钎套温挤压模具设计本科毕设论文Word文件下载.docx
《钎套温挤压模具设计本科毕设论文Word文件下载.docx》由会员分享,可在线阅读,更多相关《钎套温挤压模具设计本科毕设论文Word文件下载.docx(31页珍藏版)》请在冰豆网上搜索。
6.3.4反挤压凹模19
6.3.5组合凹模尺寸计算21
6.3.6组合凹模的压合工艺22
6.3.7顶杆设计23
7卸件和顶出装置设计24
7.1卸件装置25
7.2顶出装置25
8导向装置设计26
8.1导向方法26
8.2导柱导套导向装置26
8.2.1导柱导套布置形式26
8.2.2导柱导套紧固方法26
9模架的选择27
10压力垫板设计28
10.1压力垫板的作用28
10.2压力垫板的设计计算28
11凸模和凹模的紧固方法28
结论30
参考文献31
致谢33
钎套温挤压模具设计
摘要:
以凿岩工具中的配套件“钎套”为例进行温挤压工艺研究,并据此设计出了成形模具,经实际生产证明所做的工艺理论分析正确可行,选用的工艺参数温度、压力正确。
采用组合式凹模结构可显著提高使用寿命,模具设计合理。
关键词:
钎套、温挤压、模具设计
1前言
现代工业迅猛的发展使挤压提到了圩广泛的应用,对挤压模具的设计与制造要求越来越高。
由于挤压是挤压生产的主要工艺装备,所以其设计是否合理对挤压件的表面质量、尺寸精度、生产率以及经济效益都有很大的影响。
因此提高挤压模具的设计水平和挤压模具的各项技术指标,对现代工业的发展是十分必要的[1]
挤压工艺广泛应用于机械、汽车、五金制品等行业中。
挤压是将金属毛坯放入模具模腔内,在强大的压力和速度作用下迫使金属从模腔中挤出,从而获得达到或接近成品零件的形状、尺寸及一定力学性能的挤压件。
它是在传统的金属塑性加工基础上发展起来的一项新技术。
温挤压成形技术是近年来在冷挤压塑性成形基础上发展起来的一种少无切削新工艺,是产品零件加工中的重要手段之一,与其他制造工艺(如切削加工、铸造、锻造)相比"
它具有优质、高产、低消耗、低成本等优点。
在挤压过程中"
金属材料在三向不等的压应力作用下挤压后金属材料的晶粒组织会更加细小而密实"
金属流线不被切断"
而是沿着挤压件轮廓连续分布"
从而提高了零件的综合机械性能。
钎套是凿岩工具中的配件,其结构见图1,材料为T10碳素工具钢。
从零件的结构工艺上看,其内部孔的结构非常复杂变形程度较大,故采用变形抗力较小的温挤压塑性成形工艺进行成形。
这样即保证了零件的质量和强度,又减化了软化退火热处理工序,压力机吨位也较小,具有较好的技术经济效[2]。
2温挤压工艺简介
温挤压成形技术是近年来在冷挤压塑性成形基础上发展起来的一种少无切削在室温以上、再结晶温度以下某一温度范围内进行的一种挤压。
也有人认为,变形前将坯料加热主,变形后挤压材料只要具有加工硬化现象,在这样条件下的挤压成形均可称为温挤压。
新工艺是产品零件加工中的重要手段之一与其他低成本等优点。
一般指的是金属材料在挤压过程中"
金属材料在三向不等的压应力作用下"
挤压后金属材料的晶粒组织会更加细而密实"
从而提高了零件的综合机械性能[15]
2.1温度范围
温挤压将坯料加热到比热挤压时低的适当温度(金属再结晶温度以下)进行挤压。
