数控机床毕业设计样板式样文档格式.docx
《数控机床毕业设计样板式样文档格式.docx》由会员分享,可在线阅读,更多相关《数控机床毕业设计样板式样文档格式.docx(12页珍藏版)》请在冰豆网上搜索。
工步一环切法粗铣十字形凹槽。
走刀路线如图1-5-3。
从A(-10,0)点下至切削深度,按A→C→D→E→F→H→I→J→K→M→N→L→P→Q→R→S→T→Z→D→E→F→H→B→O的路线进给,从O(0,0)点抬刀。
图1-5-3粗铣十字形凹槽走刀路线
工步二环切法精铣十字形凹槽。
走刀路线如图1-5-3所示。
从A(-10,0)点下至切削深度,A→C建立左刀补,C→E直线切入,按E→F→H→I→J→K→M→N→L→P→Q→R→S→T→Z→D→E→F→H的路线进给,H→B直线切出,从B→O取消刀补,O点抬刀。
工步三粗铣封闭方型凹槽,方型凹槽内轮廓走刀路线(经旋转45度角后得到)如图1-5-4。
O(0,0)→A(0,-40)建立左刀补,A点下刀至切削深度,按A→B→C→D→E→F→H→I→J→A的路线进给,A点抬刀,A→O点取消刀补。
方型凹槽外轮廓走刀路线(经旋转45度角后得到)如图1-5-4。
O(0,0)→K(0,-40)建立右刀补,K点下刀至切削深度,按K→M→N→U→V→W→Q→P→S→K的路线进给,K点抬刀,K→O点取消刀补。
图1-5-4方型凹槽走刀路线
工步四精铣封闭方型凹槽。
走刀路线同工步三。
5.工件的装夹
以已加工过的底面和侧面作为定位基准,在平口虎钳上装夹工件,钳口高度为50mm,工件顶面高于钳口10mm左右,工件底面用垫块将工件垫起,在虎钳上夹紧前后两侧面。
虎钳用T型螺栓固定在铣床工作台上。
6.合理切削用量选择
查附表可知,铝合金允许切削速度V为150~300m/min,精加工取V=200m/min,粗加工取V=150m/min。
查附表,φ16高速钢铣刀的每齿切削量粗加工取Sz=0.1mm/齿,精加工取Sz=0.1mm/齿×
0.8=0.08mm/齿。
修正系数取0.4(考虑到实习用机床刚性不是很好,修正系数范围0.3~0.6)。
查附表,φ8高速钢铣刀的每齿切削量粗加工取Sz=0.075mm/齿,精加工取Sz=0.075mm/齿×
0.8=0.06mm/齿。
计算φ16键槽铣刀粗加工切削用量:
n=1000v/πD=1000×
150×
0.4/3.14×
16≈1200r/min
F=2Sz×
n=2×
0.075×
1200≈180mm/min
计算φ16立铣刀精加工切削用量:
200×
16≈1600r/min
F=3Sz×
n=3×
0.06×
1600≈280mm//min
计算φ8键槽铣刀粗加工切削用量:
8≈2400r/min
2400≈360mm/min
计算φ8立铣刀精加工切削用量:
8≈3100r/min
3100≈550mm/min
数控加工工艺卡片如表1-5-1所示。
表1-5-1数控加工工艺卡片
工序号
程序
编号
夹具
名称
夹具编号
材料
使用设备
1
O1006
台式虎钳
铝合金
加工中心(VMA600)
工步号
工步
内容
刀具号
刀具规格
(mm)
主轴转速
(r·
min-1)
进给速度
(mm·
切深
mm
备注
粗铣十字槽
T02
φ16键槽
铣刀
1200
240
4.9
2
粗铣方形型腔
T03
φ8键槽
2400
360
3
精铣十字槽
T04
φ16立
1600
350
0.1
4
精铣方形型腔
T05
φ8立
3100
550
注意事项:
①启动机床回零后,检查机床零点位置是否正确。
②正确操作机床,注意安全,文明生产。
表1-5-2数控加工刀具及其补偿
刀具名称
