转矩流变仪和在塑料加工中的应用Word下载.docx
《转矩流变仪和在塑料加工中的应用Word下载.docx》由会员分享,可在线阅读,更多相关《转矩流变仪和在塑料加工中的应用Word下载.docx(19页珍藏版)》请在冰豆网上搜索。
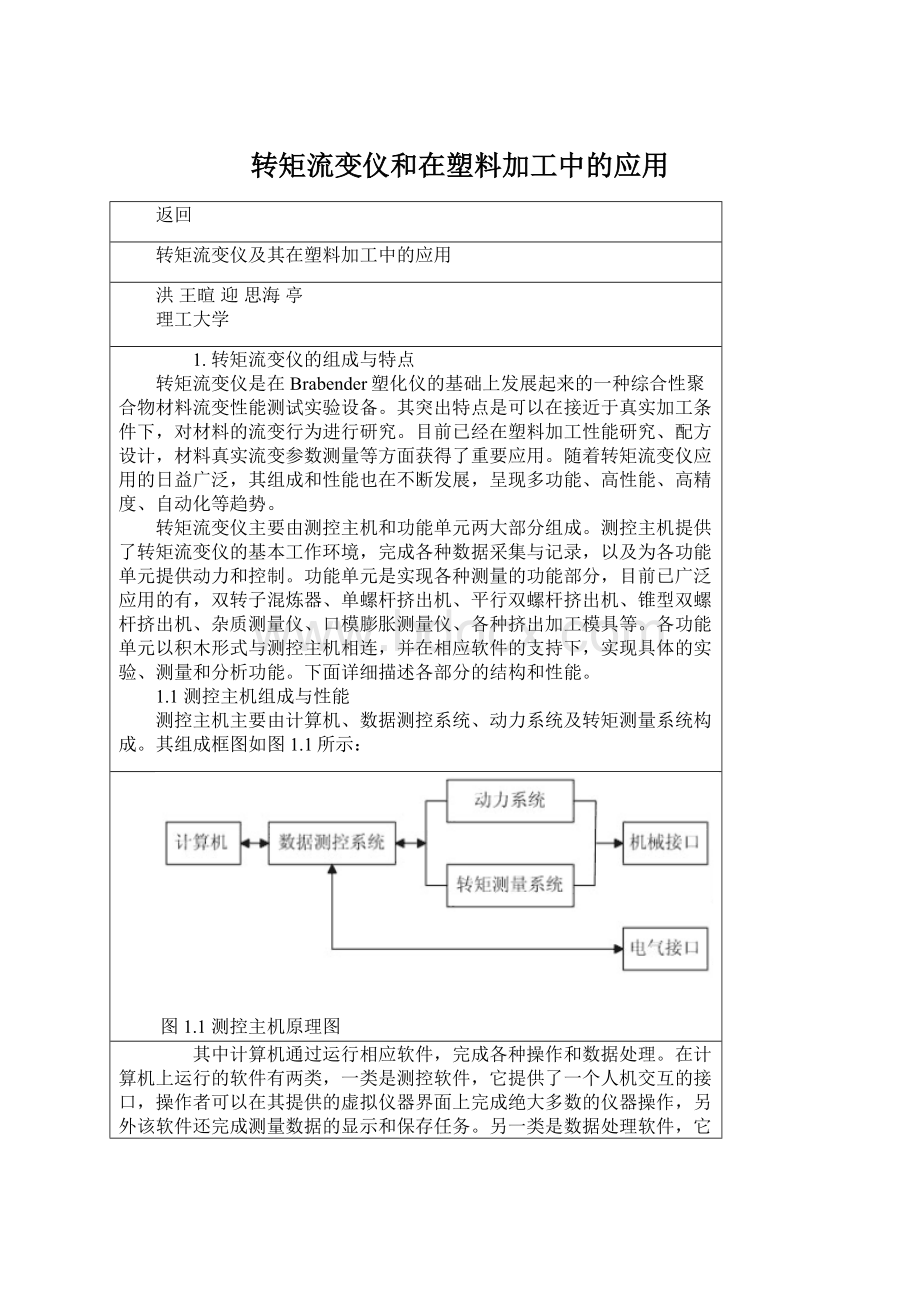
动力系统为功能单元提供工作动力,由电动机和减速机组成。
转矩测量系统可以测量动力系统的输出转矩,并以此数据描述物料与各功能单元作用时的粘度变化,并进一步表征熔体的流变性。
测控主机为各功能单元提供了电气及机械接口,与各功能单元连接后,能够完成各种实验功能。
测控主机的基本性能如下:
动力输出功率:
3kW 转矩测量精度:
0.1%F·
S
转速输出围:
2~150rpm(10~800rpm) 压力测量精度:
0.5%F·
转矩测量围:
0~200N·
m 转速控制精度:
0.3%F·
压力测量围:
0.1~100MPa 温度控制精度:
±
1℃
温度控制回路:
4路(可扩展) 电加热输出功率:
2.2kW/路
1.2动力及转矩测量
由于转矩流变仪可以通过动力系统的输出转矩表征塑合物熔体的流变性,因此动力系统以及输出转矩的测量是转矩流变仪的关键技术之一。
动力系统除了要满足规定的转速和转矩输出外,还需要满足转矩测量系统的要求。
转矩测量有两种方式,一是利用专用的转矩传感器测量,二是利用力矩平衡法测量。
第一种方式是将转矩传感器串联在动力系统与功能单元之间,由转矩传感器直接输出转矩信号。
这种测量方式的优点是对动力系统要求较低,采用一般的直流或交流电机就能满足要求,缺点是测量精度受转矩传感器限制,一般不超过0.5%F·
S,另外转矩传感器是转动部件,需要维护。
第二种方法原理是,当系统转子旋转并输出一定转矩时,系统定子必定受到大小相等方向相反的反作用力矩,该力矩可通过测力传感器测量得到。
这种测量方法的优点是能够获得较高的测量精度,可达0.1%F·
S,并且测量系统无可动部件,免维护、可靠性高。
缺点是需要高稳定的伺服动力系统,两种转矩测量方法以及相应动力系统综合性能的比较如表1.1所示:
表1.1动力及转矩测量系统性能对比
转矩测量
动力系统
精度
可靠性
成本
综合性能
转矩传感器
普通直流电机+摆线针轮减速机
较高(一般不超过0.5%F·
S)
较高(需维护)
适中
较高
力矩平衡法
直流(交流)伺服电机+行星齿轮减速机
高(可达0.1%F·
高(免维护)
高
1.3功能单元及性能指标
功能单元主要有两类,一类是混炼器,一类是挤出机。
混炼器有50ml和300ml两种规格。
