。
厚玻璃两块
主镜和工具板厚玻璃板两块。
标准主镜厚度大约是直径的六分一,工具板比较薄,约八分一。
但为了经济原因和容易购买,主镜厚度会减低至直径之八分一。
以六吋主镜来说,我只用3/4吋厚的玻璃,而工具板则用半吋厚便算了。
厚身玻璃可以防止主镜镜面因温度改变而影响曲率半径。
主镜最好选用优质而膨胀系数少的派勒斯(Pyrex)
玻璃,膨胀系数就是物质因温度改变而影响其长度的数值。
系数愈小,温度变化对玻璃影响则愈细。
派勒斯玻璃另一优点就是已经过热软化而令其内部应力减少,避免了玻璃因温度改变而变形。
派勒斯玻璃要向外国订购,价钱昂贵,普通天文爱好者多采购自拆旧船窗门的玻璃,虽然膨胀系数大一些,但郄已受热软化处理。
最方便的就是往玻璃店购买,普通未经热软化处理的蓝色玻璃.
一块8吋直径六分厚的普通蓝玻璃约港币100元(2000年).
b.磨砂
磨砂主要有两种,黑色的碳化硅(SiliconCarbide)和白色的氧化铝(AluminumOxide)。
碳化硅即常用的金钢砂(Carborundum),体积大小依编号排列,号数小颗粒粗,编号表示每一吋可排列金钢砂粒之数目,例如80号即一吋内可并排80颗金钢砂。
不过220号以上的已成粉末状,要利用其浮在水中时间长短的方法分辨.普通多选用六种金钢砂,80、120、220、320、600和1200号等。
当金钢砂缺少某一编号存货时,可以用别一号代替。
c。
抛光粉
抛光粉有红色的氧化铁,俗称光学红粉,和白色的氧化锶(CeriumOxide).磨砂和抛光粉可往专出售光学磨料的商店采购,份量约六安士。
(一磅=16安士或454克)
d.沥青
沥青一磅,五金店有售。
沥青有两种类,一种是水沥青,室温下呈液体状,是用来修补屋顶,另一种在室温下呈固态,这种沥青才合用。
e。
松节油
松节油和松香少量,约四安土。
五金店或化工原料行有售.以上材料,美国天文仪器公司有套装出售,六吋直径玻璃连磨镜材料约港币三百元(1982年).
2工具
工作台
工作台是用来固定玻璃,要找一张结实而高度适合磨镜者的台或高椅子,或用万能角铁自制,工作台下半部还要加上重物避免大力工作时产生震荡而摇摆不定。
b。
面盆一只。
磨刀石。
f。
放大镜
普通短焦距的小型放大镜,或望远镜目镜,例如篮斯登(Ramsden)和凯尔纳式(Kellner)才合用。
3测焦距工具
佛科试镜器结构很简单,包括一个灯箱和一个可以作两个方向移动的刀片座。
灯箱由一颗电灯泡供应光源,光线从灯箱中间小孔透射出来。
刀片架附设有一块刀片,该架设计至可前后移动,并且可以微调至1/100吋。
再说回来,光源箱的孔宽1/250吋,可利用针刺孔于簿铝纸上,随后用胶纸贴在已开了1/8吋孔的灯箱前.除点光源外,还有裂隙光源,亮度比较强。
制造裂隙方法是用两片刀片并列于灯箱孔前,孔的直径阔3/8吋,裂隙相距1/50吋.若果光源用光身灯泡的便要用一块磨砂腊纸盖者灯箱孔,以便产生均匀的散射光线。
主镜直径(吋)
主镜厚度(吋)
工具板厚度(吋)
2/3
1/2
1
5/8
13/8
13/4
11/4
2
编号
代用编号
份量(磅)
80
60
120
1/4
220
280
320
1/8
600
1200
-—-—-
1/16
简单的灯箱电源,由两颗1.5V干电池,配上2.2V的小电灯泡组成,再加上按钮式开关掣。
精密的佛科试镜器可以参考其它书籍。
简单佛科试镜器
第三章磨镜基本方法
1磨镜手法
主镜在工具板上移动的方式有数种,各有不同的用途,最常用的有下列四款。
弦线手法(ChordalStroke)
方法:
主镜中心以弦线轨迹在工具板边移动。
用途:
粗磨时用。
优点:
很容易把主镜中心玻璃磨去。
适合有经验的磨镜者用于要磨去大量玻璃的粗磨阶段.