一般钢材温挤压的温度范围是高于室温而低于750~850℃的,对铝及铝合金是从室温以上到达350℃以下,对铜及铜合金是从室温以上到达50℃以下[12]。
2.2温挤压工艺的优点
温挤压是在冷挤压和热挤压的基础上发展起来的一种少无切削塑性成形工艺,它具有优质、高效、耗能少等优点。
温挤压的变形温度一般是在室温以上再结晶温度以下的温度范围内。
它在一定程度上兼备了冷挤压与热挤压的优点,同时也减少了它们各自的缺点。
这是因为温挤压是将坯料加热到某一温度进行加工,坯料的变形力比冷锻小,成形比冷锻容易。
可以采用比冷锻大的变形量,从而减少工序数目,减少模具费用和压力机吨位。
还可采用刚性不很大的通用设备,模具寿命也比冷挤压模具要高很多。
另一方面,与热挤压相比,由于其加热温度低,氧化脱碳减轻,产品尺寸公差等级较高,产品的力学性能也较高。
温挤压将坯料加热到比热挤压低的,某个适当的温度进行挤压,一般不需要进行坯料预先软化退火和工序之间的退火,也可以不进行表面之间的磷化处理。
(1)由于被挤压后金属坯料的变形抗力比冷挤压时要小(温挤压的温度在750~850℃时,材料的屈服应力大约降低成1/3),因此可以显著减小挤压时模具所受有压力;
并可用于挤压难加工材料;
显著提高材料挤压变形程度,因此可以减少工序和中间处理次数。
(2)坯料的变形抗力减小使得成形压力的吨位也可以减小,如果控制合理,模具的寿命也比冷挤压时要高。
(3)温挤压坯料在较低的温度范围内加热,使氧化,加热、脱碳大大减轻,所以产品的尺寸精度较高,表面粗糙度值降低。
温挤压件的力学性能比退火时要高。
如果在低温范围内挤压,产品的力学性能与冷挤压件的差别不大。
(4)在较高温度(650~800℃)进行温挤压时,材料不需要软化退火和各工艺之间的退火,也没需要进行表面的磷化处理,可以减少许多的工序(磷化,退火等),更便于组织连续生产。
(5)温挤压成形比冷挤压更容易,可以采用大量的变形,从而减少工序的数目使模具费用大为减少,特别是在制造工序复杂的非轴对称的异形零件时,温挤压的优势更加突出。
(6)温挤压主要适用以下几种情况。
a、用冷挤压对高合金钢、高强度钢进行加工有困难时。
b、一般材料变形尺寸或零件尺寸较大,以致冷挤压时现有设备能力不足时。
c、打算组织连续生产时。
d、形状复杂或者为了改善产品综合力学性能时而不宜采用冷挤压变形时
(7)温挤压主要适用的材料
a、变形时硬化剧烈或者变形抗力不高的不锈钢、高碳合金钢、轴承钢和不锈钢等。
b、在室温下难加工的材料,不锈蚀钢和一些铬含量高的钢、耐热钢合金、镁及镁合金、钛及钛合金等。
c、冷变形时塑性差,容易开裂的某些铝合金、铜合金、钛合金材料。
d、冷态难加工而热态易氧化,吸气的材料,如钛,钼,铬等。
2.3温挤压工艺的缺点
温挤压与冷挤压相比,需要增加加热装置,产品尺寸精度与表面粗糙度虽与冷挤压相近,但总不免稍差一些由于坯料需要加热,使劳动条件较冷挤压差一些。
温挤温度难以控制。
温度过高,超出再结晶温度,影响产品的机械性能;
温度过低,既会影响成形,又加大了挤压力。
温挤润滑剂至今还未完全解决,这就影响了温挤技术的大力推广。
