欧美产品验收标准文档格式.docx
《欧美产品验收标准文档格式.docx》由会员分享,可在线阅读,更多相关《欧美产品验收标准文档格式.docx(14页珍藏版)》请在冰豆网上搜索。
检验
1、制作树脂模前,由设计师根据产品造型对母模外观的质量及规格尺寸做出修整。
2、母模须经公司组织鉴定合格后,才能投入使用。
1、确保树脂模易于脱石膏模,根据造型确认树脂模分块、分体制作。
2、把母模在工作台上垫平放稳,过水平标准定最高点。
3、厚度标准使用软泥定好树脂模外围,再用石膏定型厚度,一般为4㎝至6㎝.
4、把定型的石膏模脱出来检查修整气泡,确认光滑后在内表面均匀涂抹脱模剂,重新合上用白带捆好,待注化工物料。
5、按外围空间厚度确定使用化工物料量,以免浪费。
6、按比例混合化工物料,根据天气温度而定环氧树脂模与固化剂的比例,一般为1:
~1:
之间。
7、化工物料搅拌时,适量加入河沙,在注入化工物料时适当加入大小石头量,必要时,要钢筋加固。
1、化工物料注入作树脂模的空间,待终凝发热后,打开制作完毕的树脂模分块,检查内外的质量(包括气泡、凹凸、崩烂、硬度等)。
2、把不合格部分作出返工。
3、经设计师傅、班长初步确认树脂模合格后,进行试生产一套石膏模,检查树脂模是否合格。
4、树脂模验收不合格,即退回树脂模制作工位,依照不合格项目重新调整返工。
5、树脂模验收合格,由品管部牵头,设计师傅、制作员工、印模班长共同鉴署后交付使用。
树脂模检验、验收标准
CF0-008-11
B
序号
检验项目
检验标准
检验方法
1
形状及外观
1、树脂模外观形状应与母模本身形状一致,树脂
模要工整、对称、无变形。
2、内表面须光滑平整、不允许有气孔、凹凸、裂
纹、崩边残缺等。
3、外表面须平整,不允许有大于5㎜的气孔、
崩边等缺陷。
2、通过浇注一套石膏模进行检验
2
树脂模分块接触面
1、树脂模分块要合理,起模顺畅,方便翻模操作,
分块严密,合缝应≤㎜.
2、树脂模分块螺丝必须用合格标准的螺丝,并与
螺母配套交到模具库。
3、塞尺检测
3
模具尺寸
1、树脂模底板应≥40㎜且≤60
㎜,周边必须至少放置两层钢筋(特殊结构另行处理,但必须合理)
2、内表层纯树脂厚度不超过4-10㎜(特殊结构另行处理,但必须合理)
3、外表层的沙子和花岗石必须搅拌均匀,浇注平整,厚度一般为40㎜(应根据造型的不同部位确定,但须合理)。
4、外围模具厚度为30-40㎜(特殊结构除外,但必须合理)。
2、卷尺检测
4
表面硬度
1、树脂模内表面硬度要适宜,做到硬而不脆。
1、用手指甲划树脂模表面,以无划痕为好。
5
孔眼标记
1、按《工艺文件》及母模要求放置浆管。
2、在树脂模上按《工艺文件》做好各个孔眼位置
标记,标记要清晰、位置准确。
6
其他要求
1、小件有注石膏浆孔一律以“V”型做(上大下小
制作)。
2、安装浆管位须有圆柱型凸起8㎜(圆柱形尺寸
同安装浆管尺寸须一致,分块部位浆管除外)。
3、树脂模与地面接触面须加木方支撑,与地面间
距≥30㎜且≤100㎜,方便运模。
4、如外围较大,须加扣手便于脱模。
5、埋在树脂模内的螺杆必须牢固。
3、现场操作
以上有一项不合格,由开发部,树脂模班修改。
石膏模具干燥标准
CF0-014-02
1、目的:
保证印模进入成型达干燥标准。
2、适用范围:
适用于新翻制的石膏模具。
3、操作步骤:
设定烘干室的温度在53+3℃湿度达到70%时进行排湿。
印模拉入烘干室进行干燥,干燥时间为8天左右(其中快排水模约4天)。
每天早上8点钟检查烘干室里模具的铁箍和木尖,如有松动,必须打紧。
印模拉入烘干室干燥至第7天(快排水模第3天)时,进行抽测,计算公式是干燥后的重量除以脱模时的重量乘以100%,在65-70%间达到干燥标准,如未达标准再延长时间。
印模抽测数量为5套,该烘干室按此规定抽测合格后,把印模拉出烘干室存放或送入成型使用。
陶瓷洁具出口美洲新产品设计输入标准
CF0-013-02
共4页第4页
后搁板式洗面器(两侧双柱立盆,龙头安装孔在竖直靠墙方向):
483×
432,508×
457,559×
457,610×
508.
