创业杯数控车床技能大赛试题Word文档下载推荐.docx
《创业杯数控车床技能大赛试题Word文档下载推荐.docx》由会员分享,可在线阅读,更多相关《创业杯数控车床技能大赛试题Word文档下载推荐.docx(25页珍藏版)》请在冰豆网上搜索。
配合
螺纹配合
锥度配合
安全文明生产
遵守机床安全操作范围1.量具放置规范工具,2.刀具,设备保养、场地整洁3.
分~5酌情扣1
工艺合理
1.工件定位,夹紧及刀具选择合理加工顺序及刀具轨迹路线合理2.
程序编制
程序完整指令正确,1.程序编写表现出,2.数值计算正确简化计算和加工程序一定的技巧,合理3.刀具补偿功能运用正确,.坐标系选择正确4.切削参数,
分5酌情扣1~
其他项目
发生重大事故(人身和设备安全事故等),严重违反工艺原则和情节严重的野蛮操作等,由裁判长决定取消其实操竞赛资格
记录员
监考人
检验员
考评人
各工序刀具的切削参数
序号
加工面
刀具号
刀具类型
主轴转速n/r.min-1
进给速度vf/mm.r-1
件1
1
粗车小端外形
T1
0菱形外圆车刀93
800
0.3
精车外形
T2
1000
0.1
3
切退刀槽
T3
切槽刀b=5
200
4
车外螺纹
T4
o60外螺纹车刀
300
1.5
5
调头装夹钻孔
?
20麻花钻
500
手动
粗车大端外形.
800
0.3
6超差不得分120±
0.149超差不得分25410超差不得分75114长超差不得分55±
0.05412度)30(1处超差扣2分两处413)5(外槽宽超差不得分214)8(内槽宽超差不得分215R8±
0.05超差不得分半径516)-6g(两处M30×
2分处超差扣螺纹71141701
(2)×
45六处)(分1处超差扣倒角1618)处Ra0.8(3分处超差扣21619)Ra1.6(3处表面1处超差扣分1320Ra3.2分1处超差扣1321遵守机床安全操作范围1.工具,量具放置规范2.刀具,安全文分酌情扣1~5322设备保养、场地整洁3.明生产夹紧及刀具选择合理,1.工件定位分5工艺合理酌情扣1~加工顺序及刀具轨迹路线合理2.323程序完整1.指令正确,2.数值计算正确,程序编写表面出简化计算和加工程序一定的技巧,,刀具补偿功能运用正确合理3.分5酌情扣1~程序编制524,切削参数4.,坐标系选择正确合理发生重大事故(人身和设备安全事故等),严重违反工艺原则和情节严重的野蛮操作等,由裁判长决其他项目定取消其实操竞赛资格考评人检验员记录员监考人
名件图件零零数控加工工
精车大端外形
7准考证号
粗镗内孔
T5
内孔镗刀2
600操作时间300min
0.3得分
8试题编号
精镗内孔
1000系统类型
件2检测配分扣分备注考核项目考核内容及要求序号评分标准得分
91
钻孔
20麻花钻
500超差不得分6
手动结果
102
粗车外形
T1?
65-0.019?
45-0.017
093菱形外圆车刀
800超差不得分6
0.3
113
T2?
35-0.01
1000超差不得分6
124
粗镗内孔直径
T5?
58?
51?
32
内孔镗刀
600超差不得分2
1356
精镗内孔
1000超差不得分2超差不得分2
1478
车内螺纹
T6?
25?