3挤压的基本方法
根据挤压时金属流动方向与挤压轴运动方向之间的关系,常见的挤压方法有:
3.1正向挤压法
正向挤压是挤压生产中应用最广泛的一种方法,主要特点是挤压时金属的流动方向与挤压轴的运动方向一致。
在挤压过程中挤压筒固定不动,锭坯在挤压轴压力的作用下沿着挤压筒内壁向前移动,使得锭坯表面与挤压筒内壁发生激烈的摩擦并引起锭坯的温度升高。
正向挤压又分为实心件正向挤压和空心件正向挤压,空心件正向挤压又分为固定针空心挤压和随动针空心挤压。
正向挤压生产的特点是:
制品的尺寸范围广,灵活性大,自动化简单,投资费用少,易分离残料;
但由于挤压过程中锭坯表面与挤压筒内壁的激烈摩擦,从而使挤压力损失,同时,摩擦产生的温度使锭坯的温度不均匀,导致金属流动不均匀。
为避免由于流动不匀造成制品产生裂纹等缺陷必须降低挤压速度,从而导致生产效率降低,挤压残料较厚。
3.2反向挤压法
反向挤压法是针对正向挤压法在挤压过程中锭坯表面与挤压筒内壁发生激烈摩擦的情况出现的另一种挤压方法。
主要特点是:
挤压时金属的流动方向与挤压轴的运动方向相反,使挤压过程中的锭坯表面与挤压筒内壁之间无相对运动,改变了金属在挤压筒内流动的力学条件,减小了所需的挤压力,降低了变形的不均匀性。
常见的反向挤压法有带堵头反向挤压和双挤压轴反向挤压两种,如图c和图d所示。
反向挤压生产的特点是:
可减小总挤压力的,适用于硬合金挤压生产,金属的流动性较好,从而使挤压制品的组织和性能均匀,但由于受到挤压轴、挤压模的限制,使挤压制品的表面质量欠佳,而且对锭坯表面质量要求严格,分离残料困难。
由于受到设备条件及分离残料困难等因素的限制,因而使其在工业生产中的运用受到很大限制,但近年来随着生产技术的发展和设备结构的改进,在实际生产中反向挤压又有新的发展。
3.3复合挤压法
复合挤压法将正向挤压法和反向挤压法的特点结合起来,生产断面形状为圆形、方形、六角形、齿形、花瓣形的双杯类、杯杆类和杆杆类挤压件,也可以制造等断面的不对称挤压件。
复合挤压法是在挤压时使锭坯的一部分金属的流动方向与挤压轴的运动方向相同,而另一部分金属的流动方向与挤压轴的运动方向相反,如图所
基于以上各挤压法的特点以及钎套的结构,在此选用反挤压法来对钎套进行塑性成形[17]。
4温挤压件的工艺方案
挤压件的工艺性对挤压的质量、模具的寿命和生产效率影响很大。
挤压件的外形多是轴对称形状,设计挤压零件时应根据其挤压变形的规律,对产品零件图进行适当的修改,使之成为具有良好挤压工艺性的适合挤压加工的零件。
温挤压件是适合挤压成形的零件,应依据产品零件图,考虑依据产品零件图,考虑压力工艺和机加工工艺的要求进行设计[6]。
4.1钎套材料的选择
钎套是凿岩工具中的配件,其材料为T10碳素工具钢。
T10碳素工具钢,强度及耐磨性均较T8和T9高,但热硬性低,淬透性不高且淬火变形大,晶粒细,在淬火加热时不易过热,仍能保持细晶粒组织;
淬火后钢中有未溶的过剩碳化物,所以耐磨性高,用于制造具有锋利刀口和有少许韧性的工具。
适于制造切削条件较差、耐磨性要求较高且不受突然和剧烈冲击振动而需要一定的韧性及具有锋利刃口的各种工具,也可用作不受较大冲击的耐磨零件。