数量
用途
刀具材料
加工性质
刀具补偿
H(mm)
D(mm)
键槽铣刀
φ16
铣十字槽
高速钢
粗铣
H02=0
D02=7.9
φ8
铣方形型腔
方形型腔
H03=3.05
D03=3.9
立铣刀
精铣
H04=0.67
D04=8
5
H05=2.89
D05=4
注:
H02~H05中的数值根据具体对刀情况而定
任务2程序编制
1.工件坐标系的确定
选择工件的对称中心为工件坐标点,选择工件的上平面为工件坐标系的Z=0面,机床坐标设在G54上。
2.编程点坐标确定
由于图形各坐标编程点确定比较简单,故省略。
3.编写加工程序
用FANUCSeriesOi-Mc数控系统的指令及规则编写加工程序如下:
表1-5-3数控加工程序(主程序)
程序
说明
O1700;
N10G90G17G40G49G80G21G69;
N20T02M06
N30M03S1000;
N40G54G00X20Y0;
N50G43Z50H02;
N60G01Z5F300;
N70Z-5F100;
N80F300;
N90D02;
N100M98P1711;
N110G49G00Z50;
N120M00;
N130T04M06
N140M03S1800;
N150G43H04Z5;
N160G01Z-5F100;
N170F250;
N180D04;
N190M98P1711;
N200G49G00Z50;
N210M00;
N220T03M06;
N230M03S1800;
N240G90G54G00X0Y0;
N250G43G00Z50H03;
N260G68X0Y0R45;
N270D03;
N280M98P1712;
N290D03;
N300M98P1713;
N310G49G00Z50;
N320G69M05;
N330M00;
N340T05M06
N350M03S2000;
N360G43G00Z50H05;
N370G68X0Y0R45;
N380D05;
N390M98P1712;
N400D05;
N410M98P1713;
N420G49G00Z50;
N430G69M05;
N440M30;
程序号
注销
换φ16键槽铣刀
主轴正转,转速为1000r/min
建立工件坐标系,刀具快速移动到下刀点位置
建立刀具长度补偿
Z向下刀到工件上表面上方5mm安全高度
Z向下刀到工件上表面下方5mm处
环切法粗加工十字形槽
换φ16立铣刀
环切法精加工十字形槽
换φ8键槽铣刀,
粗加工方形型腔
建立刀补,D03=3.9mm
调用内轮廓方型腔槽子程序
调用外轮廓方型腔槽子程序
换φ8立铣刀,
精加工方形型腔
建立刀具半径补偿,D05=4mm
程序结束
表1-5-4数控加工程序(加工封闭凹槽外轮廓子程序)
O1711;
N10G54G90;
N20G41X-10Y0;
N30G01Y-20F300;
N40G03X-10Y-20R10;
N50G01Y-10;
N60G02X-15Y-10R5;
N70G01X20;
N80G03X20Y10R10;
N90G01X15;
N100G02X10Y15R5;
N110Y20;
N120G03X-10Y20R10;
N130G01Y15;
N140G02X-15Y10R5;
N150G01X-20;
N160G03X-20Y-10R10;
N170G01X0;
N180Y0;
N190G00Z20;
N200G40X20;
N210M99;
程序号(十字形槽子程序)
子程序结束,返回主程序
O1712;
N20G41G01Y-40;
N21G01Z-5F100;
N30G01Y-30F300;
N40G03X40Y-30R10;
