1连接方式绑扎连接机械连接焊接Word下载.docx
《1连接方式绑扎连接机械连接焊接Word下载.docx》由会员分享,可在线阅读,更多相关《1连接方式绑扎连接机械连接焊接Word下载.docx(25页珍藏版)》请在冰豆网上搜索。
⑶直接承受动力荷载的构件,纵向受力钢筋不得采用绑扎搭接接头。
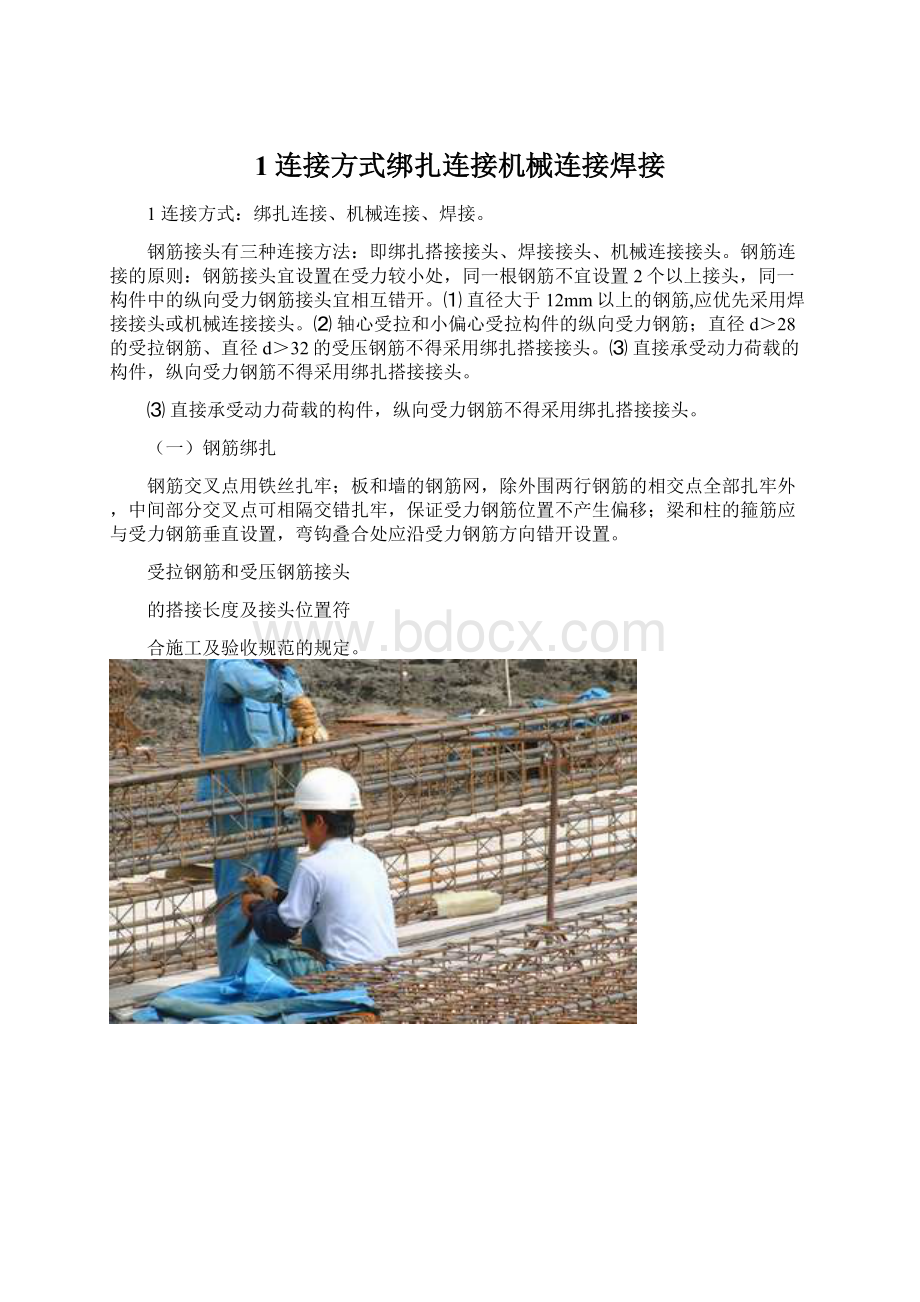
(一)钢筋绑扎
钢筋交叉点用铁丝扎牢;
板和墙的钢筋网,除外围两行钢筋的相交点全部扎牢外,中间部分交叉点可相隔交错扎牢,保证受力钢筋位置不产生偏移;
梁和柱的箍筋应与受力钢筋垂直设置,弯钩叠合处应沿受力钢筋方向错开设置。
受拉钢筋和受压钢筋接头
的搭接长度及接头位置符
合施工及验收规范的规定。
(二)钢筋焊接连接
1.对焊
利用对焊机使两段钢筋接触,通过低电压强电流,把电能转换为热能,钢筋加热到一定程度后,以轴向压力顶煅,两根钢筋焊接在一起。
对焊成本低、质量好、工效高,适用于各种钢筋。
对焊机对焊动画
2.电阻点焊
已除锈的钢筋交叉点置于点焊机两电极间,通电发热至一定温度后加压使焊点金属焊合。
适用于钢筋骨架成型。
点焊
3.电弧焊1
利用弧焊机在焊条与焊件之间产生高温电弧,使焊条和电弧燃烧范围内的焊件熔化,凝固后形成焊缝或接头。
适用于钢筋的搭接接长、钢筋与钢板的焊接、装配式钢筋混凝土结构接头的焊接、钢筋骨架及各种钢结构的焊接等。
帮条焊、搭接焊、坡口(剖口)焊、窄间隙焊、熔槽帮条焊
4.电渣压力焊1
利用电流通过渣池产生的电阻热将钢筋端部熔化,然后施加压力使钢筋焊合。
图片
a)帮条焊
d—钢筋直径;
l—帮条长度;
l'
—搭接长度;
c—焊缝余高
b)搭接焊
c)剖口焊
d)窄间隙焊;
e)熔槽帮条焊
1、闪光对焊
闪光对焊广泛用于钢筋连接及预应力钢筋与螺丝端杆的焊接。
热轧钢筋的焊接宜优先用闪光对焊。
钢筋闪光对焊(图3-5)是利用对焊机使两段钢筋接触,通过低电压的强电流,待钢筋被加热到一定温度变软后,进行轴向加压顶锻,形成对焊接头。
钢筋闪光对焊工艺常用的有:
连续闪光焊、
预热闪光焊
闪光—预热—闪光焊
2、电弧焊
电弧焊是利用弧焊机使焊条与焊件之间产生高温,电弧使焊条和电弧燃烧范围内的焊件熔化,待其凝固便形成焊缝或接头。
