工程材料与成形技术基础课后部分习题及答案文档格式.docx
《工程材料与成形技术基础课后部分习题及答案文档格式.docx》由会员分享,可在线阅读,更多相关《工程材料与成形技术基础课后部分习题及答案文档格式.docx(11页珍藏版)》请在冰豆网上搜索。
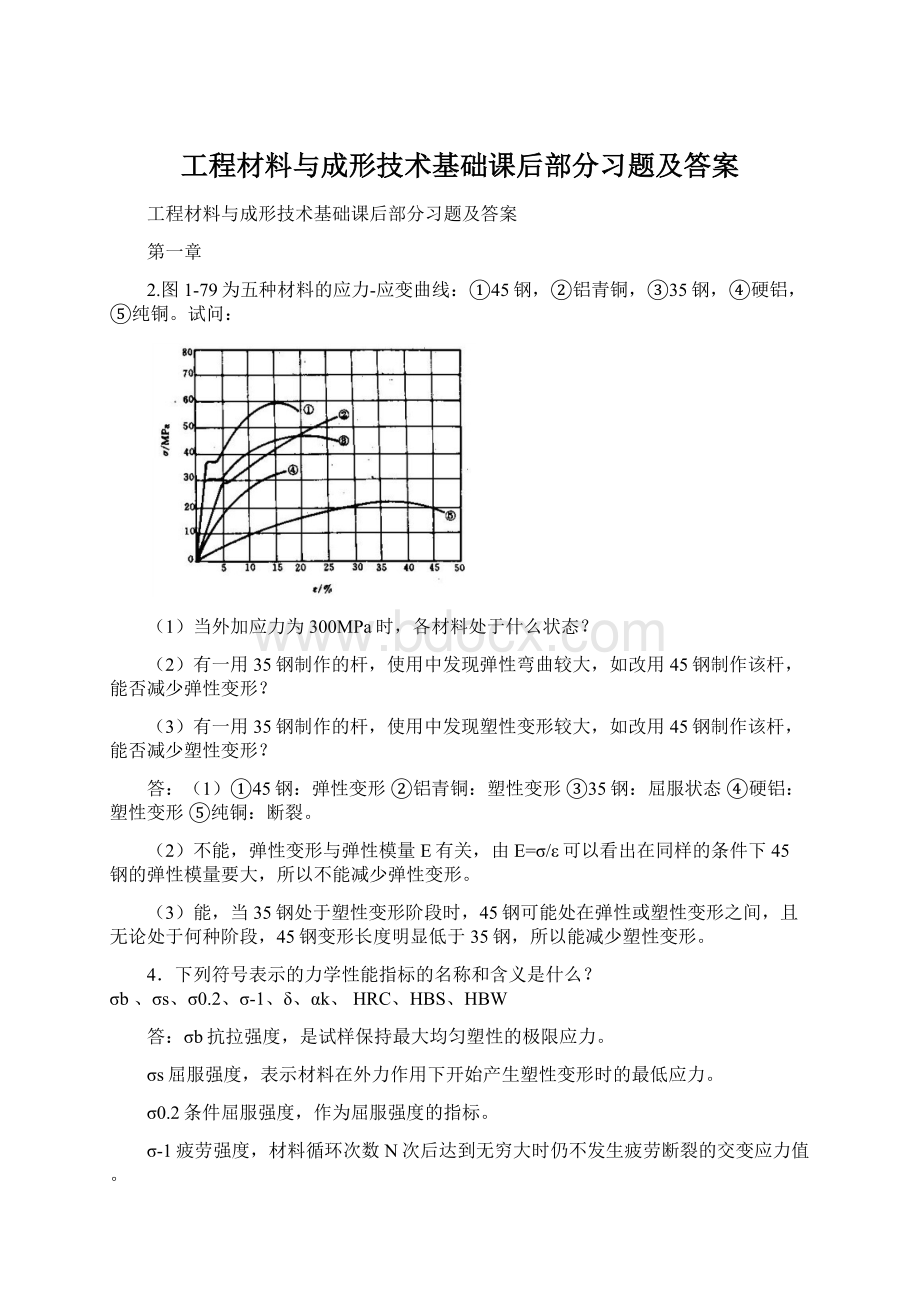
塑性变形⑤纯铜:
断裂。
(2)不能,弹性变形与弹性模量E有关,由E=σ/ε可以看出在同样的条件下45钢的弹性模量要大,所以不能减少弹性变形。
(3)能,当35钢处于塑性变形阶段时,45钢可能处在弹性或塑性变形之间,且无论处于何种阶段,45钢变形长度明显低于35钢,所以能减少塑性变形。
4.下列符号表示的力学性能指标的名称和含义是什么?
