键合工艺参数培训Word下载.docx
《键合工艺参数培训Word下载.docx》由会员分享,可在线阅读,更多相关《键合工艺参数培训Word下载.docx(39页珍藏版)》请在冰豆网上搜索。
-C.P:
调整功率constantpower 改变超声
-C.C:
调整功率constantcurrent改变超声(最佳)
-C.V:
调整功率constantvoltage改变超声
USGPower1
Default=400mW
Min=0mW
Max=4000mW
USGVolts1
Default=3500mV
Min=0mV
Max=16000mV
USGCurrent1
Default=80mA
Min=0mA
Max=250mA
通过调整电流值改变超声大小,建议使用。
USGBondTime1
Default=7ms
Min=0ms
Max=3980ms
1ST压焊时间
Force1
Default=35grams
Min=0grams
Max=350grams
1ST的压力
USGPre-Delay1
Default=0ms
Max=10ms
压力开始到超声开始的延时时间,主要针对压得不十分理想的。
LiftUSGRatio
Default=0%
Min=0%
Max=100%
劈刀离开金球时的超声,这是一个比例值,有助于金球焊接的稳定和牢固。
本功能主要对finepitch类20%-40%
USGPre-BleedRatio
超声波前置输出比例,此超声在TIP高度范围内起作用
EqualizationFactor
Default=100%
Max=200%
USGProfile1
Default=Ramp
Min=Ramp
Max=Burst
超声输出模式共有三种
1、梯形波形Rampup/down
2、方波Square
3、凸形Burst
RampUpTime1
Default=10%
Max=75%
RampDownTime1
Max=25%
BurstTime1
Default=1.5ms
Min=1.5ms
Max=3.0ms
BurstLevel1
Default=125%
Min=100%
CONTACTDETECTMODE
设定劈刀检测接触表面的方式
VMode是以Z轴的下降速度来检测的
PMode是以Z轴下降的位置来检测的
ContactThreshold1
Default=70%
Min=10%
Max=90%
接触灵敏度,就是焊头下降过程中检测到芯片和框架的灵敏度,其实是一个比例值。
例如:
但CV=1.0mils/s时,70%就是表示伺服系统知道已经接触到被压焊表面时的速度为0.3mils/s
ForceProfiling1
Default=off
Min=off
Max=on
第一点压力输出波形控制,是开关功能,打开后以下三项将会起作用
Initialforce
Iniltialforcetime
Forceramptime
InitialForce1
Default=65grams
Min=0grams
Max=350grams
第一点压力应用前,在检测到劈刀碰到表面时就开始应用
InitialForceTime1
Default=33%
Min=5%
Max=100%
第一点初始压力的作用时间,是比值单位,是以bondtime为基准的比值
ForceRampTime1
XScrub
Default=0microns
Min=0microns
Max=10microns
Table的高频震动,正常的超声输出将在研磨完成后才输出,一般不建议使用
YScrub
ScrubCycle
Default=2
Min=0
Max=10
一个micron相当与2.4ms
ScrubPhase
Default=90deg
Min=0deg
Max=180deg
LifeThrottle
Default=100%
Min=1%
Max=100%
焊头脱离挤压金球开始往上升到第一个转折点(kinkheight)起动速度的大小。