电弧焊广泛用于钢筋接头、钢筋骨架焊接、装配式结构接头的焊接、钢筋与钢板的焊接及各种钢结构焊接。
钢筋电弧焊的接头形式有:
搭接焊接头(单面焊缝或双面焊缝)、帮条焊接头(单面焊缝或双面焊缝)、剖口焊接头(平焊或立焊)和熔槽帮条焊接头(图3-8)。
3、电渣压力焊
电渣压力焊在施工中多用于现浇混凝土结构构件内竖向或斜向(倾斜度在4:
1的范围内)钢筋的焊接接长。
电渣压力焊有自动和手工电渣压力焊两类。
与电弧焊比较,它工效高、成本低,可进行竖向连接,故在工程中应用较普遍。
保护层厚度
受力钢筋净距
气压焊
5、点焊
主要用于钢筋网片的焊接
(三)钢筋的机械连接
分为:
螺纹和挤压连接
钢筋机械连接包括挤压连接和螺纹套管连接,是近年来大直径钢筋现场连接的主要方法。
钢筋挤压连接亦称钢筋套筒冷压连接。
它适用于竖向、横向及其他方向的较大直径变形钢筋的连接。
与焊接相比,它具有节省电能、不受钢筋可焊性好坏影响、不受气候影响、无明火、施工
简便和接头可靠度高
等特点。
连接时将需
变形钢筋插入特制钢
套筒内,利用液压驱
动的挤压机进行径向
或轴向挤压,使钢套
筒产生塑性变形,紧
紧咬住变形钢筋实现
连接(图3-12)。
1.绑扎连接
钢筋的接长、钢筋骨架或钢筋网的成型应优先采用焊接或机械连接,如不能采用焊接或机械连接或骨架过大过重不便于运输安装时,可采用绑扎连接的方法。
20~22号铁丝(8#:
4mm;
10#:
3.25mm;
12#:
2.6mm;
14#:
2mm;
18#:
1.2mm;
20#:
0.9mm;
22#:
0.711mm号数越大,铁丝越细。
)
绑扎时应注意钢筋位置是否准确、牢固,绑扎位置及搭接长度是否合格。
4.1钢筋焊接钢筋连接采用焊接接头,可节约钢材、改善结构受力性能、提高工效、降低成本。
常用的焊接方法可分为压焊(闪光对焊、电阻点焊、气压焊)和熔焊(电弧焊、电渣压力焊)。
4.1.1焊接施工的一般规定
⑴焊工必须持证操作,施焊前应进行现场条件下的焊接工艺试验,试验合格后,方可正式施焊。
⑵焊剂应存放在干燥的库房内,受潮时,使用前应经250~3000C烘焙2h。
 升级会员
升级会员 