模块六 横焊Word下载.docx
《模块六 横焊Word下载.docx》由会员分享,可在线阅读,更多相关《模块六 横焊Word下载.docx(14页珍藏版)》请在冰豆网上搜索。
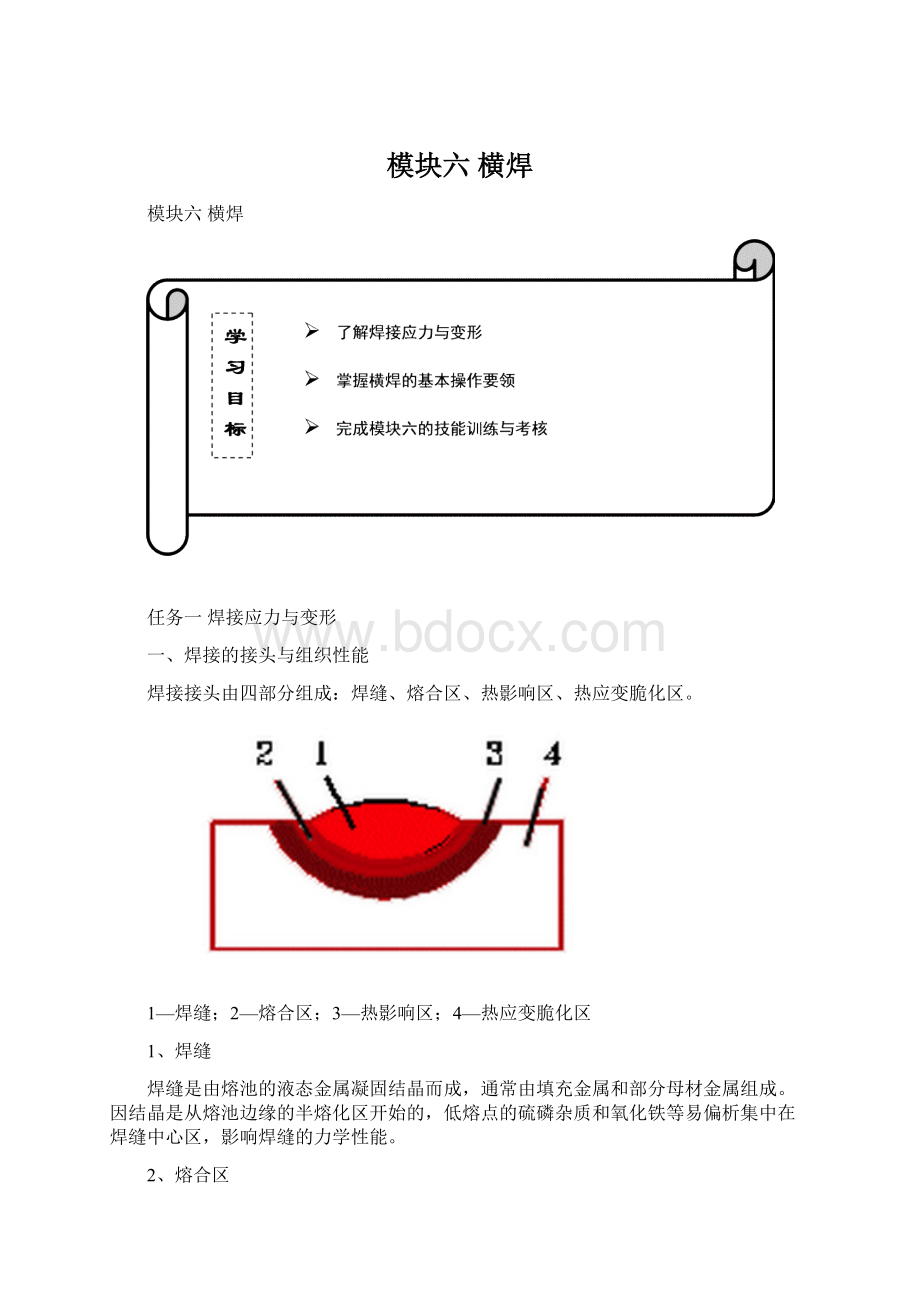
热影响区是焊缝两侧母材因焊接热作用(但未熔化)而发生金相组织和力学性能变化的区域,这个区域是焊接接头最薄弱的地方。
实践表明,焊缝质量在相当程度上决定于热影响区。
例如,焊缝破裂往往发生在热影响区,当然也有发生在焊缝中部,那是由于未焊透、夹渣等缺陷引起。
组织及性能:
在热影响区内,各处离开焊缝金属距离不同,材料被加热和冷却速度也不同,从而形成了多种金相组织区,使其力学性能也不同。
以低碳钢为例说明热影响区的三个金相组织区:
过热区:
对于焊接刚度大的结构或含碳量高的易淬火钢,常在此区产生裂纹。
正火区:
焊接接头中组织和性能最好的区域。
部分相变区:
力学性能不均匀。
4、热应变脆化区
由于焊接热应变作用而发生脆化的区域称为热应变脆化区。
形成的原因及条件是,对于低碳钢、低合金高强度钢和低合金低温钢,当钢中含有较高的氮时,在焊接热循环和焊接应变循环作用下,焊接接头某些区域会出现热应变脆化现象。
热应变脆化区的塑性和韧性显著下降,这是焊接接头另一薄弱地带,必须引起注意。
5、影响焊接接头性能的因素——主要为影响热影响区的因素
(1)焊接材料(焊条、焊丝、焊剂)
(2)焊接方法(热源、保护效果)
(3)焊接工艺(焊接电流、电压、速度)
(4)焊后热处理
(5)接头形式、工件厚度、施工环境等
6、提高焊接接头质量的措施:
(1)合理的选用焊接方法和焊接规范,减少热影响区的影响
焊接方法:
优先采用手工电弧焊、气保焊、埋弧焊等,少用气焊和电渣焊等。
焊接规范:
小直径焊条(或焊丝)、小电流、快速焊、多层焊等。
(2)焊前预热、焊后热处理,细化晶粒,清除硬化组织。
(3)加强对焊缝金属的保护。
二、焊接应力与变形
焊接应力和变形:
