钣金折弯人员必备知识集锦Word文档下载推荐.docx
《钣金折弯人员必备知识集锦Word文档下载推荐.docx》由会员分享,可在线阅读,更多相关《钣金折弯人员必备知识集锦Word文档下载推荐.docx(15页珍藏版)》请在冰豆网上搜索。
折弯2mm板时可选用12mmV槽即可。
标准的折弯一般所弯的角度不小于90度,标准的折弯机模具上模和下模的尖角通常为88度。
在不标准的折弯情况下,可选择不同的上模具形状,可折弯板材不同的角度和形状。
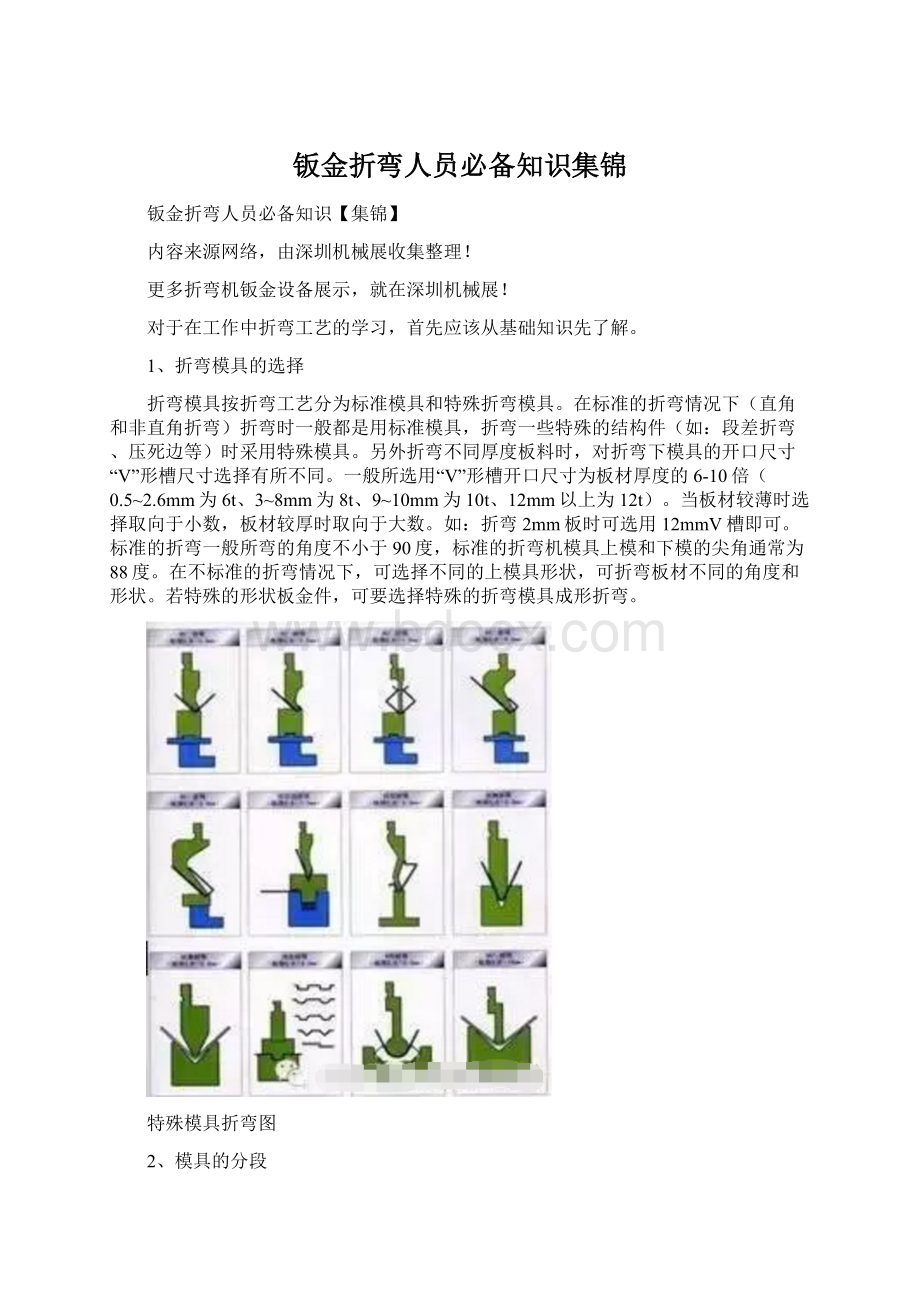
若特殊的形状板金件,可要选择特殊的折弯模具成形折弯。
特殊模具折弯图
2、模具的分段
通常折弯机模具标准长度为835mm一段,原则上只可折弯大尺寸的工。
如果将模具分割为长短不同的小段,通过不同的模具长度自由组合,就可方便于不同长短的盒形工件或箱体等折弯。
在行业内对折弯模具的分段有一个标准的分割尺寸,如:
标准分割835分段:
100(左耳),10,15,20,40,50,200,300,100(右耳)=835mm。
当然也可按用户的要求分割。
折弯模具分段图
3、折弯力的计算
如果我们要折弯一件比较大以及板材比较厚的板材时,先要了解所需的折弯吨位力。
那么我们可以通过计算得出折弯所需的吨位(建议工件折弯的所需压力在设备额定吨位的80%以内),通过计算我们也可确定折弯所需的吨位设备,模具V槽合理的选择而对折弯力也有影响。
计算方法如下:
计算公式:
P=折弯力(KN)
L=板料长度(M)
T=材料抗拉力(软钢:
45Kg/mm2)
S=板材厚度(mm)
V=下模宽度(mm)
■例:
以折弯2米长,3毫米厚的软钢板为例计算它的折弯力:
45KN/mm2)
P=1.42xLxTxs2/1000xV
=1.42x2000x450x9/1000x24
=11502000/24000
=479.25KN
=48吨
在折弯的过程中,除了我们标准的折弯方法外,还会经常遇到一些特殊的折弯工艺要求。
这主要看产品的设计而言,下面列举比较特殊以及常见的例子:
1、折弯件的最小弯曲半径
材料弯曲时,其圆角区上,外层收到拉伸,内层则受到压缩。
当材料厚度一定时,内r越小,材料的拉伸和压缩就越严重;
当外层圆角的拉伸应力超过材料的极限强度时,就会产生裂缝和折断,因此,弯曲零件的结构设计,应避免过小的弯曲圆角半径。
常用材料的最小弯曲半径见下表。
常用金属材料最小折弯半径列表
l弯曲半径是指弯曲件的内侧半径,t是材料的壁厚。
lt为材料壁厚,M为退火状态,Y为硬状态,Y2为1/2硬状态。
