激光双丝MIG复合焊Word格式.docx
《激光双丝MIG复合焊Word格式.docx》由会员分享,可在线阅读,更多相关《激光双丝MIG复合焊Word格式.docx(15页珍藏版)》请在冰豆网上搜索。
这种焊接方法下,虽然同时有三种热源作用于工件上同一部位,但是由于焊接速度可以到达很大,所以整个焊接过程的线能量较小,保证了焊接过程节能高效的进展。
综合国内外已有的激光+电弧复合焊接方法的研究成果可知,近几年来国内外对激光+MIG复合焊接方法的关注度在不断增长,但是这些研究主要集中在激光与单电弧复合焊接方法的工艺研究与焊接过程模拟上,而对激光+双丝MIG复合焊接方法及技术的研究几乎没有。
激光-双丝MIG复合焊接方法不是在激光-单丝MIG复合焊的根底之上再简单地参加一个电弧,除了激光与电弧之间的耦合作用外,两个电弧之间也有复杂的交互作用,电弧之间的间隔大小、焊枪夹角大小、电源供电形式的不同、激光作用点的改变等均会使整个焊接过程热场、力场、流场、电场、磁场以及三个热源之间的耦合机制发生变化,进而影响熔滴过渡、焊缝成形和微观组织。
作为焊接加热的直接热源,激光复合电弧的性质对于整个焊接过程具有决定的意义,理解激光与双丝MIG电弧的互相作用方式与作用机理,对进一步的研究激光+双丝MIG复合焊接方法及工艺具有指导性意义。
激光-双丝MIG复合焊的试验系统
激光+双丝脉冲MIG/MAG复合焊系统由焊接系统及检测系统两局部组成.其中焊接系统由激光器、两台焊接电源、两台送丝机、两把焊枪及一个脉冲协调控制器组成,两根焊丝分别使用独立的导电嘴及气体喷嘴.检测局部由两个电流传感器、两个电压传感器、一套高速摄像系统及两台工业计算机组成.为检测激光+双丝脉冲MIG/MAG的稳定性,需要将激光器与高速摄像系统、电流及电压传感器之类的多种仪器通过控制计算机将它们协调统一起来,详细试验连接如图2所示.
图2激光+双丝脉冲MIG复合焊系统
已经研究过的方向:
+双丝MAG复合焊焊缝形貌和电弧特性的影响
1实验材料:
焊接试验选用母材为Q235低碳钢,焊丝为H08Mn2SiA(直径1.2mm)进展平板堆焊焊接试验。
研究了保护气体为φ(Ar)80%+φ(CO2)20%(情况A)和φ(Ar)40%+φ(CO2)10%+φ(He)50%(情况B)时对激光+双丝MAG复合焊焊缝外表成形和电弧特性的影响。
利用LabVIEW信号采集系统和高速摄像系统同步采集焊接电流、电弧电压波形和电弧形态。
焊接过程中激光功率1.8kW,离焦量为0,两焊丝和激光的空间摆放位置如图1所示,其中R1=5mm,R2=6mm。
图3激光+双丝MAG复合焊焊丝空间位置示意图
2实验结果分析:
图4两种不同保护气体对应的焊缝外表成形
结果说明,
(1)在焊缝外表和焊道两侧边缘处,发现有斑点状、不连续的氧化物肉眼可见,保护气体为φ(Ar)80%+φ(CO2)20%时对应氧化物含量高于保护气体为φ(Ar)40%+φ(He)50%+φ(CO2)10%;
保护气体为φ(Ar)80%+φ(CO2)20%时比保护气体为φ(Ar)40%+φ(He)50%+φ(CO2)10%时对应的焊缝熔宽要小。
(2)保护气体为φ(Ar)80%+φ(CO2)20%比保护气体为φ(Ar)40%+φ(He)50%+φ(CO2)10%含有的CO2比例高,使CO2气体对电弧冷却作用增强,减弱了激光对电弧的稳定作用,断弧次数多。
B.激光-MIG双丝复合焊电弧特性与熔滴过渡研究
