生产物流管理系统计算题Word格式文档下载.docx
《生产物流管理系统计算题Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《生产物流管理系统计算题Word格式文档下载.docx(19页珍藏版)》请在冰豆网上搜索。
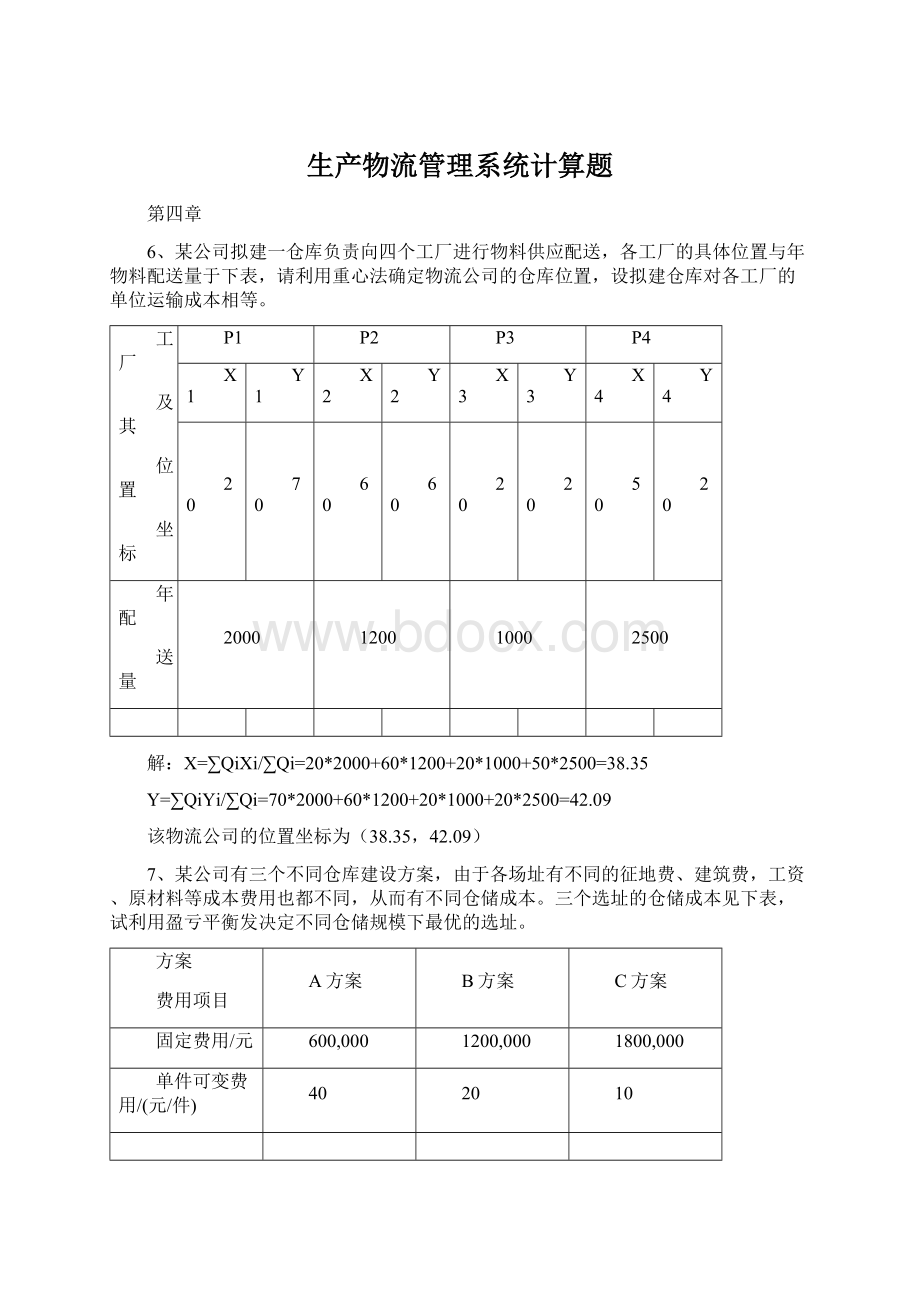
、TCC=1800000+10Q
由线性规划可以得出,当Q<30000时,选择A方案合适;
当30000<Q<60000时,选择B方案合适;
当Q>60000时,选择C方案合适
8、某家电制造公司现有两个分销配送中心F1及F2,供应四个城市销售区域市场S1、S2、S3、S4,由于销售量不断增加必须另设新一配送中心,现通过定性分析,可供选择的地点为F3及F4。
各配送中心以千台为单位的产品储存费用及各个配送中心至各销售城市的运输费用如表1所示。
至
从
运输费用(万元/千台)
年配送量
(单位:
千台)
仓储费用
(万元/千台)
S1
S2
S3
S4
F1
5
3
2
0.7
1.5
F2
6.5
3.5
0.55
1.8
F3
0.5
1.7
1.25
2.0
F4
3.8
8
7.5
1.6
年销售量
单位:
千台
0.4
0.8
0.6
试问在可供选择的地点F3及F4中,选择其中哪一个地址为好?