50ml混炼器主要完成物料的流变性测量与表征,300ml主要完成物料的混合与塑炼,可以作为配方研究的小型试验机。
另外还有与挤出机配合的各种模具,杂质测量仪,口模膨胀测量仪等。
各种挤出机不但可以模拟挤出加工、造粒等加工过程,从而评价物料的加工性能以及优化加工工艺参数,而且而可以通过圆形(或矩形)毛细管模具,测量不同剪切速率下,物料的真实粘度与剪切速率的关系,全面表征物料的流变性。
混炼器、挤出机及模具分别如图1.4、1.5、1.6、1.7所示。
各功能单元的主要性能指标如表1.2所示。
表1.2功能单元的主要性能指标
功能单元
规格
工作温度/℃
允许转矩/Nm
允许转速/rpm
附件
混炼器
50ml
室温~300
100Nm
2~150
无
300ml
150Nm
单螺杆塑料挤出机
Ф20;
25:
1;
1:
1.5,1:
2,1:
3,1:
4
模具、压延机、杂质测量仪等
平行双螺杆塑料挤出机
Ф25
10~800
模具、切粒机等
锥型双螺杆塑料挤出机
模具等
单螺杆橡胶挤出机
Ф30;
12:
2
200Nm
2.混炼器在塑料加工中的应用
利用混炼器可以有效地对热塑性及热固性材料的塑化和固化行为进行测量和表征。
下面介绍两种典型的应用。
2.1在硬聚氯乙烯(U-PVC)干混料配方及工艺性能评定中的应用
在U-PVC干混料配方中,除PVC树脂外,为了获得合适的工作及加工性能,需要配合各种成分,这些成分对干混料熔体的流变性有不同的影响,从而显著地影响物料最终的加工性能。
在混炼器上测量干混料的流变曲线是了解配方中各组成成份对物料加工性能影响的有效方法。
典型的U-PVC流变曲线(力矩谱)以及物料状态与实际加工设备之间的关系如图2.1所示。
图2.1U-PVC流变曲线及加工设备中的物料状态
图中第一个峰为加料峰,第二个峰为塑化峰,第三个峰为分解峰,分别表示物料的加入、塑化和分解。
加料峰到塑化峰之间的时间间隔为塑化时间,塑化峰到分解峰之间的时间间隔为热稳定时间。
在实际加工时,物料在螺杆塑化段的停留时间应不小于塑化时间,保证物料的充分塑化,并且在热分解之前完成加工。
利用混炼器可以有效完成塑化曲线的测量,实验方法如下。
将混炼器加热到预定温度并充分稳定(例如185℃),称量一定量的被测物料,使其恰好能够充满混炼器腔体,启动混炼器,待转子转速稳定在设定值后(例如35rpm),迅速加入物料并用注塞压实,加料过程中要保证物料无泄漏。
混炼器工作若干时间并记录实验曲线。
最终获得图2.2所示的流变曲线。
图2.2U-PVC流变曲线