4.2钎套形状设计
挤压件的工艺性对挤压件的质量、模具寿命和生产效率有很大的影响。
4.2.1挤压件的形状设计原则
1挤压工件横断面尽可能保持对称,侧面应保持平直,不得有凸出或凹进的形状。
2反挤压或复合挤压时底部厚度不应小于壁厚。
在内孔底面制成斜面,以利于金属流动并降低挤压力。
3挤压过度的截面应避免尖角,因为尖角处金属流动困难,阻力升高,模具转角处容易磨损和开裂。
在允许和情况下尽量将尖角改为圆角,以利于金属流动。
4多次挤压时要合理分配悉听各次的变形量,并考虑各次挤压的定位问题。
5避免内锥体形状。
挤压内锥体零件,模具寿命低。
对此应加大余量,挤压后用切削加工得到。
6零件径向应尽量避免有幅板、十字筋或局部凸出等形状。
因为成形这此形状时,金属流动非常困难。
7避免挤出阶梯变化小的零件。
当阶梯变化小时,用切削加工方法做出阶梯比较有利。
但当阶梯的直径较大时也可挤压阶梯。
8避免零件壁上有环形槽。
挤压时不能做出凹槽,可在挤压加工后用切削加工方法加工。
9避免挤小而深的孔。
零件有10mm以下的深孔(一般孔深大于直径的话1.5倍),用挤压加工方法加工不经济,这类孔可在挤出后钻出。
10避免侧壁有径向孔[4]。
设计挤压件形状时应考虑的因素
工艺性:
挤压工艺性好,成形容易
模具结构:
模具结构简单,加工制造容易
材料利用率:
切削加工部位少,余量小,耗材低
工艺力:
挤压工艺小
成形工序:
所需的成形工序和中间退火次数少
挤压设备:
对挤压设备的要求
质量:
质量和精度容易控制和保证
成本:
生产成本低
图4-1钎套零件图
挤压件是适合挤压成形的零件,应依据产品零件图,考虑依据产品零件图,考虑压力工艺和机加工工艺的要求进行设计。
钎套是凿岩工具中的配件,其结构见图1,其材料为T10碳素工具钢。
从零件结构上看,其内部孔的结构复杂,变形程度较大,故采用变形抗力较小的温挤压塑性工艺成形。
这样即保证了零件的强度的质量,又简化了软化退火热处理工序,压力机吨位也减小了,且钎套属于轴对称零件,生产手手批量较大,为了提高材料的利用率,并使材料的力学性能得到提高,采用温挤压加工钎套,具有较好的技术经济效益[4]。
4.3下料
使用剪切模下料。
剪切下料的特点:
利用剪切模具或型剪机进行下料没有材料损耗,是最有效、节约的下料方式。
剪切坯料的形状和尺寸精度高,可满足一般温挤压的要求。
剪切下料又可分为冷剪切和热剪切两种。
为了减少剪切时的工序以及提高剪切后棒料的端面平整度,在此选用冷剪切进行下料
温挤压坯料的形状应该根据零件相应横断面积来确定。
一般旋转体及轴对称多角类零件可以选用圆柱形坯料,毛坯用料为实心棒料,下料前先计算坯料长度。
毛坯的体积按体积不变条件计算,并应加上修边量,即:
Vo=Vp+Vs
=92692mm³
+3708mm³
=96400mm³
式中:
Vo是毛坯体积(mm³
),Vp挤压件体积,Vs是修边量体积Vs取3%~5%的Vp。
毛坯的切断长度为:
=
/
/π/4×
38²
=85mm
式中:
为坯料的长度(mm)
为坯料的横断面积(mm),根据市的供应情况,坯料的规格为φ38mm×
85mm。
4.4镦粗