假设选择F3,其解如下表(括号内为运输量)
年配送量(千台)
仓储费用(万元/千台)
(0.65)
(0.05)
(0.55)
(0.4)
(0.8)
年销售量(千台)
选择F3总的费用(运输费+仓储费):
(1.5*0.4+0.5*0.8+1.7*0.05+2*0.65+3*0.05+1.5*0.55)+(0.7*1.5+0.55*1.8+1.25*2)=7.9万元
假设选择F4:
(0.7)
同理计得,选择F3总的费用(运输费+仓储费)=12.16万元
综上,两者比较选择F3合适
9.一个工厂欲布置其生产与服务设施。
该工厂共分成6个分厂,计划布置在一个2×
3的区域内。
已知这6个分厂间的业务关系密切程度,如图所示,请作出合理布置?
第一步,列出关系密切程度分类表(只
考虑A和X)
A:
1-3
2-5
2-6
3-5
B:
1-4
3-4
3-6
第二步,根据列表编制主联系簇,如图所示
第三步,画出“X”关系联系图
5
3
1
2
4
6
6
第四步,根据联系簇图和可供使用的区域,用实验法安置所有部门
4
1
第五章
10、某混合流水线上生产120台A产品,60台B产品和40台C产品。
试用生产比倒数法确定投产顺序。
解:
产品A
B
C
n
计划产量
120
60
40
最大公约数:
20
生产比:
Xa=6
Xb=3Xc=2
生产比倒数
1/6
1/3
1/2
计算过程:
A
连锁(投产顺序)
1/6*
2/6
1/3*
1/2
AB
2/6*
2/3
ABA
3/6
2/3
1/2*
ABAC
3/6*
1
ABACA
4/6
2/3*
1
ABACAB
4/6*
ABACABA
5/6*
1
ABACABAA
1*
ABACABAAC
1*
-ABACABAACB
--
ABACABAACBA
11、设某种可变流水线加工A、B、C三种零件,其计划日产量分别为100、150、200件;
流水线上加工各零件的单件时间定额为10、12、15分钟。
日制度工作时间8小时,时间利用系数为90%。
按代表产品方法计算流水线生产A、B、C三种产品的节拍、设备数、负荷系数?
选择产量最大的C为代表产品,εA=tA/tC=2/3,εB=tB/tC=4/5
该生产线换算后的工作总量为N=100*2/3+150*4/5+200=387件
有效工作时间Fe=8*60*90%=432分钟,节拍rC=Fe/N=432/387=1.12分钟/件
rA=rC*εA=0.74分钟/件,rB=rC*εB=0.89分钟/件
A、B、C三种产品的设备数和负荷系数为
SA=tA/rA=10/0.74=13.5件,SeA=14件,KA=SA/SeA=0.96
SB=tB/rB=12/0.89=13.5件,SeB=14件,KB=SB/SeB=0.96
SC=tC/rC=15/1.12=13.4件,SeC=14件,KC=SC/SeC=0.96
第七章
6、某厂生产A、B、C、D,4种产品,计划产量和各种产品在机械加工车间车床组的计划台时定额分别如下。
车床组共有车床20台,两班制,每班8小时,设备停修率10%,试用代表产品法求车床组的生产能力?