N50G01Y30;
N60G03X30Y40R10;
N70G01X-30;
N80G03X-40Y30R10;
N90G01X-30;
N120G03X-30Y-40R10;
N130G01X0;
N200G40Y0;
(内轮廓方槽子程序)
O1713;
N20G42G01Y-30;
N40G03X30Y-20R5;
N50G01Y20;
N60G03X20Y30R5;
N70G01X-20;
N80G03X-30Y20R5;
N90G01Y-20;
N120G03X-20Y-30R5;
(外轮廓方槽子程序)
说明:
粗铣和精铣时使用同一加工程序,通过调整刀具补偿参数就可实现粗、精加工,刀具补偿参数的设置与调整见表1-6-2所示。
任务3机床操作
1.加工准备
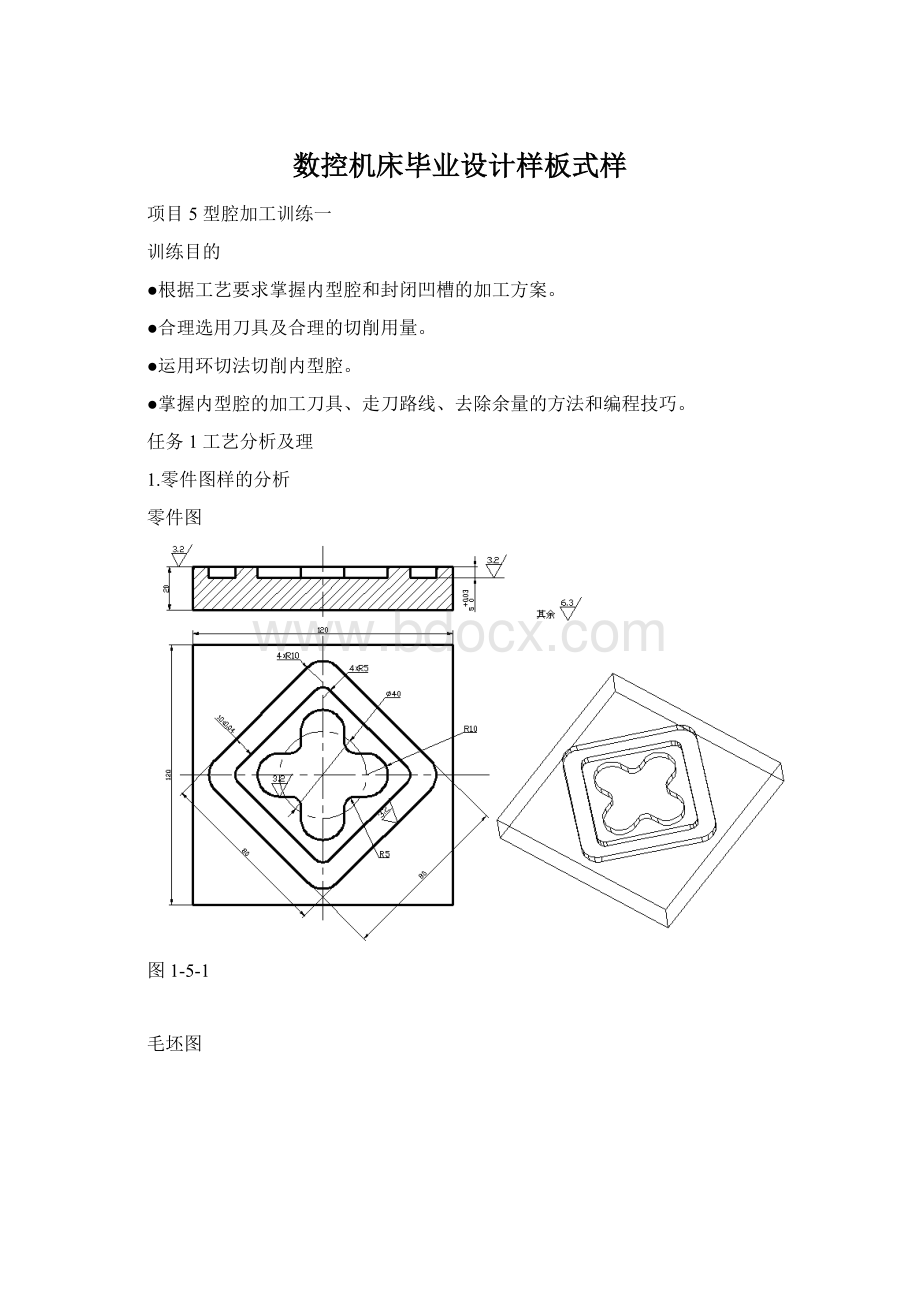
(1)阅读零件图(图1-5-1),并按毛坯图检查坯料的尺寸。
(2)开机,机床回零操作。
(3)输入程序并检查该程序。
(4)安装夹具,夹紧工件。
装夹时用平行垫铁垫起毛坯,零件的底面要保证垫出一定厚度的标准块,用机用虎钳装夹工件,使毛坯上表面伸出钳口10mm左右。
定位时要利用百分表调整工件与机床X轴的平行度,控制在0.02mm之间。
(5)准备刀具
本课题共使用四把刀具,安装时要严格按照步骤来执行,并要检查刀具安装的牢固程度。
2.对刀,设定工作坐标系
(1)X、Y向对刀
①安装分中棒
②用MDI方式将主轴旋转(转速不宜过高,一般在600r/min之内),在工件上方将分中棒快速移至工件左方,Z轴下刀到一定深度,在手轮方式下将分中棒与工件侧面接触(快接近工件侧面时要降低手轮倍率),此时记下机床X坐标值A。
③手动提刀,Z轴移动至工件上方,将相对坐标X值清零,此时X坐标值为0。
④MDI方式再次使主轴旋转,在工件上方将分中棒快速移至工件的右方,Z轴下刀至一定的深度,在手轮方式下将分中棒与工件侧面接触,此时记下机床X坐标值B。
⑤手动提刀,Z轴移动至工件上方,再将分中棒移到相对坐标值为(0+B)/2处,此位置即为工件X向中心,将该位置对应的机械坐标X值存至零点偏至G54中。
⑥同理,可找正Y轴工件中心。
(2)Z轴对刀
Z轴对刀需要加工所需的刀具来找正。
一般可用已知厚度的塞尺、圆柱形的标准刀柄或Z轴设定器作为刀具与工件的中间衬垫以保护工件表面。
将2号基准刀Z向所对的零点机械坐标存至零点偏至G54中。
用对刀法或对刀仪等方法测量出3号、4号、5号刀相对于基准刀的长度,将相应的数值输入到对应的刀具长度补偿单元H03、H04、H05参数代号中去(基准刀长度补偿代号H02值为零)。
3.程序模拟与调试
(1)锁住机床,调出所需程序,在“图形模拟”功能下,实现图形轨迹的校验。
图形模拟后,松开机床锁住按钮,重新回零。
(2)把工件坐标系的Z值朝正方向移动50mm,适当降低进给速度,单段运行,检查刀具运动是否正确。
4.工件加工
把工件坐标系的Z值恢复原值,按下启动键,调整适当的主轴转速和进给速度,保证加工正常。
5.尺寸测量
用游标卡尺测量键槽的宽度,用深度游标卡尺检查键槽的深度尺寸是否准确。
根据测量结果,调整刀具补偿值。
调整刀具补偿值参数的方法是:
在“OFFSET”参数表中,对应的WEAR(H)与WEAR(D)中输入相应数据,例:
轮廓尺寸小于0.2mm,则在对应的刀具半径补偿WEAR(D)中输入0.2,按INPUT键。
重新执行程序加工工件,直到达到加工要求。
6.结束加工
松开夹具,卸下工件,清理机床,关闭数控系统电源,关闭机床总电源。
加工零件图:
图1-5-5加工零件
 升级会员
升级会员 