用剪切模制备坯料时,剪断的坯料端面比较粗糙,端面与中心轴线不能保持垂直,有一定的斜度。
因此坯料在剪切后,一般用镦平模将坯料端面压平后再进行挤压镦粗后,坯料规格为:
φ41.5mm×
71.3mm
冷镦力计算公:
P=pF=0.785PD²
。
式中p为单位挤压力,钢材取1000~2000MPa,变形程度大时取上限,变形程度小时取下限。
F为镦粗后工件的横断面积(mm²
),D为工件镦粗后直径(mm)。
冷镦力P=1352KN,考虑安全系数,选设备:
偏心式压力机J87-160[5]。
4.5温挤压前润滑
由于挤压时的单次变形量很大,金属与模具接触面上的单位正压力极高,相当于金属变形抗力的3~10倍,甚至更高。
在此条件下,变形金属的表面发生剧烈的更新,从而使金属黏结工模具的现象严重。
为了减少或消除这种现象的出现,在挤压时一般要采用润滑剂。
温挤压前工序之间不需要进行软化退火处理,只需进行表面处理及润滑。
润滑剂在温挤压过程中能提高模具寿命和产品成形率,但润滑剂不同所表现的效果也不同。
对润滑剂有如下要求:
(1)可耐2000MPa以上的高压。
(2)能覆盖温挤压时形成的大片新生表面。
(3)尽量保持低的摩擦系数。
(4)应具有足够的热稳定性、耐热性和绝热性,在温挤压时仍能保持很好的润滑效果,良好的绝热性可防止坯料与模具接触时温度急剧降低,也避免模具温度升得太高,有利于提高模具寿命。
(5)要保证有较好的湿润性(即成膜性),能均匀地扩散到坯料与模具表面,形成均匀而牢固的润滑膜,并应具有一定的冷却性能,在连续高速成形时有利于提高模具的使用寿命。
(6)在加热温度范围内,有足够的黏度和附着性能,能均匀地粘附在毛坯或模具表面上,而不形成堆积的薄膜。
(7)化学稳定性好,保证温挤时不分解,不氧化变质,无毒,无公害,对产品和模具没有腐蚀作用。
当挤压温度在250℃以上时,采用冷挤压时的润滑方法,会使磷化层和皂化层烧毁,使润滑条件恶化,因此,在温挤压时,对润滑剂有更高的要求在600~800℃范围内,采用水剂石墨(成分:
石墨、二硫化鉬、滑石粉、纤维素和水)为润滑剂。
挤压前将坯料作喷砂或抛丸等处理,清理锈迹、污垢等。
然后加热至200左右,出炉浸入水剂石墨润滑剂中,快速捣匀,吊起沥干残液,在干燥处摊开晾干。
干燥后的坯料即可进行加温挤压。
浸涂润滑剂后的坯料表面必须留有0.03~0.1mm厚的薄膜,呈黑炭色,并有明显的黑灰色小点,若不然必须重新浸涂。
4.6温挤压温度的确定及毛坯的加热
成形温度是温挤压工艺能否顺利进行的关键因素。
确定温挤压成形温度的原则是:
(1)选择在金属材料塑性好、变形抗力显著下降的温度范围。
(2)选择在金属材料发生剧烈氧化前的温度范围,以保证在非保护性气氛中加热时氧化极微。
(3)能使所用润滑剂能达到最小摩擦因数,不因高温或低于其使用温度而失效。
(4)选择在金属材料成形后能强化和不改变其组织结构的温度范围。
图4-2为T10A加工温度与变形抗力的关系,可知在300~450℃之间出现上升峰值,这一区间就是蓝脆区,下降较为剧烈。
为了降低变形力,加热温度应高于蓝脆区。
为满足挤压时对钢塑性的要求,在温挤压高强度的材料时往往选择在钢的相变温度进行挤压。