分别是指焊接过程中焊件内产生的应力和变形。
1、焊接应力与变形的产生原因
在焊接过程中,对焊件进行局部的不均匀加热,会产生焊接应力和变形。
焊接应力和焊接变形总是同时存在,不会单独存在,当母材塑性较好,结构刚度较小时,焊接变形较大而应力较小;
反之,则应力较大而变形较小。
2、焊接应力与变形的不利影响
焊接应力:
(1)降低承载能力;
(2)引起焊接裂纹,甚至脆断;
(3)在腐蚀介质中,产生应力腐蚀裂纹;
(4)引起变形。
焊接变形:
(1)影响工件形状、尺寸精度;
(2)影响组装质量;
(3)增大制造成本——矫正变形费工、费时;
(4)降低承载能力——变形产生了附加应力。
3、焊接裂纹与焊接变形的形式
焊接裂纹包括纵向裂纹、横向裂纹、内部裂纹、根部裂纹等;
焊接变形的基本形式:
角变形、弯曲变形、波浪变形、收缩变形、扭曲变形、错边变形等。
焊接变形基本形式
4、控制焊接变形的措施
(1)设计措施
尽量减少焊缝的数量和尺寸,合理选用焊缝的截面形状,合理安排焊缝位置——尽量使焊缝对称或接近于构件截面的中性轴(以减少弯曲变形)。
焊缝位置安排
(2)工艺措施
①反变形法:
即焊前使构件产生与焊接残余变形方向相反的变形,使焊后变形相互抵消。
a)预置反变形b)塑性预弯反变形c)强制预弯反变形
②加余量法:
工件下料时,给工件尺寸加大一定的收缩余量,以补偿焊后的收缩。
③刚性固定法:
即焊前将焊件刚性固定,对防止角变形和失稳变形较有效,该法会增大焊接应力,为防止产生裂纹,一般只用于塑性好的材料。
a)用夹具夹紧凸缘b)用压铁压紧薄板
④合理选用焊接方法和焊接规范
尽量选用能量较集中的焊接方法,如以CO2焊、等离子弧焊等代替气焊和焊条电弧焊。
⑤选用合理的装配焊接顺序
焊接结构分成若干件,分别装配焊接,最后再拼焊成一体,对称布置的焊缝对称施焊或同时施焊。
长焊缝,可采用逆向分段焊,厚板焊接采用多层焊。
5、焊接变形的矫正
(1)机械矫正法
用机械的方法将变形矫正过来,生产中常用的设备有辊床、压力机、矫直机等;