(年有效工作日306天)
单位产品年计划产量(台)台时定额(小时)
A5020
B10030
C*12540
D2580
(1)选择产量与劳动量乘积最大的产品C为代表产品
(2)计算以C为代表产品表示的生产能力
M0=(306×
2×
8×
(1-0.1)×
20]/40
=
2203.2台时(3)计算各具体产品的生产能力
产品名称
计划产量Qi
单位产品台时定额ti
换算系数Ki
换算为代表产品数量Q0
各种产品占全部产品比重%
代表产品表示的生产能力M0
各具体产品的生产能力Mi
甲
①
②
③
④=①×
⑤
⑥
⑥′=⑤×
⑥÷
A
25
9%
2203.2
396.6
B
100
30
0.75
75
27%
739.2
C
125
46%
1013.5
D
80
18%
198.3
275
100%
第八章
5、某厂生产一种产品,销售单价为2500元,单位变动成本为1500元,企业固定成本为2000万元,则该产品的盈亏平衡点产量?
Q*=F/(P-V)=20000000/(2500-1500)=20000(件)
6、利用以下给定信息建立运输表,制定最小成本的综合计划?
时期
1季度
2季度
3季度
需求量
550
700
750
生产能力
正常
500
加班
外包
120
期初存货数量
成本
正常生产成本
60¥/单位
加班单位成本
80¥/单位
转包单位成本
90¥/单位
单位库存成本
1¥/单位/季度
计划方案
计划期
未用生产能力
全部生产能力
单位计划期
期初库存
0(100)
正常生产
60(450)
61(50)
62
81(50)
82
转包
90
91
92(30)
60(500)
61
80(50)
81
90(50)
91(70)
90(100)
需求
2090
公司综合生产计划
季度
调节库存
130
1季度调节库存450+50+50+30+100-550=130(生产量加外协量超过了需求)
生产量加外协量小于需求时,将消耗调节库存
2季度调节库存130+500+50+120-700=100
3季度调节库存100+500+50+100-750=0
综合生产计划的总成本
期初库存成本:
100*0=0
1季度:
60*450+61850+81*50+92*30=36860
2季度:
60*500+80*50+90*50+91*70=44870
3季度:
60*500+80*50+90*100=43000
总成本:
36860+44870+43000=124730
第九章
8、用在制品定额法计算各车间某月份投入量与出产量,如图示:
第十章
1、设有零件甲、乙、丙、丁四种,小组由车床、铣床各一台,其中零件的加工顺序都是先车后铣,其余条件如下表,试确定最佳加工顺序。
零件名称
车加工定额
铣加工定额
15
乙
丙
丁
12
7
(1)从加工时间中找出最小值。
本题中为铣床列中的4
(2)上述最小值如果属于车床列(先加工的设备列),则该零件应优先安排加工;
反之则最后加工。
本题中铣4应最后加工
(3)将已安排加工的零件除去,其余零件在重复
(1)、
(2)步骤,直到全部零件安排完毕。
(4)当遇到车、铣两列的最小值相等时,可以任意取其中之一。
按照上述方法,上例的加工顺序安排应为:
乙、丁、丙、甲。
绘制成线条图如下:
2、某工厂某一批产品要经过车削、铣削、磨削三道加工工序,已知批量n=6个,工序数m=3道,单个产品在各工序上的加工时间分别为t1=12分钟、t2=6分钟、t3=20分钟。
问题:
(1)绘制顺序移动、平行移动、平移顺序移动三种生产方式的(工序-时间)示意图?
(2)并分别计算顺序移动、平行移动、平移顺序移动三种生产方式加工完这批零件的生产周期?