在相变区挤压,即铁—碳平衡相图Ac₁~Ac₃线之间挤压,此时很多高强度钢及合金在相变区内正处于珠光体向奥氏体转变,塑性好,变形抗力小,有利于挤压成形。
T10A的温塑性变形温度通常在650~750℃之间,高于750℃时工件的氧化变得剧烈,低于650℃时工件的变形抗力迅速增大。
由于工件的变形程度较大,故将温挤压温度定在700℃在这温度下T10A的变形抗力为常温下的10氧化极微。
考虑到加热温度的波动,最终将挤压温度定为(700±
20)℃[8]。
图4-2T10的温度曲线
坯料加热后的直径
可按公式:
——温室时毛坯直径
——材料的线性膨胀系数,
t——坯料高于室温的温差,
查表得T10的线性膨胀系数为13.5×
10
其中挤压定为720℃,室温为20℃
则
=38×
(1+0.0095)=38.3mm
5温挤压成型
5.1断面变形程度的计算
钎套温挤压件的断面变形程度:
式中;
Fo为温挤压变形前毛坯的横断面积(mm)
为温挤压变形后制件的横断面积(㎜²
)
=(1422-985)/1422×
100%
=31%
在700℃时T10A的许用变形程度为60%,因此可一次成形。
5.2温挤压压力
温挤压压力大小对温挤压变形工艺的制定、压力机的吨位的选用、模具结构的设计以及对模具寿命的影响等,都有有很大的作用。
5.2.1影响温挤压压力的因素
与冷挤压一个样,影响温挤压压力和因素也很多,其主要有化学材料成分、组织状态、变形程度、挤压方式模具结构、挤压件形状尺寸及加热温度。
除了加热温度以外,其它影响因素与冷挤压因素相似,随着温度的升高,挤压变形抗力逐渐下降,温挤压力也明显下降。
与冷挤压相比,低温温挤压变形抗力要降低于15%,中温或高温温挤压变形抗力要下降50%~70%,由此可见,温挤压压力较冷挤压有明显的下降,这对于挤压加工硬化敏感材料更为突出。
5.2.2温挤压压力的计算
温挤压压力计算有图算法和公式计算法,由于公式计算法相对方便一点,在此就用公式计算法,用理论计算法求得温挤压时的单位挤压力的精确值是比较困难的,在生产实际中一般用经验公式[9],
5.2.3反挤压压力计算
T10温挤压单位挤压
T10在700℃的变形程度为60%,所以由上表可以查得此时的单位挤压力为了1090Mpa。
则总挤压力由公式:
P=pF
=1090×
×
38.36²
=1259718N
=1259.7KN
6温挤压模具设计
6.1模具材料的要求及选用
温挤压模具在挤压成形过程中%要经受高压及变形的作用,在连续生产时模具温度可达300~500℃或更高。
因此作为温挤压模具材料应具备如下特点。
(1)模具温升后模具材料的屈服强度应高于挤压时作用在模具上的单位挤压力。
(2)模具材料除具有高强度"
高硬度"
一定的韧度外,还应具有高的热硬性"
高温耐磨及耐热疲劳性。
(3)模具材料的热膨胀率要小,热导率要大%比热容也要大。
(4)制造工艺好,有利于热锻"
热处理及切削加工等。
凸模对抗压性能有很高的要求,而且温度可300~500℃或更高,故选用W18Cr4V高速W18Cr4V具有较高的变形抗力"
耐磨性及断裂抗力。
有很高的热硬性,热处理硬度要求达到50~63HRC。