图中干混料被压入混炼室,曲线出现了一个尖锐的装载峰A,A点的高低与转速大小和干混料的表观密度有关。
随料温升高逐渐接近混炼预设温度,树脂软化,空气被排除转矩减小到B点。
由于热和剪切作用,树脂颗粒破碎,颗粒的物料从表面开始塑化,物料粘度逐渐增加,转矩迅速升高到C点,C点对应的峰为塑化峰。
随着塑化后物料部残留空气排除,物料中各处温度趋于一体,熔体结构逐渐均匀,转矩逐渐降低达到相对稳定值的平衡转矩D点。
经过长时间混炼,PVC熔体中稳定剂逐渐丧失作用时,物料开始分解并交联,颜色由黄变褐,转矩从E点迅速增高。
获得U-PVC的流变曲线的原始实验曲线后,可以用相应的数据处理软件在曲线上获得实验的参数,并制作一份完整的实验报告。
实验报告的格式有“热融合实验”,“热稳定实验”,“曲线叠加实验”等,“热融合实验”如图2.3所示。
图2.3U-PVC热融合实验报告
当U-PVC配方中某成份改变时,会使流变曲线发生变化。
一些成份(例如润滑剂)比例改变,即使仅使流变曲线发生轻微的变化,也会严重地影响物料在实际加工设备中的加工特性。
这就要求转矩流变仪具有良好的实验重复性和转矩测量精度,以便正确分辨配方中成份改变引起的流变曲线的细小变化。
同一物料流变曲线的重复性如图2.4所示。
图2.4流变曲线的重复性实验曲线
重复性主要取决于转矩测量的稳定性,以及物料实验环境的一致性,例如温度的一致性和物料重量的一致性。
其中物料重量的一致性往往是一个被忽略的环节,因为每次实验物料加入混炼器都有一定的泄漏。
实验表明只要有0.5g的重量差别就足以产生流变曲线的显著差别。
物料实验环境的一致性要求混炼器具有良好的温控特性和加料口的密封性。
这些是进行有效实验的根本保证。
图2.5是具有不同配方成份的1#、2#、3#、4#样品的流变曲线。
相应的参数如表2.1所示。
图2.5不同配方样品的流变曲线
表2.1参数表
样品
最小转矩/N·
m
塑化峰/s
平衡转矩/N·
塑化时间/s
热稳定时间/s
主要成分
1#
19.5
25.8
18.6
32
503
100份基础料
2#
17.6
25.1
18.4
34
555
1#样品+0.05份PE蜡
3#
24.5
18.0
40
560
1#样品+0.08份PE蜡
4#
16.9
24.1
17.9
44
582
1#样品+0.16份PE蜡
通过流变曲线可以清楚地分辨配方中PE蜡的微小变化而引起的流变性的变化,随着PE蜡含量的提高,物料的塑化峰及平衡转矩下降,而塑化时间和热稳定时间延长。
这对细致地研究和深入理解配方中组份对物料加工性能的影响具有重要意义,从而可对配方进行更精确地设计。
