杠杆设计工序卡片和工艺卡Word格式.docx
《杠杆设计工序卡片和工艺卡Word格式.docx》由会员分享,可在线阅读,更多相关《杠杆设计工序卡片和工艺卡Word格式.docx(16页珍藏版)》请在冰豆网上搜索。
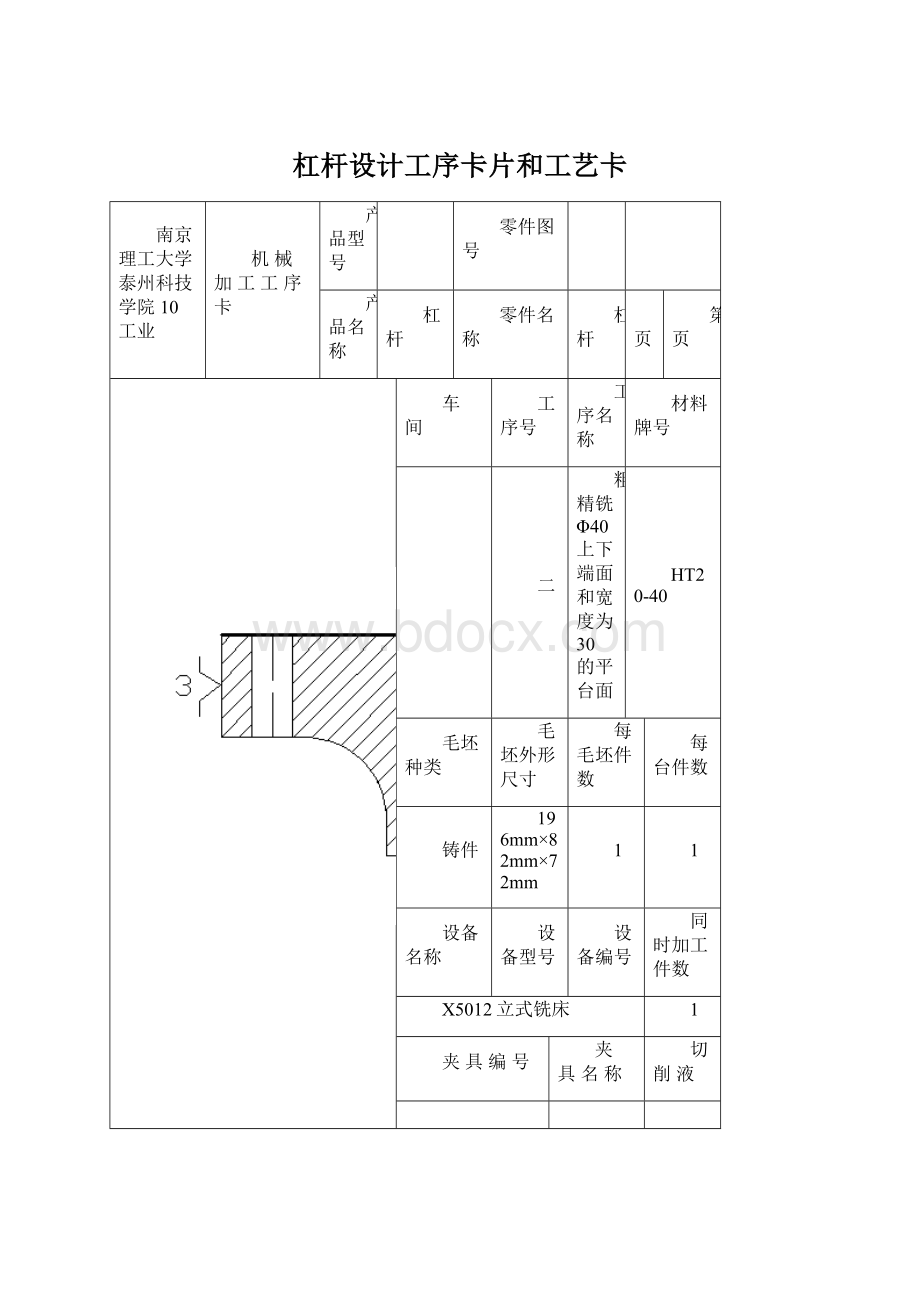
毛坯种类
毛坯外形尺寸
每毛坯件数
每台件数
铸件
196mm×
82mm×
72mm
1
设备名称
设备型号
设备编号
同时加工件数
X5012立式铣床
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴
转速
(r/min)
切削
速度
(m/min)
进给
量
(mm/r)
深度
(mm)
进给次数
工步工时
机动
辅助
粗铣Φ40上下端面和宽度为30的平台面
X5012立式铣床,通用量具
190
5.67
1.01
3
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
校对(日期)
标记
处数
更改文件号
签字
日期
2
精铣Φ40上下端面和宽度为30的平台面
1
三
粗精铣Φ30凸台面
切雪
粗铣凸台面
X5012立式铣床,卡规,通用量具
3
精铣凸台面
四
钻、扩、粗铰、精铰Φ25(H9)mm孔
Z535型立式钻床
钻Φ25(H9)孔
Z535型立式钻床,卡规,专业量具
1000
18
0.4
23
27
扩钻Φ25(H9)孔
47
3.6
1.2
1.8
粗铰Φ25(H9)孔
63
4.95
0.8
0.14
55
4
精铰Φ25(H9)孔
80
6.28
0.6
0.06
61
五
钻、粗铰、精铰2×
Φ8(H7)mm孔
立式Z518型钻床
钻2×
Φ8(H7)孔
立式Z518型钻床,卡规,专用量具
22
0.3
7.8
4.2
粗铰2×
750
11
0.16
精铰2×
720
0.04
5.8
六
钻、粗铰、精铰Φ10(H7)mm孔
钻Φ10(H7)孔
900
27.7
9.8
6
粗铰Φ10(H7)孔
450
13.8
13
精铰Φ10(H7)孔
600
18.8
12
机械加工工艺过程卡
每毛坯可制件数
备注
工序
名称
工序内容
车间
工段
设备
工时
毛坯准备
铸造毛坯,表面时效热处理
模具
通用量具等
铣平面
X5012立式铣床,通用量具,卡规
打直径为25mm的孔
5
打2个直径为8mm的孔
打直径为10mm的孔
7
表面去毛刺
表面处理
通用设备
8
检验入库
质量检验和放入仓库
卡规,专用量具
校对日
 升级会员
升级会员 