工艺过程卡Word下载.docx
《工艺过程卡Word下载.docx》由会员分享,可在线阅读,更多相关《工艺过程卡Word下载.docx(21页珍藏版)》请在冰豆网上搜索。
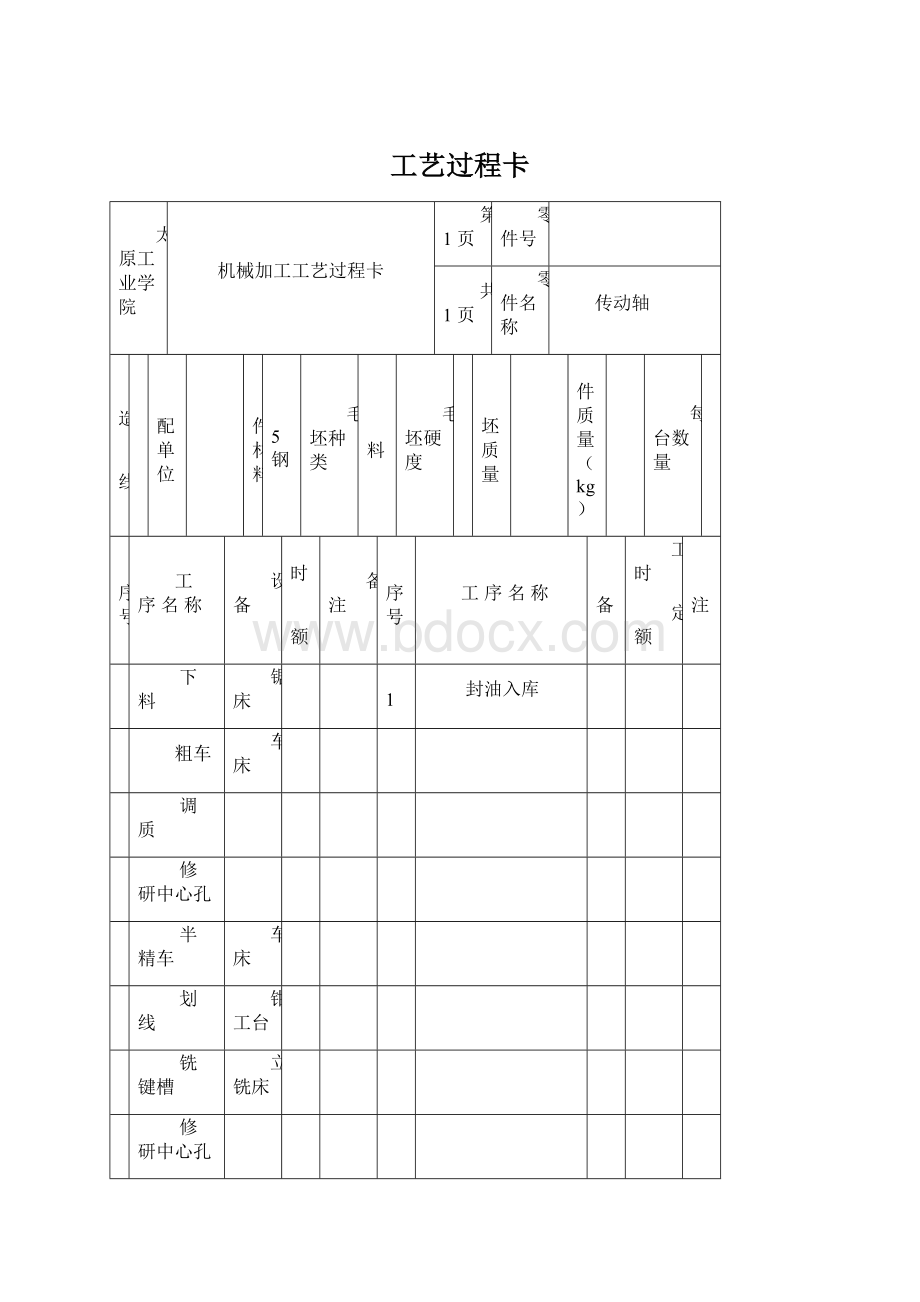
棒料
毛坯硬度
毛坯质量
零件质量(kg)
每台数量
工序号
工序名称
设备
工时
定额
备注
1
下料
锯床
11
封油入库
2
粗车
车床
3
调质
4
修研中心孔
5
半精车
6
划线
钳工台
7
铣键槽
立铣床
8
9
精车
10
检验
游标卡尺,塞规
班级
制定
审核
指导
日期
机械加工工序卡
零件名称:
轴
共17页
第1页
工序名称
下料
冷却液
材料
设备型号
设备名称
工步
号
工步内容
夹具
刀具
量具
ap
(mm)
f
(mm/min)
n
(转/分)
v
(m/min)
T机(min)
T单
(min)
热轧45钢φ35m×
110mm
日期
第2页
CA6140
三抓自定心卡盘夹持工件左端,车右端面见平,长度余量2mm。
三抓自定心卡盘
硬质合金外圆车刀
游标卡尺
0.5
900~1000
105
钻右端面中心孔
钻头
第3页
粗车右面的φ30mm,φ20mm,φ16mm
,φ16mmφ12的四个台阶面,直径余量2mm,保证尺寸63mm,58mm,33mm,8mm。
三抓自定心卡盘,顶尖
第4页
调头,三自定心卡盘夹持工件的另一端,车左端面,保证整体尺寸105mm
三抓自定心卡盘,
钻左端面中心孔
第5页
粗车左端的φ10mm,φ12mm,φ16mm,直径余量2mm,保证尺寸42mm,22mm,14mm
第6页
调质
调制处理220~250HBS
第7页
修研中心孔
修研究两端中心孔
双顶尖
第8页
半精车
双顶尖夹持工件,半精车右端φ30,φ16mm的外圆尺寸
0.25
450
45
半精车φ20mm,直径余量0.5mm
半精车φ12mm,直径余量0.5mm
1.5
.太原工业学院
第9页
车槽2mm×
0.5mm,倒角C0.5mm,C1.5mm
0.1
第10页
调头,双顶尖夹持工件,半精车另一端φφ16mm的外圆尺寸
半精车外圆φ10mm,φ12mm,直径余量0.5mm
第11页
倒角C0.5mm
第12页
划线
划键槽位置线
第13页
铣键槽
XA5032
立式铣床
铣中间键槽,保证尺寸6(0,-0.030)mm,,使槽深比图样中多0.25mm,作为精车余量
平口虎钳
键槽铣刀
将轴旋转90度,铣左端面的键槽,保证尺寸4(+0.030,0)mm,作为精车余量
第14页
第15页
9
精车
精车右端φ12mm的外圆面,φ20mm的外圆面,保证尺寸φ12(+0.06,-0.01)mm,φ20(+-0.01)mm
200~250
20
调头,精左端端φ12mm的外圆面,,保证尺寸φ12(+0.06,-0.01)mm,
第16页
检验
第17页
封油入库
 升级会员
升级会员 