缺点:
弦线太短时,磨去的位置会产生一个又小又深的洞,主镜会产生双曲面现象,主镜和工具板都互不吻合.所以在粗磨成形后阶段必需逐步把弦线移向工具板中心,主镜的洞才渐渐扩散至边缘。
初学者应避免用弦线手法,免得日后又要花时间修正镜面。
正心手法(DiametralStroke)
方法:
主镜中心在工具板直径上成直线运动.
粗磨或幼磨时用.
优点:
较平均地磨去表面的玻璃,磨制出比较可靠的球面形镜。
最适合初学者,因为正心手法是最安全的磨镜方法,并不会造成严重的错误.延长或缩短主镜运动的距离,可分别达至加深或减少弯曲率的功效。
长时间采用正心磨法,镜面会产生环形区(Zones)现象。
磨去玻璃的速度比弦线手法慢很多。
2磨程
磨程就是主镜中心在工具板上移动的总距离和主镜直径之比。
主镜中心移动距离
磨程
=
——--—-—------——--——--——-—
主镜直径
L/D
全磨
主镜走的距离是主镜的直径。
能把主镜迅速磨成所需的曲率。
L/D=1
b.半磨
主镜走的距离是主镜的半径。
用途:
幼磨时用.L/D=1/2
1/3磨
主镜走的距离是主镜直径的三分之一。
L/D=1/3
幼磨后阶段用。
祇有限度地改变曲面深度,但镜面非常接近球面.是最理想的磨程。
例如:
六吋镜1/3磨程:
磨程(L)
1/3x6吋
2吋
这样磨镜时,主镜便是向前推
动一吋,跟再向后推动一吋。
离心手法(WStroke)
主镜中心不常常经过工具版中心,而以W字形移动.
幼磨和抛光时用.
比正心手法更快的磨镜方法,磨出更良好而没有散光的球面.改变W形在中央和边缘部份的频率便可改变镜面曲率。
圓形手法(EllipticalStroke)
主鏡以圓形或蛋形軌跡移動。
抛光矫正时用。
磨去不规则的玻璃面,环形区等。
缺点:
不容易学习和掌握的技术。
若在粗磨或幼磨阶段用,则容易产生不规则形镜面,初学者最好不采用。
六吋镜1/3磨程
正心
离心
磨程和镜面弯度关系:
短磨程:
以正常磨法,主镜在上,工具板在下,主镜边缘磨去的玻璃便快些,但镜面曲率变更郄很少.
长磨程:
主镜中心部份磨蚀力强,加深镜面弯曲度.
3基本磨镜动作
镜面能磨成球面形状完全系于《平均定理》即镜面每一部份都有机会磨去同等份量的玻璃。
为了要保持镜面的对称以避免散光现象,主镜要经常转动,工具板或磨镜者亦要作相对的运动。
基本磨镜动作三步骤
磨镜运动周期
主镜转动八次(45度),磨镜者行走六次(60度)
●磨镜移动方向
主镜和磨镜者转动方向是相反的,即主镜逆时针方向转动一角度,磨镜者朝顺时针方向绕行一定角度。
两者移动的角度是不相同的。
主镜约前后磨动十次便转动一下.通常主镜转动六次(60度),磨镜者行走八次(45度).那么镜板和转动者要经过24次才会重新和原来起点会合.经过数次会合后可转动工具板至另一方向,以满足平均原则。
工作台绘上等距线
主镜起点地方可用胶布或涂改液画一粗线作记号。
等距线可绘在工作台上,分别代表主镜和磨镜者移动角度。
工作台画上等距线只是辅助初学者而已,一旦工作展开,每人便有自己的工作习惯,磨镜形式,墨守成法者磨出的镜面可能有散光现象.磨程略有长短,角度稍有大细,主镜和工具板相隔一定时间上下更换位置,根据平均原理,经过数百次的磨动后,磨成的镜面更近似球面.