SeatingUSG
安置超声波,在劈刀下降过程中的一个超声的能量输出,目的是协助金球落在劈刀中心,参考值为:
50-100mA
1.1.2SecondBondParameters
Tip2
Default=2mils
Min=0mils
Max=25mils
CV2
Default=1mils/ms
USGMode2
USGPower2
USGVolts2
Default=7000mV
USGCurrent2
Default=100mA
USGBondTime2
Force2
Default=85grams
PowerEquPF(USGpowerfactor)
超声输出的X方向的平衡补偿
ForceEquFF(bondforcefactor)
压力输出的X方向的平衡补偿
Z-TearState
Default=Off
Min=Off
Max=On
Z-TearUSG
Default=0mA
第二点扯线时的超声输出,
Z-TearSpeed
Min=40%
扯线速度
CapOffset
Default=0mils
Min=-20mils
Max=20mils
第二点的劈刀偏移量
USGProfile2
RampUpTime2
RampDownTime2
BurstTime2
BurstLevel2
USGPre-Delay2
ContactThreshold2
ForceProfiling2
InitialForce2
Default=115grams
InitialForceTime2
ForceRampTime2
TAILMODE(OFF,Z-XYorXYZ)
减弱第二点的鱼尾线撕裂,线弧飘或者发生,
在其它参数调整最佳之后的调整项
会影响UPH
OFF正常只有z轴上升的动作
Z-XY指z轴先上升到达线尾高度时xy轴再移动
XYZ指XYZ轴同时移动与上升
XYDISTANCE(milS)
指沿着线的方向扯线的移动距离,正是往第一点方向靠近,负是远离第点方向
SCRUBPHASEMODE
研磨生物相位的模式,决定研磨的方向
0(VAY)使用设定相位来调整
1(CIRCLE)对所有的金线都呈现圆形化的研磨
2(INLINE)延线的方向研磨
2ndscrubmode
第二点研磨开始的时机
WithUSG研磨是与超声输出同时开始的
PreUSG研磨是在超声输出前已经开始
2ndXYSCRUB(micron)
第二点是以微米为单位的平台研磨幅度
2ndSCRUBCYCLES
研磨的次数
2ndSCRUBPHASE
0degrees与所有的线弧成垂直研磨
90degrees对正交的垂直研磨,其它的圆形研磨
180degrees对正交的垂直研磨,其它的沿线的方向研磨
TAILXYSCRUB
尾丝是以微米为单位的平台研磨幅度
TAILSCRUBPHASE
0与线的方向一致
1与线的方向正交垂直
2圆形的
TAILSCRUBCYCLES
研磨次数
TAILSCRUBFREQUENCY(Hz)
研磨频率
TAILSCRUBMODE(0OR1)
0研磨并没有接触焊点表面TailScrubheight定义高度
1研磨时接触焊点表面
TAILSCRUBOFFSET
根据送线方向的一个补偿距离,新的位置是研磨的新坐标点
TAILSCRUBUSG
研磨时的次数输出量,以第二点的%来计算
TAILSCRUBFORCE
当研磨与表面接触时,与研磨同时作用的压力的大小
TAILSCRUBHEIGHT
非接触研磨时的的研磨高度
1.2LoopingParameters
KinkHeight
Default=8mils
Max=100mils
ReverseMotion
Min=-10mils
Max=150mils
RmotAngle
LoopFactor
Default=-5mils
Min=-25mils
Max=10mils
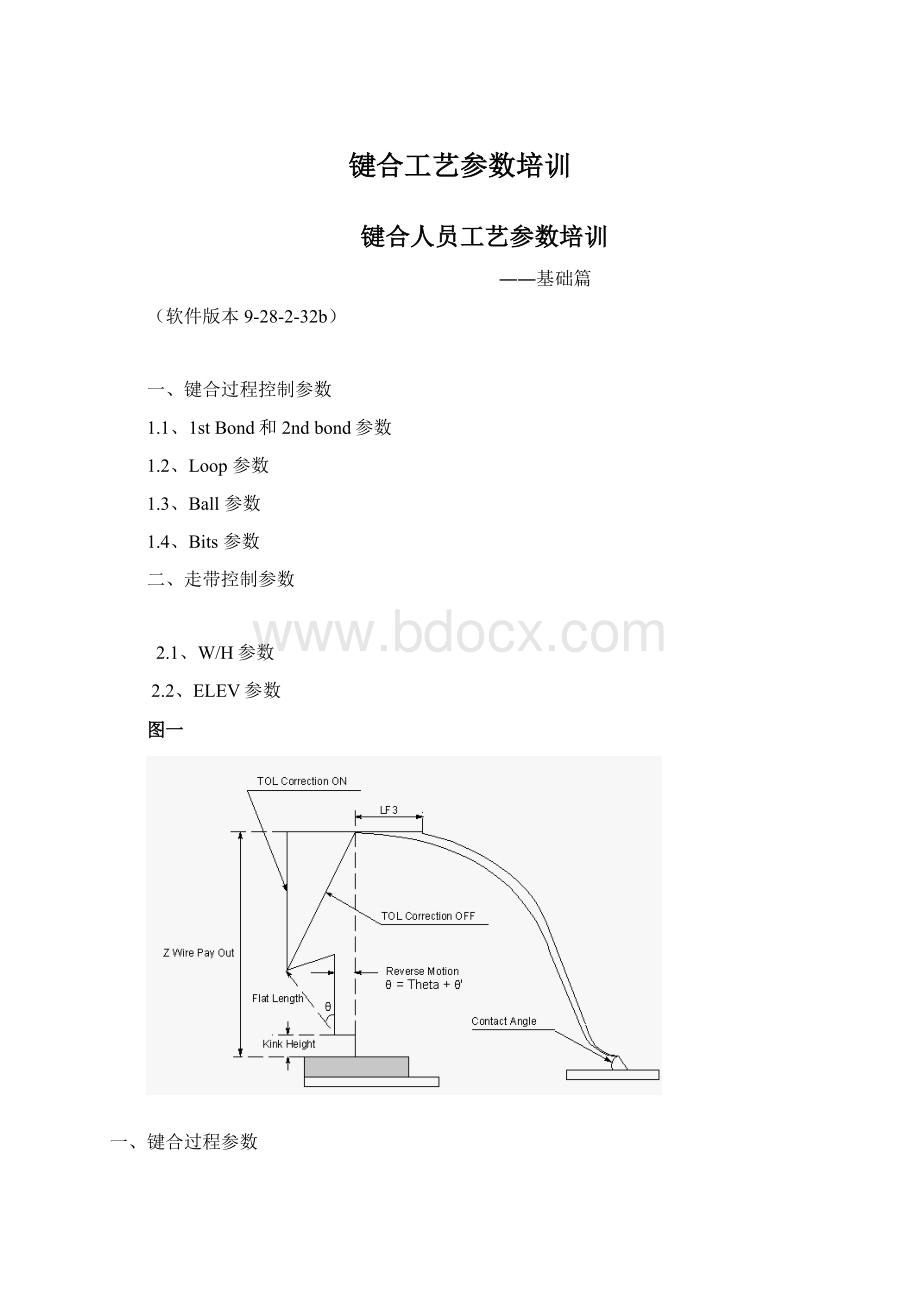
TOLCorrection
LF3