1试验材料:
试验用母材为Q235低碳钢,工件尺寸为200mm×
100mm×
8mm。
试验前将工件外表打磨干净,防止油污、铁锈等影响焊接过程及质量。
试验用焊丝为H08Mn2SiA,直径为1.2mm。
保护气体为纯氩(Ar)气体。
试验过程中采用外表堆焊方式来研究激光-MIG双丝复合焊接过程。
试验中所用的焊接参数如下表所示:
2结论
(1)与MIG双丝焊接相比,参加激光后焊接过程更稳定,并且随着激光功率的增加,电弧稳定性先增加后减小,在1000W附近焊接过程最稳定。
在送丝速度到达4m/min后焊接过程稳定性较好。
在光丝间距增加到6mm时,激光对两个电弧的耦合作用减弱,焊接过程出现不稳定的情况。
(2)随着激光功率的增加,电弧的偏转角度先减小后增加。
在1000~1400W时变化角度最小,约为12.7°
及17°
。
随着送丝速度的增加,电弧偏转角度呈现先增加后减小的趋势,最大偏转角度出如今送丝速度vf1=vf2=3m/min时,分别为16.4°
及20.1°
随着光丝间距的增加,电弧偏转角度呈现先平稳后增加的趋势。
最小偏转角度出如今光丝间距4mm时,分别为12.5°
及17.6°
(3)在送丝速度为4m/min,引导丝熔滴过渡方式为粗滴过渡,跟随丝熔滴过渡方式为粗滴过渡+少量短路过渡。
随着激光功率的增加,熔滴过渡频率呈现先增加跟随又下降的趋势,熔滴过渡频率分别在1000W与1200W左右到达最大值6.0Hz与6.4Hz。
引导丝与跟随丝的熔滴过渡频率分别以4m/min及5m/min为分界点,过渡频率高于MIG双丝焊接。
在离焦量为–1mm时,熔滴过渡频率到达最大值,分别为引导丝8.6Hz,跟随丝6.3Hz。
C.激光功率对激光-双丝脉冲MIG复合焊接电弧形态及熔滴过渡的影响
1试验系统及焊接试验
激光-双丝脉冲MIG复合焊接试验系统由焊接系统和信号采集系统两局部组成.如图1所示,焊接系统包括天津大学自行研制的MK03型脉冲控制器,林肯INVERTECV350PRO型弧焊电源(置于左侧)、林肯INVERTECTMV300-I型弧焊电源(置于右侧),两台S-86A型送丝机和英国GSI公司消费的JK2003SM型Nd:
YAG激光器,其最大输出功率为2kW,输出波长为1064nm的连续激光,焦距为300mm,焦点半径为0.4mm.信号采集系统主要包括FASTCAMSuper10KC高速摄像机、电压传感器、电流传感器、数据采集卡(PCL-1742)、计算机及其附件.焊接过程中高速摄像的采集频率为1000幅/s,电信号的采样频率为10kHz,可以实现焊接过程中电信号与高速摄像图片信号的同步采集.
图5激光-双丝脉冲MIG焊接系统示意图
试验中的两焊枪所在平面与焊接方向垂直,焊枪与工件的夹角均为60°
,左侧电弧由V350PRO型弧焊电源供电,右侧电弧由V300-I型弧焊电源供电,均采用直流反接的形式.其中V350PRO型弧焊电源的输出形式为脉冲形式,V300-I型弧焊电源在无外部控制时的输出形式为恒压形式.在测量左侧焊接电流的电流传感器1处取出信号交由脉冲控制器进展处理,再由脉冲控制器控制V300-I型弧焊电源的电压呈脉冲式输出,当送丝速度不变时其焊接电流也呈脉冲式输出,两个电弧对应的脉冲电流具有一定的相位差[6].试验所用试板为8mm厚的Q235低碳钢板.焊丝为H08Mn2SiA,直径1.2mm,两瓶保护气体均为纯氩气,气体流量均为20L/min,详细试验参数如下表所示.