凹模对耐磨性有较高的要求,一般需用组合凹模。
凹模选用YG20硬质合金,其加热到800℃时还能保持高的热硬性和耐磨性。
YG20硬质合金冲击韧性很差,性脆、易开裂,所以选用三层组合式凹模结构见图4,内预应力圈与凹模和外预应力圈是过盈配合,内预应力圈的材料必须具有足够的强度与韧性,选用Cr12Mo,热处理硬度达到60~62HRC,外预应力圈选用45#钢。
这样提高了凹模的强度,延长了模具的寿命,还可以减少昂贵的高级模具材料的消耗,大大地降低模具成本。
6.2模具结构
温挤压成形用的模具,要能承受温挤压塑性成形时引起的较大轴向压力和径向压力,要求其强度高,刚度和精度都能适用各种成形工序的要求,尤其是模架,要通用性好,便于安装、调整与更换。
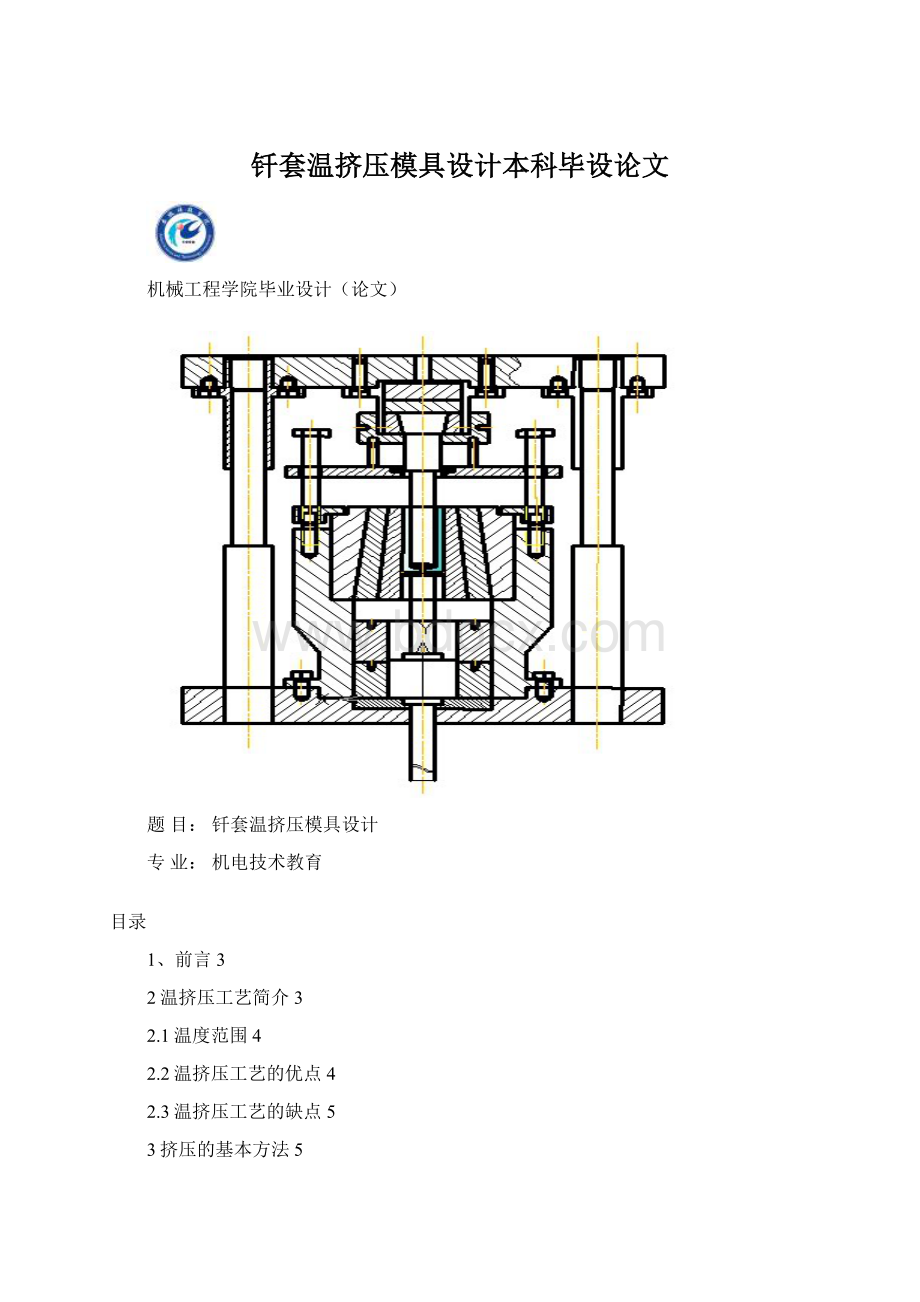
温挤压模具的结构设计如图3所示。
工作部分由凹模、凸模和下顶出器组成。
在开始温挤压之前应使用喷灯或在模具工作部分放上烧红的钢块进行预热,使模具工作部分具有约150~300℃的温度。
每次温挤压以后,用压缩空气冷却凸凹模等工作部分,并增加每次温挤压工序之间的间隔时间[10]。
6.3工作零件的设计
正确选择凸、凹模工作部分尺寸和形状,可以保证模具有较高的寿命,降低挤压力,同时有利于挤压时金属的流动成形。
6.3.1反挤压凸模
反挤压凸模一般由夹紧和成形两部分组成,当反挤压凸模在挤压时靠模口导向时,则还需增加导向部分。
图6-1温挤压模具结构
1、反挤压凸模形式合理的反挤压凸模成形部分形状和尺寸,可以有利于金属的流动,降低单位挤压力,从而提高模具的使用寿命。
按反挤压凸模成形部分的形状不同有三种常用形式,图4中的尖顶锥形凸模,斜角
越大则单位挤压力越小,生产中一般斜角为5~9°
但是斜角越大,当毛坯表面不平时,挤压时凸模要歪斜,造成零件壁厚不均匀。
平底凸模用于挤压件内孔要求平底或单位挤压力较低的场合。
因此我们选用尖顶锥形凸模。
反挤压凸模的有效工作部分是图中高度为h的圆柱形表面,称之为工作带,工作带以上的凸模直径略小些,工作带的作用有以下三点:
(1)减小凸模与挤压金属的接触面积,可大大降低摩擦阻力;
(2)防止挤压结束时,挤压件粘在凸模上;
(3)挤压时,不会由于凸模工作带以上部分的弹性变形而产生的直径增大,影响挤压件内孔的尺寸精度。
工作带又称为定径带,是模具中垂直模具工作端面并保证挤压制品的形状、尺寸和表面质量的区段,也是模孔重要的组成部分。
正确选择工作带长度,有利于提高挤压制品质量与金属流动的均匀性。
工作带长度的选择应根据挤压机的结构形式(立式或卧式)、被挤压的金属材料、制品的形状和尺寸等因素来确定。
若工作带长度太长,则挤压金属残料易粘结在工作带表面,使制品表面出现划伤、毛刺、麻面、搓衣板型波浪等缺陷,同时增大模具与被挤压金属的摩擦力,金属流速变慢,增大挤压力等现象;
若工作带长度过短,则会加快模孔的磨损,使制品尺寸不稳定,出现超差现象,且因金属流速较快致使制品断面各部分金属流动不均匀而形成波浪、扭拧、弯曲等缺陷。
工作带合理长度的确定原则如下:
(1)按照挤压时能保证制品断面尺寸的稳定性和工作带
 升级会员
升级会员 