4玻璃曲面是怎样形成的
为什么两块玻璃互相摩擦一段时间后,便变成一块凹一块凸的呢?
这是基于两个因素,压力和接触时间.
a.压力
在磨制时,主镜放在上面,工具板放在下面,
中间放置金钢砂。
这样金钢砂又硬又尖锐的角就可以磨去接触面的玻璃。
在每一个磨程的尽头,金钢砂的磨蚀力便增加,因为在上面的主镜部份离开工具板边成悬空状态,主镜中央部份和工具板边旁的压力便相应增加。
所以经过一段时间,主镜中心玻璃和工具板边玻璃磨蚀较快,上面的主镜便形成凹面形,下面的工具板则成凸面形.
接触时间
其次就是主镜中央部份(C)经常和工具板接触,因此中心磨去玻璃的量较边缘多。
向前移动时,C和B经常接触工具板
向后移动时,C和A经常接触工具板
5磨镜前的准备工作
a.磨边
未正式动工前,先用磨刀石把
主镜和工具板边缘磨成阔约1/8
吋(3mm)的45度斜角,避免磨
镜时玻璃屑脱落而磨花主镜,
而且尖锐的玻璃边更会把手指割损.
固定工具板
利用三角形木栓把工具板固定在工作上.固定玻璃的三块小木各相距120度,木块要比玻璃块矮。
金钢砂
磨镜手法
时间
测距方法
焦距
备注
日期
磨镜
80号
弦线
压力=最大
全
3小时
曲率深度
-——>
铁尺
S=0.065”
边1/4”未磨
*要改用正心磨法
6/11/77
黄隆
120号
20分
电筒加生油
R=56"
边1/8"
未磨
"
”
1/3
灯箱加生油
R=45"
边3/32"
未磨,工具板,主镜不吻合,焦距太短
*掉换上下位置,减少压力
d。
磨镜计划
磨制望远镜分粗磨幼磨和抛光等三个阶段,每种步骤所采用的金钢砂份量,主镜推动频率,磨镜手法和磨程长短亦有很大分别,现列表说明。
此表祇为初学者而设,在掌握到技术后,便应该创立自己的一套。
金钢砂编号
每次份量
每次磨时间(分钟)
加砂次数
推动频率
磨镜时间(小时)
粗磨
80成形
80均匀
半茶匙
1--—〉2
3-——〉4
20--->
30
15-——>
幼磨
5
12-——〉15
60——->
8-——>
正心,W
5——-〉10
6——->
W
5--—〉10
6---〉10
1/20
6-—-〉10
抛光
适量
30——->
60—--〉80
1/6
40——-〉50
e.磨量
未开始动手磨镜时先计算好每一号砂应该要磨至的焦距,列表后,这样在磨制过程中可省郄很多时间,养成一种好习惯,就是每逢做一件事都有计划.焦距和镜面深度(Sagitta)可由下列公式求得。
镜面深度
预计磨量表
磨量表A(6吋主镜,48吋焦距)
曲率半径
代入公式
深度(吋)
相差值(吋)
由
至
132
9/264
0.0341
1/30
110
9/220
0409
1/125
9/200
0.0450
1/250
98
9/196
0.0459
1/1000
97
9/194
0.0464
1/2000
96
9/192
0.0469
磨量表B(12cm主镜,72cm焦距)
深度(cm)
相差值(cm)
198
36/396
0.091
091
165
36/330
0.109
0.018
36/300
011
147