加工前的准备
1.1根据生产任务,熟悉零件图,了解零件折弯角度、折弯高度、折弯长度,分析零件折弯方式、顺序。
1.2调整折弯机
1.2.1调整折弯角度利用下行程调节装置,顺(或逆)时针方向转动刻度套,滑块下行程停止位置就上升(或降低),因而折弯角度就增大(或缩小)。
1.2.2上行程长度的调整利用行程开关实现行程长度的调整。
调大行程时,松开滑块右端的手柄使撞块下降一段距离后,再锁紧手柄。
调小行程时,
松开手柄将撞块上升一段距离,再锁紧手柄。
1.2.3折弯机压力的调整折弯机的压力,可随工件所需折弯压力的大小无级调整。
上下模接触后,转动溢流阀手柄就可改变折弯压力的大小,当达到要求值,锁紧手柄。
折弯机的压力大小可从压力表上指示出来。
一般溢流阀的工作压力调定为250Kg/cm2。
1.2.4选择上模刀口,调整下模刀槽。
a)根据零件图纸标注圆角半径及长度、弯曲形状选取上模刀口并固定在上刀架上。
b)根据零件材料厚度选择下模刀槽(一般下模刀模的宽度为材料厚度的8倍)。
翻转下模刀槽,适用的刀槽面朝上,把下模刀口放在下模垫铁上,起动折弯机使上模刀口缓慢地下降进入下模刀槽中,调整下模的前后位置,利用调节螺调节下模刀槽在下模垫铁上的位置至合适为止。
1.2.5调整定位尺寸
调整定位尺寸即调整后挡料架位置。
方法如下:
转动手柄,可使支承板前后移动,同时也可适当调整挡料杆的伸出长度,使零件折弯的尺寸符合图纸要求。
2折弯成形
2.1以一块材料进行试弯,检查成形零件外形尺寸、直线度、折弯角度是否符合图纸要求。
否则应重新调整定位尺寸及上下刀口间隙,直至符合要求为止。
2.2折弯次序根据零件形状来确定。
一般有以下四种典型折弯次序:
1.常用折弯模具
常用折弯模具,如下图。
为了延长模具的寿命,零件设计时,尽可能采用圆角。
过小的弯边高度,即使用折弯模具也不利于成形,一般弯边高度L≥3t(包括壁厚)。
台阶的加工处理办法
一些高度较低的钣金Z形台阶折弯,加工厂家往往采用简易模具在冲床或者油压机上加工,批量不大也可在折弯机上用段差模加工,如下图所示。
但是,其高度H不能太高,一般应该在(0~1.0)t,如果高度为(1.0~4.0)t,要根据实际情况考虑使用加卸料结构的模具形式。
这种模具台阶高度可以通过加垫片进行调整,所以,高度H是任意调节的,但是,也有一个缺点,就是长度L尺寸不易保证,竖边的垂直度不易保证。
如果高度H尺寸很大,就要考虑在折弯机上折弯。
折弯机分普通折弯机和数控折弯机两种。
由于精度要求高,折弯形状不规则,通信设备的钣金折弯一般用数控折弯机折弯,其基本原理就是利用折弯机的折弯刀(上模)、V形槽(下模),对钣金件进行折弯和成形。