σb、σs、σ0.2、σ-1、δ、αk、HRC、HBS、HBW
σb抗拉强度,是试样保持最大均匀塑性的极限应力。
σs屈服强度,表示材料在外力作用下开始产生塑性变形时的最低应力。
σ0.2条件屈服强度,作为屈服强度的指标。
σ-1疲劳强度,材料循环次数N次后达到无穷大时仍不发生疲劳断裂的交变应力值。
δ伸长率,材料拉断后增加的变形长度与原长的比率。
HRC洛氏硬度,表示用金刚石圆锥为压头测定的硬度值。
HBS布氏硬度,表示用淬硬钢球为压头测定的硬度值。
HBW布氏硬度,表示用硬质合金为压头测定的硬度值。
8.什么是固溶强化?
造成固溶强化的原因是什么?
形成固溶体使金属强度和硬度提高,塑性和韧性略有下降的现象称为固溶强化。
固溶体随着溶质原子的溶入晶格发生畸变。
晶格畸变随溶质原子浓度的提高而增大。
晶格畸变增大位错运动的阻力,使金属的滑移变形变得更加困难,从而提高合金的强度和硬度。
9.将20kg纯铜与30kg纯镍熔化后缓慢冷却到如图1-80所示温度T1,求此时:
(1)两相的成分;
(2)两相的重量比;
(3)各相的相对重量(4)各相的重量。
19.指出下列工件淬火及回火温度,并说明回火后获得的组织:
(1)45钢小轴(要求综合力学性能好);
(2)60钢弹簧;
(3)T12钢锉刀。
(1)AC3+(30-50)℃淬火,(820-840)℃回火(高温),回火索氏体。
(2)(400-600)℃淬火,(350-500)℃回火(中温),回火托氏体。
(3)(760-780)℃淬火,250℃以下回火(低温),回火马氏体。
20.有两种高强度螺栓,一种直径为10mm,另一种直径为30mm,都要求有较高的综合力学性能:
σb≥800MPa,αk≥600KJ/m2。
试问应选择什么材料及热处理工艺。
直径10mm螺栓:
45钢,850℃淬火+520℃水冷回火;
直径30mm螺栓:
40Cr,(840-880)℃盐浴淬火+(540-650)℃回火保温20-30分钟。
第二章
2.灰铸铁流动性好的主要原因是什么?
提高金属流动性的主要工艺措施是什么?
灰铸铁流动性好的原因是石墨呈片状形式存在,碳的质量分数高,有共晶成分,熔点较低。
提高金属流动性的主要工艺措施是较高的浇注温度。
4.定向凝固和同时凝固方法分别解决哪种铸造缺陷?
请举例各分析几种应用情况。
①定向凝固解决的缺陷:
冒口补缩作用好,可防止缩孔和缩松,铸件致密。
同时凝固解决的缺陷:
凝固期间不容易产生热裂,凝固后也不易引起应力变形,由于不用冒口或冒口很小而节省金属,简化工艺,减少工作量。
②正确布置浇注系统的引入位置,确定合理的浇注工艺;
采用冒口;
采用补贴;
采用具有不同蓄热系数的造型材料或冷缺。
9.铸件、模样、零件三者在尺寸上有何区别,为什么?