后平板式洗面器(立盆面在同一平面):
508×
508(533)。
平边式洗面器(台盆),矩形:
458(483);
圆形直径:
457.
修边式台上盆:
矩形559×
483,553×
483;
406,533×
330;
椭圆形,直径为:
457,508×
432,483×
406;
381,圆形直径为:
483.
角盆:
432×
432,(水龙头安装允许位于后架前壁或斜板上)。
小便器:
落地式小便器:
457×
418×
1067,注:
前面是直的或斜的,下端护屏高度:
102㎜.
滤水孔外径:
直径:
114,内径:
89,斜高为10(注滤水器外装).
挂墙带加长护屏喷射式小便器:
457(318内宽)×
286×
470(使用高度)。
注:
下端高,看结构而定。
挂墙喷射式小便器:
356×
508~533×
高(视结构而定).
挂墙带加长护屏虹吸式小便器:
416×
298×
610.
挂墙虹吸式小便器:
318×
330×
带加长护屏挂墙直冲水式小便器:
底出水挂墙直冲水式小便器:
(432~483)。
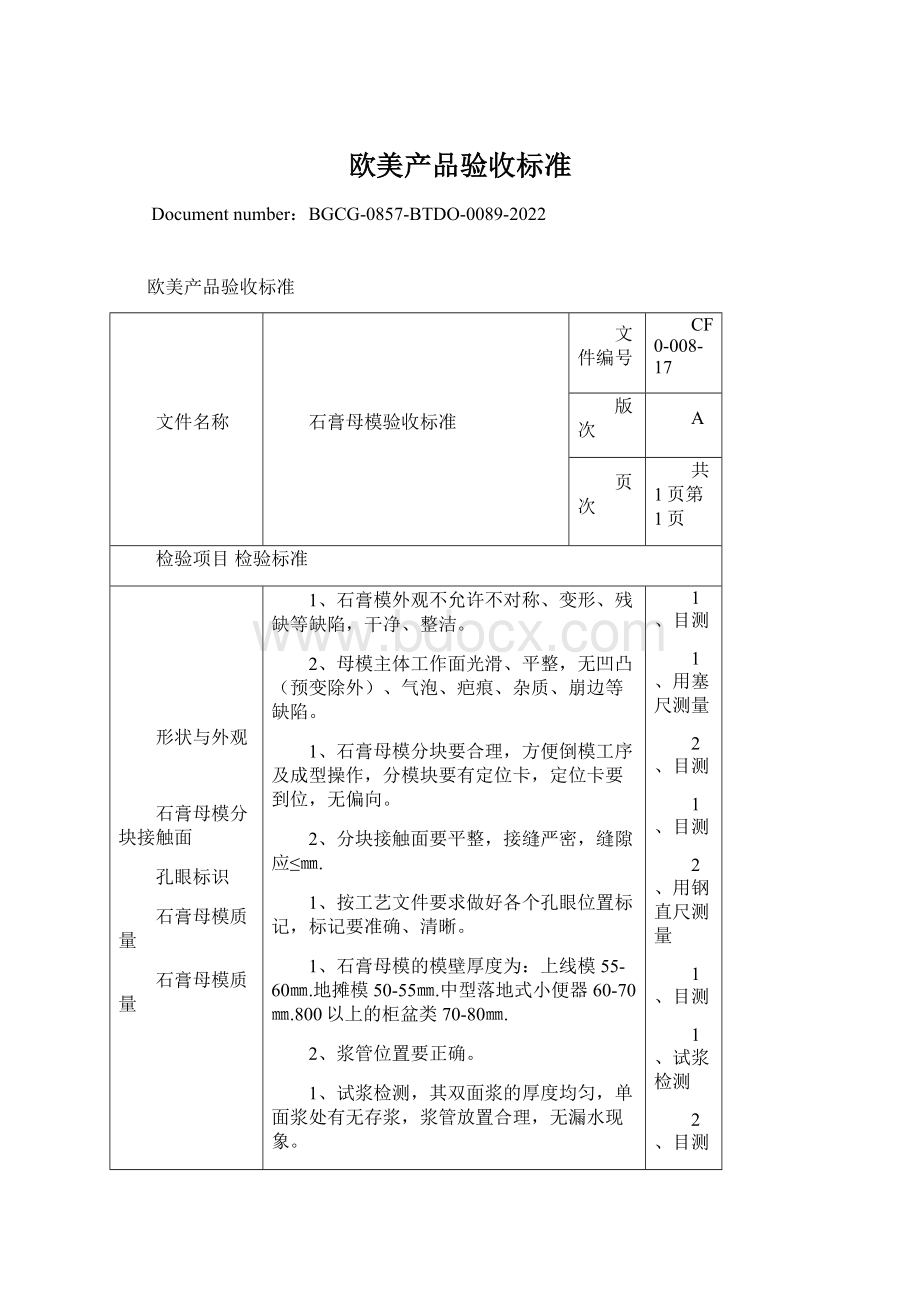
石膏模检验、验收标准
CF0-008-10
石膏模外表面
1、模具外表面不允许变形、残缺、气泡大小不允许超过30㎜.
2、浆管道口须与模具表面平整、位置正确。
3、模具外表面须有产品型号印记。
石膏模内表面质量
1、模具表面须光滑、无凹凸、裂纹、残缺等。
2、模内浆管与吸浆面须平整、位置正确。
3、一件组合体石膏模吸浆面内气泡不超过2个3㎜气泡。
4、铁支架、钢筋等加固配件不许暴露出模具表面(加固配件与模具吸浆面、外表面之间距离不小于15㎜.
组合石膏模分块接触面