优点:
装夹方便,定位准确,加工速度快;
缺点:
压力小,只能加工简单的成形,效率较低。
成形基本原理
成形基本原理下图所示:
折弯刀(上模)
折弯刀的形式如下图所示,加工时主要是根据工件的形状需要选用,一般加工厂家的折弯刀形状较多,特别是专业化程度高的厂家,为了加工各种复杂的折弯,定做很多形状、规格的折弯刀。
下模一般用V=6t(t为料厚)模。
影响折弯加工的因素有许多,主要有上模圆弧半径、材质、料厚、下模强度、下模的模口尺寸等因素。
为满足产品的需求,在保证折弯机使用安全的情况下,厂家已经把折弯刀模系列化了,我们在结构设计过程中需对现有折弯刀模有个大致的了解。
见下图左边为上模,右边为下模。
折弯加工顺序的基本原则:
(1)由内到外进行折弯;
(2)由小到大进行折弯;
(3)先折弯特殊形状,再折弯一般形状;
(4)前工序成型后对后继工序不产生影响或干涉。
目前的折弯形式一般都是如下图所示:
2.折弯半径
钣金折弯时,在折弯处需有折弯半径,折弯半径不宜过大或过小,应适当选择。
折弯半径太小容易造成折弯处开裂,折弯半径太大又使折弯易反弹。
各种材料不同厚度的优选折弯半径(折弯内半径)见下表
上表中的数据为优选的数据,仅供参考之用。
实际上,厂家的折弯刀的圆角通常都是0.3,少量的折弯刀的圆角为0.5。
对于普通的低碳钢钢板、防锈铝板、黄铜板、紫铜板等,内圆角0.2都是没有问题的,但对于一些高碳钢、硬铝、超硬铝,这种折弯圆角就会导致折弯断裂,或者外圆角开裂。
3.折弯回弹
回弹角Δα=b-a
式中
b——回弹后制件的实际角度;
a—模具的角度。
回弹角的大小
单角90
o自由弯曲时的回弹角见下表。
影响回弹的因素和减少回弹的措施
(1)材料的力学性能
回弹角的大小与材料的的屈服点成正比,与弹性模量E成反比。
对于精度要求较高的钣金件,为了减少回弹,材料应该尽可能选择低碳钢,不选择高碳钢和不锈钢等。
(2)相对弯曲半径r/t越大,则表示变形程度越小,回弹角Δα就越大。
这是一个比较重要的概念,钣金折弯的圆角,在材料性能允许的情况下,应该尽可能选择小的弯曲半径,有利于提高精度。
特别是注意应该尽可能避免设计大圆弧,如下图所示,这样的大圆弧对生产和质量控制有较大的难度:
4.一次折弯的最小折弯边计算
L形折弯的折弯时的起始状态如下图所示:
Z形折弯的折弯时的起始状态如下图所示
不同材料厚度的钣金Z形折弯对应的最小折弯尺寸L如下表所示
A.常见钣金件折弯顺序
更多钣金加工工艺及设备展示,就在深圳机械展。
 升级会员
升级会员 