模样是考虑收缩率后将零件尺寸按一定比例放大后所做的,相当于我们常说的模子;
然后用模样做成铸型,做好后将模样取出,进行浇注;
就做出来铸件。
铸件相当于零件的毛坯,由于考虑到加工因素,因此铸件的尺寸要比较零件大如果去掉浇冒口后进行一定加工后就是零件了
所以三者的尺寸关系为:
模样>
铸件>
零件
12.如图2-47(a)、(b)所示铸件,分别指出单件和大批生产造型方法并绘出铸造工艺图。
15.图2-60为支座零件图,材料为HT200,请分别画出大批生产和单件生产的铸造工艺图。
沿110mm凹槽底面分型。
优缺点与方案Ⅱ类同,仅是将挖砂造型改用分模造型或假箱造型,以适应不同的生产条件。
可以看出,方案Ⅱ、Ⅲ的优点多于方案I。
(1)单件、小批生产
由于轴孔直径较小、勿需铸出,而手工造型便于进行挖砂和活块造型,此时依靠方案Ⅱ分型较为经济合理。
(2)大批量生产
机器造型难以使用活块,故应采用型芯制出轴孔内凸台。
采用方案Ⅲ从110㎜凹槽底面分型,以降低模板制造费用。
方型芯的宽度大于底板,以便使上箱压住该型芯,防止浇注时上浮。
若轴孔需要铸出,采用组合型芯即可实现。
第三章
11.能否将冲制孔径为φ40+0.16mm工件的冲孔模改制成冲制外径为φ40-0.16工件的落料模?
落料:
D凹=(Dmax-x△)+δ凹
D凸=(D凹-min)-δ凸
冲孔:
d凸=(dmin+x△)-δ凸
d凹=(d凸+Zmin)+δ凹
可见:
落料时凹模直径是最小的,主要为了磨损到一定程度,冲裁件还可用;
同理,冲孔时凸模尺寸是最大的,
凸模可改,但凹模不能改。
因为若将冲孔模改成落料模,则d凹>
D凹,间隙落在凹模上,尺寸太大。
15.在成批大量生产外径为40mm,内径为20mm,板厚为4mm,精度为IT9的垫圈时,请示意画出
(1)连续模,
(2)复合模简图,请计算凸凹模尺寸并标在简图上。
已知:
冲裁件公差为0.02mm,凹模公差为0.01mm,凸模公差为0.01mm。
(按照尺寸入体原则)Dmax=40mm,dmin=20mm,Zmin=4×
6%=0.24
△=0.02mm,x=1,δ凹=0.01mm,δ凸=0.01mm
D凹=(Dmax-x△)+δ凹=(40-1×
0.02)+0.01=39.98+0.01mm
D凸=(D凹-Zmin)-δ凸=(39.98-0.24)-0.01=39.74-0.01mm
d凸=(dmin+x△)-δ凸=(20+0.02)-0.01=20.02-0.01mm
d凹=(d凸+Zmin)+δ凹=(20.02+0.24)+0.01=20.26+0.01mm
第四章
2.焊接接头的组织和性能如何?
(1)焊缝金属区:
熔焊时,在凝固后的冷却过程中,焊缝金属可能产生硬,脆的淬硬组织甚至出现焊接裂纹。
(2)熔合区:
该区的加热温度在固、液相之间,由铸态的组织和过热组织构成可能出现液硬组织,该区的化学成分和组织都很不均匀,力学性能很差,是焊接接头中最薄弱的部位之一,常是焊接裂缝发源地。
(3)热影响区:
a.过热区:
此区的温度范围为固相线至1100℃,宽度约1-3mm,由于温度高,颗粒粗大,使塑性和韧性降低。
b.相变重组晶区:
由于金属发生了重组晶,随后在空气中冷却,因此可以得到均匀细小的正火组织。
c.不完全重组晶区:
由于部分金属发生了重组晶,冷却后可获得细化的铁素体和珠光体,而未重结晶的部分金属则得到粗大的铁素体。
焊缝及热影响的大小和组织性能变化的程度取决于焊接方法,焊接规范,接头形式等因素。
3.焊接低碳钢时,其热影响区的组织性能有什么变化?
低碳钢的Wc<
0.25%,焊接性良好,焊接时,没有淬硬,冷裂倾向,主要组织性能变化为:
(1)过热区晶粒粗大,塑性和韧性降低。
(2)相变重晶区产生均匀细小正火组织,力学性能良好。
(3)不完全重晶区有铁素体、珠光体,力学性能不均匀。
5.产生焊接热裂纹和冷裂纹的原因是什么,如何减少和防止?
热裂纹是高温下焊缝金属和焊缝热影响区中产生的沿晶裂纹、冷裂纹是由于材料在室温附近温度下脆化而形成的裂纹.
热裂纹的减少和防止:
控制母材和焊材杂质的含量。
冷裂纹的减少和防止:
预热和焊裂后热处理。
 升级会员
升级会员 