36/294
0.122
002
145。
36/291
124
144
36/288
0.125
0.001
第四章主镜的磨制:
1磨制凹面
粗磨分两个工作程序:
1.主镜磨至预计深度(成形);
主镜磨成球面(均匀)。
粗磨目的就是尽可能以最快的力法把不要的玻璃磨掉,要把平面玻璃很快磨成凹形,首先要掌握
磨蚀镜面几个因素:
压力要大。
2.磨程要长。
3.推动频率要快。
换砂频率要密。
5。
磨镜手法。
跟前后推动主镜,前后来回作一次计,频率每分钟60次,每十次左右,磨镜者和主镜便要作相反方向转动一次。
开始时,会听见金钢砂和玻璃互相摩擦而发出刺耳声音,约1至2分钟后,那些声音便渐渐沉静下来,这时便要更换一批新的砂了。
现在只要轻轻的把主镜推于一旁,便很容易的使两者分离,将主镜和工具板旧而又磨成很碎的砂粒洗理掉,用手轻轻的抹掉旧砂便可,大量碎砂便要用水洗清了.旧的砂会减弱新砂的磨蚀力,所以每次都要清理干净。
清洁完后,工具板放回原处,用木栓重新固定,再重复加新砂。
落足够份量的砂便可,如此才可以令每粒砂都可以在工具板和主镜间移动;
太多砂时,砂与砂之间便会互相摩擦至泥浆状而直接减低磨镜速度。
每次加砂,最好先把工具板抹干才落金钢砂。
加水不可太多,也不能过少,工具板太干,金钢砂分布便不均匀,容易形成泥浆状而减低磨镜效率。
磨镜者只要留心倾听磨镜时所发出的声音便可判断镜面湿度是否适中。
粗磨开始时,多数的砂会被推至工具板边而浪费掉,不过一旦中央有凹陷,大部份的砂粒就会保存而令到磨玻璃速度增快起来。
通常经过约半小时的辛勤工作,主镜就呈现浅浅的凹形,这时可用样片对光来量度。
4.3磨制球面
经过二小时后当主镜和样片吻合,磨程便要缩短至半磨或三分一磨,直至主镜和工具板吻合为止。
现阶段要做的工作就是要将镜磨成一个球面,主镜是否磨成球面,可量度两块玻璃是否吻合。
现介绍两种测试镜面吻合度的方法︰
气泡方法
吻合度可观察在两者之间加水后的气泡
而鉴定。
若果镜面弯度太深,主镜中间
和工具板可见一大个的气泡停留在中心
位置。
如果没有气泡,或气泡大小一致,而
经几次磨动后能均匀地散布在工具板面
,这两块玻璃便算是吻合。
因为只有平
面和球面才容许气泡在两者之自由移动
所以主镜应该是一个球面。
用这方法
试镜时,玻璃面不能加多水,稀薄的一
层已足够,否则很难分辨实际的均匀气
泡形状。
4.2测度镜面弯度的方法
主镜弯曲面只是圆球的一部份,圆球半径愈大主镜弯度愈小,圆球半径愈小主镜面弯度愈深。
圆球半径距离MO在光学上叫曲率半径(RadiusofCurvature)R,若果在球面中心放置一点光源,光线将会被弦线形镜面(Arc)MN反射回曲率中心(CentreofCurvature)O位置,即球面的圆心。
如果光源移离主镜很远的地方而变成像星光一样的平行光线,光线便聚于镜前一点,光学上称为焦点(Focus)F,其距离是曲率半径的一半,这就是焦距.
主镜要磨成一个弧面形,就要
把平面至弧面MANB的玻璃磨
掉,弯曲面的中心深度AB称
为镜面深度,它们的关系由第
三章镜面深度公式(S)中已清
 升级会员
升级会员 