15
o内螺纹车刀60
200超差不得分2超差不得分2
1.5
参考程序:
O1001;
(件1程序—车小头)
N0010G97G99G40S800M03T0101;
N0020G00X80.0Z50.0;
N0030G00X51.0Z2.0;
N0040G71U3.0R0.8;
N0050G71P60Q180U0.4W0.2F0.3;
N0060G01X0F0.1;
N0070Z0;
N0080G03X20.0Z-10.0R10.0;
N0090G01Z-26.5;
N0100X24.0;
N0110X27.0Z-28.0;
N0120Z-49.5;
N0130X32.0;
N0140G03X36.0Z-51.5R2.0;
N0150G01Z-64.5;
N0160X43.0;
N0170X46.0Z-66.0;
N0180Z-77.0;
N0190G00X80.0Z50.0;
N0200G97G99G40S1000M03T0202;
N0210G00X51.0Z2.0;
N0220G70P60Q180;
N0230G00X80.0Z50.0;
N0240G97G99G40S200M03T0303;
N0250G00X38.0Z-49.5;
N0260G01X23.0F0.1;
N0270G04X4.0;
N0280G01X38.0;
N0290G00X80.0Z50.0;
N0300G97G99G40S300M03T0404;
N0310G00X29.0Z-24.5;
N0320G92X26.2Z-46.5F1.5;
N0330G92X25.6Z-46.5F1.5;
N0340G92X25.2Z-46.5F1.5;
N0350G92X25.04Z-46.5F1.5;
N0360G00X80.0Z50.0;
N0370M30;
O1002;
(件1程序—车大头)
N0010G97G99G40S600M03T0101;
N0020G00X51.0Z32.5;
N0030G01X0F0.2;
N0040Z34.5.0;
N0050G00X51.0;
N0060G71U3.0R0.8
N0070G71P80Q110U0.4W0.1F0.3;
N0080G01G42X28.9F0.1;
N0090X36.827Z14.681;
N0100G02X46.0Z10.0R6.0;
N0110G01X51.0;
N0120G00X80.0Z120.0;
N0130G97G99G40S1000M03T0202;
N0140G00X51.0Z34.5;
N0150G70P80Q110;
N0160G00X80.0Z120.0;
N0170G97G99G40S600M03T0505;
N0180G00X18.0Z34.5;
N0190G90X23.0Z12.5F0.3;
N0200S1000M03;
N0210G01X27.0F0.1;
N0215Z32.5;
N0220X24.016Z31.0;
N0230Z12.5;
N0240X18.0;
N0250G00Z120.0;
N0260X80.0;
N0270M30;
O0003;
(件2程序)
N0040G71U3.0R0.6;
N0050G71P60Q70U0.4W0.2F03;
N0060G01X46.0F0.1;
N0070Z-55.0;
N0080G00X80.0Z120.0;
N0090G97G99G40S1000M03T0202;
N0100G00X51.0Z2.0;
N0110G70P60Q70;
N0130G97G99G40S1000M03T0505;
N0140G00X23.0Z2.0
N0150G71U3.0R0.6;
N0160G71P170Q220U0.4W0.2F0.3;
N0170G01G41X46.0F0.1;
N0180Z0;
N0190G02X36.932Z-4.67R6.0;
N0200G01X29.6Z-23.0;
N0210X26.0Z-24.5;
N0220Z-55.0;
N0230S1000M03;
N0240G70P170Q220;
N0250G97G99G40S200M03T0606;
N0260G00X24.0Z10.0;