2试验结果与分析
1〕激光功率对电弧形态的影响
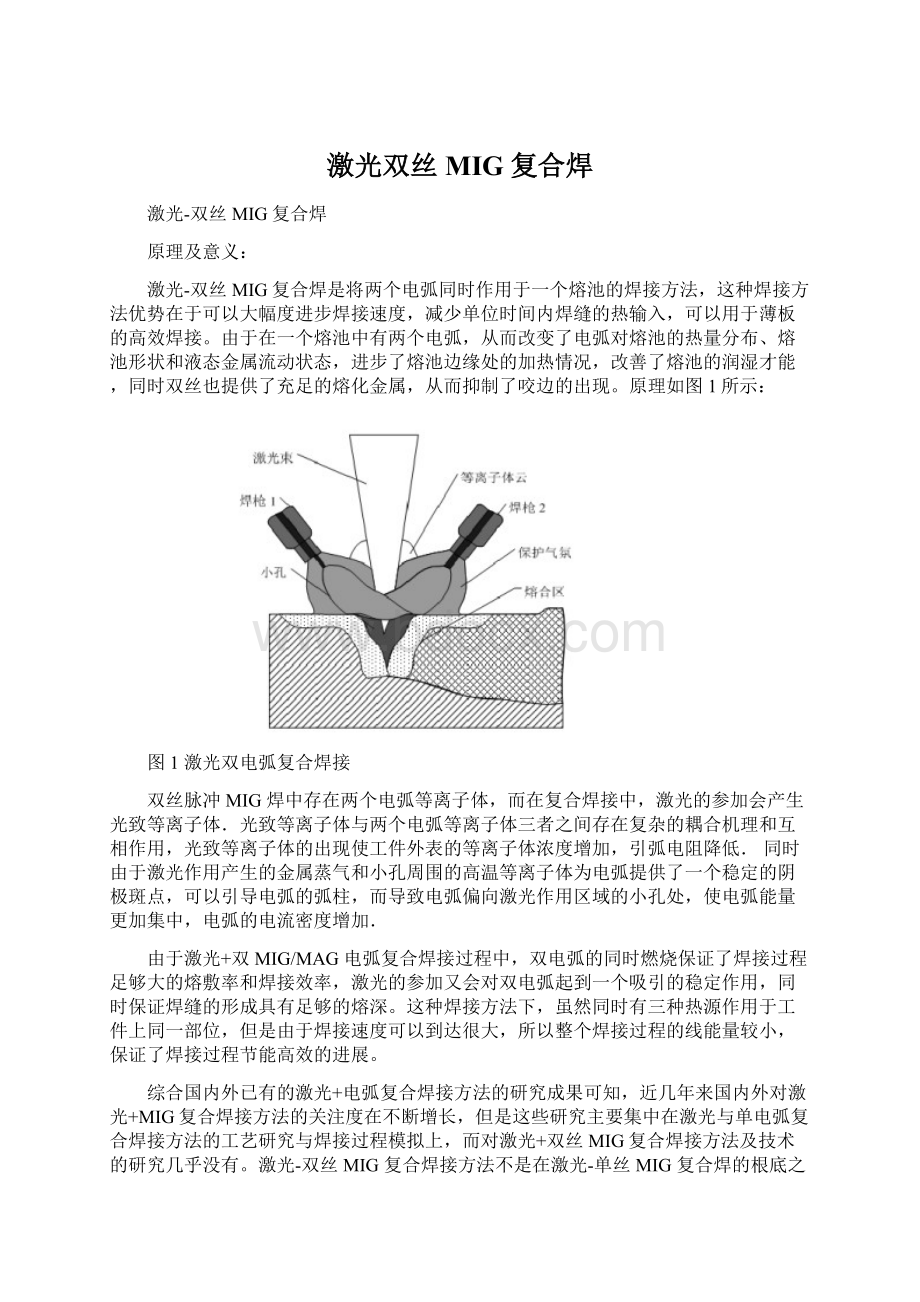
双丝脉冲MIG焊中存在两个电弧等离子体,而在复合焊接中,激光的参加会产生光致等离子体.光致等离子体与两个电弧等离子体三者之间存在复杂的互相作用,光致等离子体的出现使工件外表的等离子体浓度增加,引弧电阻降低.同时由于激光作用产生的金属蒸气和小孔周围的高温等离子体为电弧提供了一个稳定的阴极斑点,可以引导电弧的弧柱,而导致电弧偏向激光作用区域的小孔处,使电弧能量更加集中,电弧的电流密度增加.激光功率的改变可以影响光致等离子体的大小与强度,焊接温度场,熔滴外表张力以及两个电弧之间的互相作用力等[7,8].图2分别为不同激光功率下左侧电流峰值,中间态(即两电弧形态大致一样的状态)及右侧电流峰值时的高速摄像.如图2所示,激光功率为0W时,左侧电流峰值时及右侧电流为峰值时,两个电弧均沿着焊丝轴线方向分布,中间态时两个电弧互相吸引,向中间偏移.参加激光后,左侧电流峰值与左侧电流峰值时电弧均向激光入射方向偏移,中间态时两电弧的偏移角度增大.由于V350焊机的峰值电流可达420A,V300焊机的峰值电流约为300A,因此V350电弧的挺度高于V300的电弧,V350电弧偏移程度相对较小.当激光功率增大至1500W时,中间态及右侧电弧峰值状态下的激光入射处上方的光致等离子体与电弧等离子体发生强烈复合,激光对电弧产生明显的吸引作用.由图2可知,激光对电弧的吸引才能及电弧偏向激光入射方向的角度随激光功率的提升而增大.