1、组合石膏模接触面须光滑、平整、合缝不能大于㎜.
2、吸浆面合模前须撒有少许均匀的滑石粉。
3、面积较大的双面浆部位之间应加垫泥块。
石膏模外围加固
1、石膏模外围按各种造型作出指定位置使用铁皮箍加固。
2、须与橡皮筋固定的小件,印模班须用橡皮筋加固一起干燥。
孔眼尺寸与孔眼标识
1、孔眼尺寸与标识按《工艺文件》及母模的要求标记。
2、孔眼标识须清晰、位置正确。
解剖坯体
1、坯体的厚度:
双面浆11~15㎜,单面浆~10㎜,特殊部位结构另行处理(如管道连接筋双面浆厚度6~7㎜即可。
2、坯体边缘不允许跑边、内部不允许有余浆放不干净、三角位吸不实(工艺文件注明除外)等。
以上前5项有一项不合格则判定该石膏模不合格,如第6项有成型车间进行检验,不合格则判定该产品试产品不合格,交新产品开发部整改。
共4页第1页
对设计和开发的全过程进行控制,确保产品能满足顾客的需求和期望及有关法律、法规要求。
2、范围:
此标准适用于本公司出口美洲陶瓷洁具新产品设计输入。
3、职责:
新产品开发部负责设计输入标准的制订和执行。
品管部对标准执行结果和验证。
4、技术要求
陶瓷件厚双面浆≤12㎜且≥6㎜,单面浆≥6㎜。
座便器类产品
4.2.1功能要求
a、节水型座便器≤6L(包括补水封水)条件:
水件在0、14—0、55Mpa的平均用水量≤6升。
b、其他类型座便器≤9L(包括补水封水)
4.2.1.2便器放水冲洗时洗净面必须全面冲洗,无残迹。
4.2.1.3冲水功能:
4.2.1.直径19㎜,体积密度为—0.90g/cm3聚丙烯球100个。
放水冲洗,冲出≥85个,为合格。
4.2.1.小颗粒2500粒,标准:
一次冲洗后允许水面遗留小颗粒≤30粒。
4.2.1.4溅水测试时水花不能高于坐圈下沿。
水直径≤3㎜.