薄板焊接最常见的变形为波浪变形,其矫正较难,一般用锤击法进行矫正。
a)用压力机矫正弯曲变形b)用辊轮矫正失稳变形
(2)火焰矫正法
采用局部加热焊件的某些部位,使其受热时膨胀,受周围冷金属制约引起长度方向被压缩,冷却时收缩而矫正变形。
火焰矫正一般采用一般的气焊炬。
a)矫正角变形b)矫正弯曲变形
6、焊接应力的调节和消除
(1)调节焊接应力的措施:
①尽量减少焊缝数量和尺寸并避免焊缝密集和交叉。
多采用型材、冲压件或铸件,薄板结构采用电阻焊代替熔焊。
其工艺措施主要有以下几点:
①采用合理的焊接顺序,使焊缝收缩较为自由。
宜先焊错开的短焊缝,再焊直通的长焊缝。
拼板焊缝的焊接顺序
②降低焊接接头的刚度。
③加热减应区,以便焊后收缩时,加热区与焊缝一起收缩,减少焊缝的约束。
④锤击焊缝,用圆头小锤对焊后红热的焊缝金属进行均匀适度锤击,以延伸变形,补偿其收缩,同时释放出部分能量,减小焊接应力。
⑤预热和后热,即焊前或焊后对焊件全部(或局部)进行适当加热,减少温差,只适用于塑性差,易产生裂纹的材料。
⑥采取去应力退火的方法将焊件整体或局部加热到600℃-650℃,保温一定时间后(不小于1h)缓慢冷却,这样可消除焊接余应力80%-90%。
(2)焊接应力的消除方法:
①去应力退火:
又称高温回火,焊后钢件加热温度为500~650℃,可进行整体去应力退火,也可以局部退火。
②机械拉伸法:
即对焊件施加载荷,使焊缝区产生塑性拉伸,以减少其原有的压缩塑变,从而降低或消除应力。
③温差拉伸法:
利用温差使焊缝两侧金属受热膨胀以对焊缝区进行拉伸,使其产生拉伸塑变以抵消原有的压缩塑变,从而减少或消除应力,该法适用于焊缝较规则,厚度在40㎜以下的板壳结构。
1-喷水排管;
2-焊件;
3、4-氧乙炔焰炬
④振动法:
通过激振器使焊接结构发生共振产生循环应力来降低或消除内应力。
该法设备简单、成本低,处理时间短且无加热缺陷,值得推广。
&
练习
1、焊接应力与变形产生的原因及不利影响?