图6不同激光功率下的电弧形态
2〕激光功率对熔滴过渡的影响
将焊接过程中采集的电压电流信号及与之同步的高速摄像图片进展处理,绘制出不同激光功率下熔滴过渡过程的电压电流信号与高速摄像的对应图。
图7激光功率0W时一个熔滴过渡周期内的电信号及对应的高速摄像
图8激光功率1500W时一个熔滴过渡周期内的电信号及相对应的高速摄像
通过激光功率0W与1500W时的熔滴过渡过程的比照可知,左侧弧焊电源对应的熔滴过渡形式由P=0W时的一脉一滴变为P=1500W时的两脉一滴;
右侧弧焊电源对应的熔滴过渡形式由P=0W时的两脉一滴变为P=1500W时的三脉一滴.两个弧焊电源对应的熔滴体积均有增大.
3.结论
(1)激光-双丝脉冲MIG复合焊接中,激光功率的改变可以影响光致等离子体与两个电弧等离子体之间的互相作用,熔滴受力情况发生变化,从而影响电弧形态及熔滴过渡.
(2)在焊接电源预设参数不变的情况下,光致等离子体与电弧等离子体之间的互相作用随激光功率的增大而不断增强.左侧弧焊电源对应的熔滴过渡形式由均匀的一脉一滴变为两脉一滴,右侧弧焊电源对应的熔滴过渡形式由均匀的两脉一滴变为三脉一滴.两台弧焊电源对应的熔滴过渡频率均随激光功率的增大而不断降低.
(3)激光-双丝脉冲MIG复合焊中激光对电弧产生了明显的吸引作用,使熔滴受力情况发生改变,等离子流力向激光方向偏移,导致促进熔滴过渡的分力减小,使熔滴过渡更依赖于自身的重力作用,导致熔滴尺寸增大,过渡频率降低.
D.双丝间距对激光-双电弧复合焊接过程稳定性的影响
1.焊接系统如上面一个实验,实验参数如下:
1〕双丝间距对电弧形态的影响激光-脉冲双电弧复合焊中光致等离子体与电弧等离子体以及两个电弧等离子体之间产生复杂的互相作用,双丝间距的改变可以影响焊接电弧的电磁场,焊接温度场,熔滴外表张力以及两个电弧之间的互相作用力等.激光-脉冲双电弧复合焊中,当激光功率较大时,在试板外表形成“匙孔〞,匙孔内喷射出大量粒子(由大量金属铁蒸气及局部电子、离子组成),由于匙孔中溢出的大量粒子较焊接保护气体及空气具有更低的电离电位,因此,当其与电弧等离子体互相作用后,这些粒子受到电弧热作用的影响而迅速电离,从而为电弧提供了具有更高导电率的导电通路.根据最小电压原理,电弧将在这个导电通道内稳定燃烧,电弧弧根将被固定在匙孔附近.单电源供电形式下两焊丝的电流大小相等,方向一样,两个电弧互相吸引.图2为不同双丝间距DAA的电弧形态.可以看出,DAA较大时,YAG激光与MIG电弧呈别离状态,激光与电弧根本没有产生互相作用,DAA=9mm时两个电弧分别作用在两个熔池内,由于两电弧间隔较远,弧间的导电粒子数目少而不能维持两电弧同时燃烧,出现交替燃弧现象(图3),即其中一个丝燃烧,另一个丝处于熄弧状态,未燃焊丝不断送进至接触试板外表,电弧引燃,另一个电弧熄灭.随着DAA的减少,YAG激光对MIG电弧产生吸引及压缩作用,激光作用点上方复合焊接电弧弧柱区收缩.随着DAA的进一步减小,两电弧的互相吸引作用增强且YAG激光作用位置逐渐接近MIG电弧中心高温区域,此时激光对两个电弧的吸引压缩作用也增大.当DAA=0时,两个电弧在互相吸引力和激光吸引力的作用下交融成一个较大的电弧.