4.2.1.5海棉条测试:
海棉条规格19*19*58mm3总数30条,分批放置水里湿透22-30条一次性冲出≥22条批次。
4.2.1.6稀释率≥100.
4.2.1.7后续水测试,用水量为6升,人造肠衣(做法按国标GB/T6952-1999)冲出人造肠衣4条后,后续水≥2.5升。
4.2.1.9便器进水道、分水道、布水孔均须满足≥2.0L/S水流量。
盖板要求:
盖板坐圈要求:
413(圆端)/(加长),使用坐位圈宽:
197㎜.
现行外观分级执行标准符合出口要求。
功能测试:
包括漏气测试、聚丙烯球测试、洗刷功能
新产品允许变形数值
新产品允许变形数值单位:
㎜
产品名称
安装面
表面
整体
边缘
洗面器
水箱
座便器(妇洗器)
—
蹲便器
小便器
纸皂蛊
洗涤槽
共4页第2页
5、附件
产品尺寸要求。
附1
产品尺寸示意图。
附2
附1座便器类(成品)
标准单位:
项目
新产品鉴定标准
打孔规尺寸
座便器喉而高(成人)
≥343378+8
落便中以至水圈前内沿距
>240
进水件孔径
25+2
30
出水件孔径
60~70
78;
70
盖板孔径
14
16
盖板孔心距
145+2
—1
水箱(分体)安装孔径
11+2
17
分体安装孔径
20
分体水箱安装孔径
地脚螺丝孔径
圆心:
¢16,椭圆:
11×
19,13×
25
18/×
地脚螺丝孔心距
152
排污口外径(根部)
95
排污口外径(顶部)
85(50内径)
排污口高
13~20
排污口法兰圈
≥184
把手孔径
方行17×
17+1
19
管径
≥
进污口截面积
44c㎡~50c㎡
横出水排污管外径
102
横出水污管内径
87
99
横出水排污管高
190
底出水坑距
285+8
水封高
57+3-2
水面积
180×
220~198×
240
座便器坑口(宽×
高×
长)
75×
60×
80
6.安装
水箱冲水阀安装面最低防虹吸高度至少高于座便器水圈25㎜.
水位线有两种标示:
1、直接在水箱上标示。
2、在冲洗阀标示。
条件为水位线到溢水口距离:
20~38㎜。
水件要求:
进水件C-L线高于溢水口≥25㎜,水位线到溢水口:
把手孔位最低要求,加压到时水溢流动的最高位置以上。
共4页第3页
盆类(妇洗器、小便器、蹲便器)(成品)
标准单位
龙头孔径
单孔或三孔31~38
33/40
龙头心径
102,204
龙头孔心到洗净面后沿距离
≤50
龙头孔心距墙
无规定,但要求美观
盆柱组合高度
787~864
台下盆后端距排水口中心
100~105
排污孔孔外圆
65
排污孔内圆
45
排污孔高
51+/-6
排污孔斜面高
10
妇洗器总长
533~610
妇洗器水圈高度
356~406
妇洗器水圈宽
330~406
妇洗器长
小便器水道
≥19
小便器水封
≥50
小便器进水孔径
33
小便器进水孔以距后端
≥57
小便器排污口外径
55,50,65
小便器排污口内径
小便器安装孔径
15
蹲便器排污口外径
85,95
蹲便器排污口内径
63
蹲便器水封
≥35
蹲便器面洗净面带存水高度
8—12
蹲便器进水孔径
54
60
挂便器标准螺栓的间距:
4孔,左右间距:
230㎜,上下间距190㎜,3孔:
左右间距:
230MM,2孔:
178/226㎜.
公称尺寸
座便器公称尺寸:
普通型:
水圈宽:
356㎜,盖板孔心到水圈前端距离419加长型:
356㎜.
盖板孔心到水圈前端距离:
470
盆类公称尺寸:
左右为长,前后为宽靠背式洗面单柱(立盆):
381,508×
后壁架式洗面器(两侧双柱立盆,龙头安装孔在盆平面),483×
508
 升级会员
升级会员 