2、控制焊接变形的措施。
3、焊接应力的调节与消除措施。
任务二横焊
横对接焊是指对接接头焊件处于垂直而接口为水平位置时的焊接操作。
一、横焊的特点及运条方法
(1)横焊的特点熔池铁水因自重下坠,使焊道上低下高,若焊接电流较大运条不当时,上部易咬边,下部易高或产生焊瘤,因此,开破口的厚件多采用多层多道焊,较薄板焊时也常常采用多道焊。
(3)不同运条方法的焊条角度及运动轨迹如图所示。
(a)直线形
(b)直线往复形
(c)斜圆圈形
二、横焊的操作练习
1)不开坡口的对接横焊板厚在3-5mm的不开坡口对接横焊应采取双面焊。
正面焊缝宜用φ3.2mm焊条,其焊条角度见图。
较薄焊件宜采用直线往返运条,以利用焊条前移机会熔池获得冷却。
不致熔滴下淌和烧穿。
较厚焊件用短弧直线形或斜圆圈形运条法,以得到适当的熔深,焊速应稍快而均匀,避免过多地熔化在一点上,以防止形成焊瘤和焊缝上部咬边。
封底焊缝用直径为φ3.2mm焊条,稍大的焊接电流直线形运条法焊接。
不开坡对接横焊的焊条角度
操作要领
①起头在板端10~15mm处引弧后,立即向施焊处长弧预热2~3s,转入焊接,如下图所示。
②根据工艺参数对照表,选择适当的运条方法,保持正确的焊条角度,均匀稍快的焊速,熔池形状保持较为明显,避免熔渣超前,同时全身也要随焊条的运动倾斜或移动并保持稳定协调。
③当熔渣超前,或有熔渣覆盖熔池形状倾向时,采用拨渣运条法。
④焊接中电弧要短,严密监视熔池温度即母材熔化情况,若熔池内凹或铁水下趟,要及时灭弧,转灭弧和连弧相结合运条,以防烧穿和咬边如图所示。
焊道收尾处时,采用灭弧法填满弧坑。
⑤接头要领参照起头。
注意事项
①当焊缝上部凹或有咬边时,可再焊一道或两道,成为单层多道焊,见下图。
②若焊缝的承载力较大,可先焊一层直且低或平于母材表面的薄底,再以多道焊盖面的方法焊接,第一道将焊条中心对准打底焊缝的底边进行施焊,焊速要均匀,焊道控制要直,才能保证后几道焊道和整个焊缝的美观。
2)开坡口的对接横焊一般采用V形或K形坡口多层焊,坡口主要开在上板上,下板开坡口或少开坡口,这样有利焊缝成形,见下图a。
焊第一层时,焊条直径一般为3.2mm,间隙小时用直线形运条;
间隙大时,用直线往复形运条;
其后各层用直径3.2mm或4mm的焊条,用斜圆圈形运条方法,均用短弧焊。
多层横焊的焊道排列顺序见下图b。
焊每一道焊缝时,应适当调整焊条角度(如下图c)。
图a对接横焊接头坡口形式图bV形坡口对接横焊
1、横焊的特点及运条方法?
2、横焊的操作要领。
3、横焊的注意事项。
技能训练
1、操作要点
焊件的定位;
横焊的运条方法:
正确运用焊条角度;
多层多道焊的操作技能。
2、焊前淮备
①实习工件:
Q235,200mm×
100mm×
5mm,2块。
②弧焊电源:
BX1-200。
③焊条:
E4303,Φ3.2mm,烘干。
④辅助工具:
清理工具,个人劳保等。
3、技能训练
操作过程
(1)装配及定位焊。
(2)用Φ3.2mm焊条,采用直线、直线往复运条法焊接第一层焊道;
清渣后,用Φ3.2mm或Φ4.0mm焊条采用多道焊焊接表面焊缝。
(3)清渣后,用Φ3.2mm焊条,采用直线形运条法进行背面封底焊。
(4)清理干净熔渣、飞溅物、检查焊接质量。
(1)表面层多道焊时,每道焊道焊后不要马上敲渣,要待表面焊缝成形后,一起敲除熔渣,这样有利于表面焊缝成形及保持表面的金属光泽。
(2)每条焊道之间的搭接要适宜,避免脱节、夹渣及焊瘤等缺陷。
(3)焊接过程中,保持熔渣对熔池的保护作用,防止熔池裸露而出现粗糙的焊缝波纹。
 升级会员
升级会员 