N0270Z-21.0;
N0280G92X26.3Z-48.0F1.5;
N0290G92X26.9Z-48.0F1.5;
N0290G92X27.3Z-48.0F1.5;
N0290G92X27.47Z-48.0F1.5;
N0300G00Z120.0;
N0310X80.0;
N0320G97G99G40S200M03T0404;
N0330G00X47.0Z-46.0;
N0340G01X24.0F0.1;
N0350G00X80.0Z120.0
N0360M30;
“创业杯”数控车床技能大赛试题2
㎜的棒料。
×
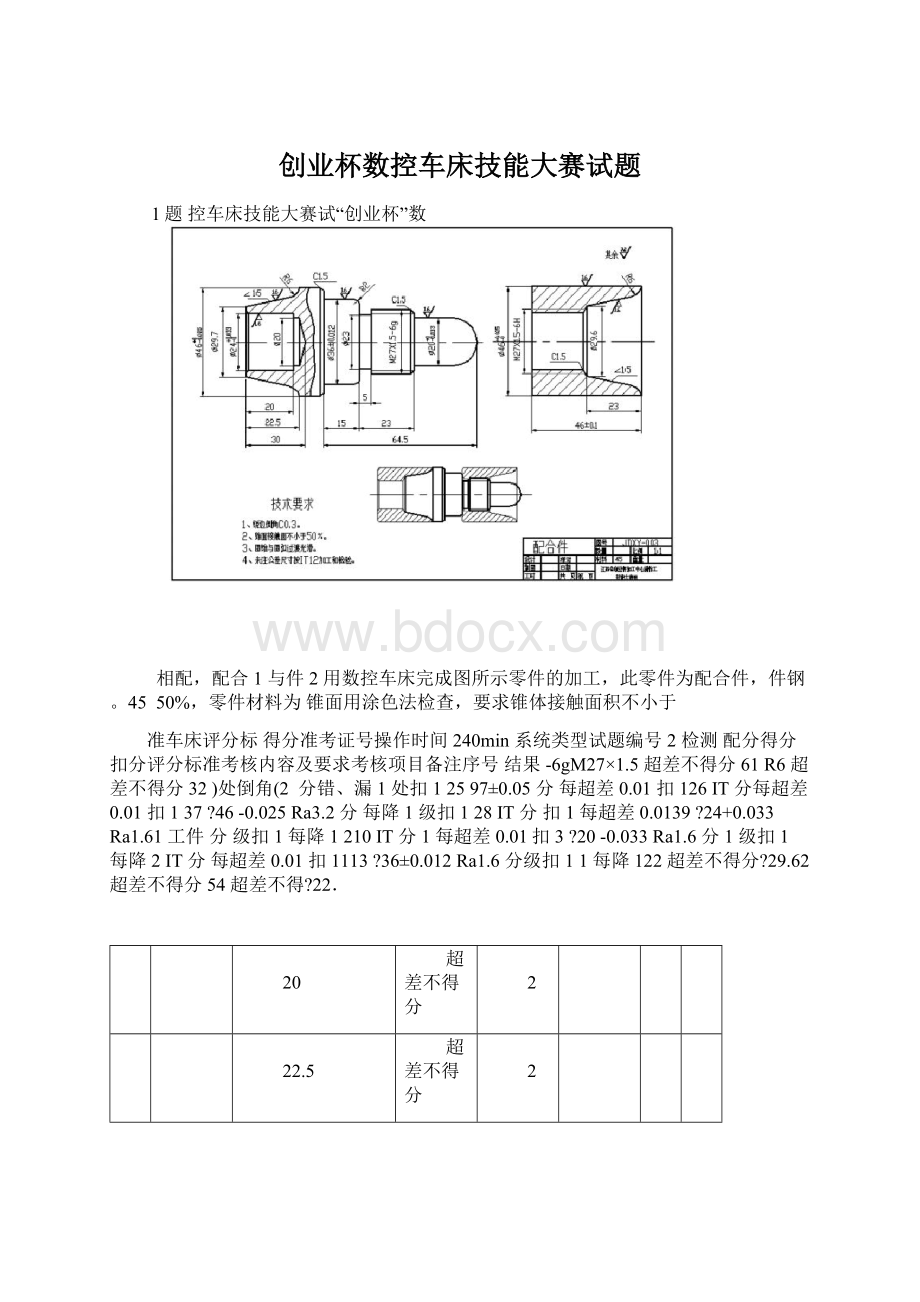
125Φ70所示零件的加工,毛坯为用数控车床完成图
准车床评分标
参数削各工序刀具的切
备设用使材料称号卡工步序()轴45钢
刀刀进主轴长半刀刀刀具备速补名补(mm/r(rpm
车大手动进给钻?
15m?
1内孔车内螺纹底孔?
27.T0100.50内槽车内退刀刀T020500.8m外圆外圆粗?
65、?
4右93T0300.260端面、倒车外圆精?
4外圆右93T040800.端车内螺螺M360车内螺T05040车
调头、车小外圆圆弧、粗?
34R右930.2T03050锥车螺纹外圆面、端面、1角外圆圆弧、精?
34R右931800.T040锥面、螺车1外圆面、端
外槽×
2车外螺纹退刀刀10.40T0105m外螺螺螺M360140T020切1
1
参考程序
(说明:
工件15内孔用手动钻削。
)
车削大端程序:
O0016
N1G97G99G21G40;
N2M03S600T0101;
(内孔车刀)
N3G00X10.0Z5.0M08;
N4G90X21.0Z-38.0F0.2;
N5X25.0;
N6X26.5;
N7X27.4;
N8G00X80.0Z100.0T0202;
(内槽切刀)
N9X24.0Z5.0;
N10Z-38.0;
N11G01X32.0F0.1;
N12G04X1.0;
N13G00X24.0;
N14Z100.0;
(外园粗车刀)N15X80.0T0303;
N16G00X76.0Z5.0;
N17G71U2.0R0.5;
N18G71P19Q25U1.0W0.5F0.25;
N19G00X33.0M03S800;
N20G01X45.0Z-1.0F0.1;
N21Z-25.0;
N22X63.0;
N23X65.0Z-26.0;
N24Z-50.0;
N25X75.0;
(外园精车刀)N26G00X80.0Z100.0T0404;
N27X76.0Z5.0;
N28G70P19Q25;
(内螺纹车刀)N30G00X80.0Z100.0T0505;
N31M03S400;
N32G00X20.0Z5.0;
N33G92X27.8Z-33.0F2.0;
N34X28.3;
N35X28.8;
N36X29.3;
N37X29.7;
N38X29.9;
N39X30.0;
N40G00X80.0Z100.0M09;
N41M05;
N42M30;
车削小端程序:
O0018
N2M03S500T0303;
(外园粗车刀)
N3G00X76.0Z5.0M08;
N4G71U2.0R0.5;
N5G71P6Q15U1.0W0.5F0.25;
N6G00G42X6.0Z5.0M03S800;
N7G01X30.0Z-2.0F0.1;
N8Z-30.0;
N9X35.0;
N10Z-47.0;
N11G02X51.0Z-55.0R8.0;
N12G01X58.0Z-76.0;
N13X63.0;
N14X65.0Z-76.0;
N15X75.0;
(外园精车刀)N16G00G40X80.0Z100.0T0404;
X76.0Z5.0;
N17
N18G70P6Q15;
(车槽刀)G00X80.0Z100.0T0101;
N19
X40.0Z-30.0M03S500;
N20
G01X25.0F0.1;
N21
N22G04X1.0;
G00X40.0;
N23
)(外螺纹车刀X80.0Z100.0T0202;
N24
N25M03S400;
G00X40.0Z5.0;
N26
N27G92X29.4Z-27.5F2.0;