2〕双丝间距对熔滴过渡的影响图4为激光-双电弧复合焊接过程中熔滴受力示意图.其中Fg为熔滴所受重力,Fp为等离子流力.在激光-双电弧从复合焊接过程中,参加激光导致电弧向激光偏移,而使得等离子流力向激光方向偏移,其与竖直方向的夹角θ与激光对电弧的吸引程度有关,电弧与激光之间的间隔越近,激光对电弧的吸引作用越强烈,θ也越大.FN为“匙孔〞内向外不断涌出的高温等离子羽辉形成气体射流对复合焊接熔滴产生的一个沿电弧轴线方向向上的反作用力,Fa为两电弧之间的吸引力.熔滴在这几个力的共同作用下偏离电弧轴线向激光位置偏移.在双丝间距较小时(DAA=0mm),熔滴在两焊丝端部不断长大并互相吸引,直至接触并逐渐交融为一个熔滴过渡到熔池中(图5).这一过程中,由于双电弧之间间隔较近,电弧之间的干扰作用较大,电弧不稳定,且熔滴过渡形式为大滴过渡,焊接过程中的飞溅较大.当双丝间距逐渐增大到最正确位置时,熔滴所受到的程度方向分力平衡,熔滴可以平稳地过渡到熔池中,焊接过程稳定.在双丝间距不断减小的过程中,θ增大,Fp沿竖直方向向下的分力减小,而FN沿竖直方向向上的力增大,熔滴受竖直方向向下的合力减小,熔滴过渡频率降低.在DAA=5mm和DAA=7mm时,可以到达稳定的一脉一滴过渡.
3〕双丝间距对焊缝成形的影响图6为不同双丝间距下的焊道外表形貌.可以看出,焊丝间距9mm,为两电弧形成共熔池、同焊道的上临界间隔.此时,两个电弧可以形成各自的焊道并能明晰地看到两个电弧的收弧位置,但两个焊道已经开场有不规那么的连接.这是由于焊丝间距在上述临界状态时,两个电弧的间距较大,二者不能形成共熔池状态,因此形成的熔滴在电弧力的作用下沿焊丝轴线方向过渡至熔池时,在工件上的间隔过大,不能在各自电弧方向相对的程度分力和外表张力的作用下会聚于同一焊道.因此出现双弧双焊道的情况.当焊丝间距变小,两个电弧可以到达共熔池状态时,双丝端部的熔滴过渡到同一熔池,从而形成一条焊道,实现稳定的双丝共熔池焊接.当焊丝间距为5mm时,焊缝外表无气孔、咬边、焊瘤、夹渣等缺陷,成形美观.
3.结论
(1)激光-双电弧复合焊接中,双丝间距的改变可以影响光致等离子体与电弧等离子体以及两个电弧等离子体之间的互相作用,从而改变电弧形态、熔滴过渡以及焊道成形.
(2)在文中所述试验参数下,DAA=9mm为两电弧形成共熔池、同焊道的上临界间隔.DAA=0mm时,为大滴过渡,焊接过程不稳定.DAA=5mm时,熔滴过渡为稳定的一脉一滴.
(3)从非线性角度对焊接过程的电流信号进展最大李雅普诺夫指数计算,计算结果说明DAA=5mm时,LE及其标准方差最小,说明这一焊接过程的混沌程度最低,电流信号的规律性最强,焊接过程最稳定,与前面所述的电弧形态、熔滴过渡和焊道成形变化分析相符合,DAA=5mm是上述试验参数下最正确的双丝间距.
实际应用:
高速铝合金列车车体的焊接。
激光-双丝MIG复合焊接6005A-T6铝合金型材时的焊接速度可达4.5m/min,焊接过程具有较好的搭桥才能,对接间隙到达1.4mm时,仍可以获得良好的焊缝成形.当焊接速度大于或等于4m/min时,复合焊接头的焊接
变形量仅为常规双丝MIG焊的40%左右,其抗拉强度到达了母材强度的83%,比常规
双丝MIG焊接头的抗拉强度进步了9%左右.
 升级会员
升级会员 