(1)顺序移动方式
时间
n=6,t1=12,t2=6,t3=20
T顺=nΣti=6×
(12+6+20)=228分钟
(2)平行移动方式
n=6,t1=12,t2=6,t3=20T平=Σti+(n-1)t长=(12+6+20)+(6-1)×
20=138分钟
(3)平行顺序移动方式
T
p
s
=n∑ti
-
(n
)∑m
i
(ti
ti
+
)=6×
(12+6+20)-(6-1)×
12=168分钟
第十二章
3、有四种零件组成的产品,月计划生产115台,零件计划和生产统计数据见下表。
计算各零件产量计划完成率,计算零件配套率?
零件序号
每台配套零件数
计划产量(件)
实际产量(件)
01
345
350
02
03
115
04
230
220
计划完成率%
实际装配产品台数(台)
101.4%
350/2=175
345/3=115
104.3%
120/1=120
95.7%
220/2=110
表中04号零件实际可装配产品数最低,110台,是四种零件中的最短缺零件。
月成品出产计划是115台。
实际数量达到计划数量的零件有01、02、03三个品种。
配套率:
K1数量成套=(S实/S计)*100%=110/115*100%=95.7%
,K2品种成套=(n实/n套)*100%=3/4=75%
第十四章
5、已知某产品各零件的功能比较打分情况和成本如下表,试计算功能系数、成本系数、价值系数,分析其成本差异?
表1:
强制法打分与目前成本情况表
序号
E
目前成本
×
1
800
评分值
功能系数
0.2
0.3
0.1
合计
功能系数①
目前成本②
成本系数③
价值系数④=①/③
按④分配成本⑤=②*④
成本差异⑥=⑤-②
0.17
2.35
2350
+1350
0.34
0.59
1180
-820
0.14
2.14
1712
+912
0.21
0.48
576
-624
-800
1.0
5800
5818
第十五章
5、某设备制造公司生产A产品,生产供应处需某编制计划期公司的A产品的各零件生产作业计划与采购计划,计划编制周期公司规定统一为8周。
已得知A产品的产品结构如图1所示,设备制造公司各产品及其零部件库存量、生产(订购)批量和周期如表1所示:
表1设备制造公司各产品及其零部件库存量、生产(订购)批量和周期
现有库存量(件)
安全库存量(件)
生产(订购)批量(件)
?
预计入库量(件)
80
(2)﹡
50(4)
80
(2)
生产(订购)周期(周)
﹡80
(2)表示第2周有80件入库
设备装配分厂全年(365天)需用B零件1460件,每日零件生产分厂生产B零件件数为6件/天,由于设备制造公司的采取按订单生产方式,实施零库存生产方式,不设B零件仓库,采取边生产边消耗的供货方式,装配分厂补货投料批量为B零件的经济生产批量。
现已知装配分厂每次向零件分厂补货的费用为30元/次,每个B零件的加工过程中零件暂存费用为2.92元;
零件分厂的生产组织采用顺序移动方式,B零件要经过三道工序加工完成零件制造,B零件各工序上的单件加工时间分别为t1=0.04小时、t2=0.05小时、t3=0.07小时;
零件分厂的工作时间每天为8小时(每周工作日6天)。
1、试计算设备装配分厂B零件的经济补货批量?
EOQ=
=
=173.2件
其中,EOQ为经济订货批量;
C为单次订货成本;
R为年总需求量;
P:
货物单价(元/件);
F:
每件存货的年保管费用占其价值的百分比;
H=PF:
单位产品的库存成本,即每件存货的年平均库存保管费用(元/件·
年)
2、计算B零件的批量生产周期?
T=EOQ/R=0.12年=43.3天
3、经预测第6周客户需要A产品300台,在表2中编制该制造企业的A产品的物料需求计划(MRP)
表2MRP逻辑运算表
产
品
时间(周)
项目
安全库存量10
毛需求量
300
预计入库量
计划库存量
(现有库存量20)
净需求量
210
计划订单产出量
计划订单投入量
(现有库存量15)
245
145
195
55
200
安全库存量20
420
600
(现有库存量25)
425
305
(现有库存量30)
 升级会员
升级会员 