X28.8;
N28
X28.2;
N29
X27.8;
N30
X27.5;
N31
X27.4;
N32
X27.35;
N33
G00X80.0ZZ100.0M09;
N34
N35M05;
N36M30;
“创业杯”数控车床技能大赛试题3
示零件的用数控车床完成图
加工,此零件为配合件,配合锥面用涂色法检查,要求锥体接触面积不小于50%,
零件材料为45钢。
评分标准
序号1工号步
准考证号试题编号考核项目-0.02280Φ内工步容Φ280-
2考核内容及要求1件刀具刀具名称号T01外圆
刀具规93
操作时间系统类型评分标准超差不得分主轴转速格500r/min°
300min配分6进给速度0.2mm/r
得分检测结果半径补偿号01
扣分得分长度补偿
号01
备注备注
2
-Φ4200.02、Φ35+-
1件粗车
超差不得分
31
0.02()两处-0.03Φ4800.05、Φ420-
0.02、Φ480
1件
超差不得分
-0.02Φ350-0.03外径
5
Φ52±
0.03SΦ280--35+0.02、Φ
1件T02外圆精车
55
超差不得分1000r/min°
40.1mm/r
02
672
M2420±
0.2-4200.05、Φ
1件、件1件
2配合
超差不得分超差不得分
82
8
12±
0.2480Φ、0.02
外径-0.03
件1
9
150±
件1T01外圆
超差不得分500r/min
20.2mm/r
01
10
0Φ28+0.03-Φ350
件2粗车
93
超差不得分°
11123
0Φ35+0.03-0.03Φ520-4200.02、Φ、外径0.02
件2件2
66
13
20±
0.02-350Φ
件2T02外圆精车
55
50.1mm/r
144
60±
0.02
倒角1×
45o(6-0.02、Φ420、外径0.02
2件
5
处)、R26
件1、件T02外圆
155
500r/min°
30.2mm/r
02
165
2×
45o倒角2×
45o(2倒角Φ52±
0.03S
1件2件精车
0.5
17186
处)Ra1.6、R26Φ52±
共11T02外圆精车
处55
1000r/min°
0.55.50.1mm/r
配作(间隙槽5×
2
T03切槽
刃宽
超差不得分300r/min
0.15mm/r
03
197
)1+0.05
5mm刀
8.5
遵守机床安全操作范围1.
量具放置规工具2.刀具,,分1~5安全文明生产酌情扣320范设备保养、场地整洁3.工件定位、夹紧及刀具1.选择合理分~5酌情扣1工艺合理321加工顺序及刀具轨迹路2.线合理程序完整,1.指令正确2.数值计算正确,程序编写
简化计算表面出一定的技巧,和加工程序分程序编制~5酌情扣1622,刀具补偿功能运用正确3.合理坐标系选择正切削参数,4.合理确,发生重大事故(人身和设备安全事故等),严重违反工艺原则和情节严重的野蛮操作等,由其他项目裁判长决定取消其实操竞赛资格考评员记录员监考人检验员500r/min04T0404三角M24o60
外螺8
纹刀
500r/min0.2mm/rT010101外圆-0.03Φ520°
939粗车
02021000r/minT020.1mm/r外圆-0.03Φ520°
5510精车
500r/min钻头11Φ21
500r/min0.2mm/rT050505镗刀120Φ28+0.03°
55
051000r/minT05050.1mm/r镗刀130Φ28+0.03°
05T0505500r/min0.2mm/r镗刀140Φ35+0.03°
051000r/min0.1mm/rT0505镗刀150Φ35+0.03°
0606T06500r/min三角M24o60
内螺16
纹刀参考
名件零件零数控加工工材料使用设备称号图卡)序(工步#CKD6140D45钢
刀具刀程序
O0001(大件左端程序)
N10G21G40G97G99M03S500T0101;
N20G00X60.0Z10.0M08;
N30G71U2.0R1.0;
N40G71P50Q180U0.3W0.2F0.2;
N50G00G42X26.0;
N60G01Z0.0;
N7
 升级会员
升级会员 