对帮助稳定线弧的稳定起到一定作用
FlatLength
线弧的平台长度
ShapeFactor
Default=0deg
Max=90deg
–等同于1488中的theta
ContactAngle
Default=0
-接触角度
-主要控制劈刀头接近第二焊点的路径
-0表示到第二点的正上方垂直下降接触到第二点
ContactOffset
Min=0mils
Max=5mils
压在第二点的平移值,要谨慎使用次参数
LF4
Min=1%
-拉弧速度
BleedVoltage
Default=1000mV
Max=5000mV
-当焊头在完成反向移动后的上升阶段的输出超声,目的是为了更好的保证金线从劈刀中穿过时的平稳。
-单位是电压,其实体现的效果是超声。
LoopFactor2
Default=20
Min=0
Max=20
Smoothness
Default=25%
ShapeFactor1
Min=-90deg
SpanLength1
Default=40%
ShapeFactor2
Default=15deg
SpanLength2
LoopBalance
Default=100%
对同一组线弧中对弧高差异很大时,用小的参数可以改善弧度的一致
参数越小对长短弧越趋于一致。
YBalance和XBalance
Min=80%
Max=120%
X是指左右两侧
Y是指上下两侧
AUTOFLATLENGTH
根据线弧的不同角度来自动计算FlatLength的长度
USEDIEEDGE
Autoflatlength的选控方式(edgeclearance或者angle)
Dieedgeclearance
压焊点到芯片边角的距离
Lateralmotion
Jwire时的使用
问题
请各位描绘出下列15处各自代表的意义?
ATypicalWireCycleTimingWaveform
1.3BallFormationParameters
WireDiameter
线径
BallSize
Default=2.4mils
Min=1.1mils
Max=4.0mils
球径
EFOCurrent
Default=30mA
Min=20mA
Max=128mA
打火电流
EFOGap
Default=30mils
Min=0mil
Max=50mils
打火烧球的距离
TailExtension
Default=0mil
Max=100mils
尾丝的长度,太长后容易引起金丝飘
EFOFIRE
STANDARD焊线后烧球
Before焊线前烧球
1.4
BITSParameters
BITS
Default=ON
Min=OFF
Max=ON
检测开关
BITSPolarity
Min=0(positive)
Max=1(negative)
检测的电压的极性
NSOPSensitivity
Default=75%
Min=0%
第一点的检测灵敏度,
SHTLSensitivity
Default=25%
NSOLSensitivity
Default=30%
NSOPSAMPLINGDELAY
当劈刀到达TOL的高度准备进行开始NSOP检测动作前,准备取样前的延时时间
NSOLSAMPLINGDELAY
当劈刀从线尾的高度开始进行扯线后,进行第二点检测前的延时时间
TAILCLOSEOFFSET
当劈刀到达线尾的高度准备进行SHIL的检测动作前的延时时间,这个参数是设定Z轴在到达线尾高度前关闭线夹的时间。
(假如这个参数维持0.5ms,如果线夹开口很小,那么还需要再调小些。
NSOLDELTA
在第二点检测前,Z轴高度较线尾高度多出的高度距离
NSOP DELTA
在第一点检测前,较TOL的高度所多出的下降距离,这个动作在NSOPsampling之前。
NSOPSamples
Default=48
Min=1
Max=255
SHTLSamples
Max=255
NSOLSamples
Default=12
 升级会员
升级会员 