2.2在表征交联聚乙烯(XLPE)交联特性中应用
XLPE在高压电缆绝缘中获得了广泛的应用,交联特性是描述其加工特性中的重要参数。
交联曲线是表征XLPE交联特性的主要方法。
利用混炼器测量XLPE交联曲线的方法与U-PVC流变曲线的实验方法类似,不同的是混炼器中混有交联剂的PE颗粒在热与剪切作用下发生交联反应,交联曲线如图2.6所示。
图2.6XLPE交联曲线
图中A点为装载峰,表示物料已加混炼器。
B点表示物料在混炼器中已经完全过渡到了熔融态。
从B点开始到C点表示交联反应过程,C点转矩出现极大值,表示交联反应结束。
B点到C点的时间为交联反应时间,它是表征交联特性的主要参数。
与U-PVC类似利用数据处理软件,可以获得XPLE交联特性实验报告,如图2.7所示。
交联反应的起始温度显著影响交联特性,图2.8给出了145℃、150℃、155℃下,XPLE的交联曲线,可见随温度增高,交联时间缩短。
转矩流变仪及其在塑料加工中的应用
(2)
图2.7XLPE交联特性实验报
图2.8不同温度下XLPE的交联特性
利用交联曲线不但可以表征XLPE的交联特性,还可以表征XLPE生产的工艺稳定。
XLPE生产中的重要环节是利用计量秤,将交联剂按比例加入PE树脂。
如果比例失调将严重影响产品质量,结果使得交联曲线偏离正常围。
检测交联曲线是生产控制的有效方法。
3.挤出机在表征与评价塑料加工性能中的应用
挤出机在表征与评价塑料加工性能中最基本的应用是,作为模拟实际加工设备的小型实验机对材料的加工性能进行实际评价。
另一个重要应用是利用挤出机配合毛细管模具在不同剪切速率下,测量塑料熔体的真实粘度,对材料的流动性进行客观表征。
3.1利用毛细管模具测量聚合物熔体的真实粘度
聚合物熔体的流动过程可以借助流体的层流模型描述。
在剪切力的作用下熔体沿x方向流动,流层间的速度分布如图3.1所示。
图3.1熔体剪切流动的层流模型
这一过程可由下列一些参数描述。
流体在剪切流动中单位面积上的剪切力称为剪切应力。
塑料熔体的粘度是其流动性的客观反映,塑料熔体的粘度的特点是随剪切速率的增大而减小,是一种非牛顿流体。
尽管还有表征熔体流动性的其他方法,比如熔体流动指数,但它仅代表某一剪切速率下的熔体流动性,不能对熔体流动性进行全面表征。
因此,塑料熔体的真实粘度与剪切速率的关系曲线是全面表征其流动性的有效方法。
测量熔体粘度的基本方法是,设法使被测熔体流过一个细长的毛细管。
例如圆形的毛细管,通过测量熔体流过毛细管时在两端产生的压力降,可计算出剪切应力。
通过测量熔体单位时间的流出量,可计算剪切速率。
这样就可最终获得熔体粘度。
使熔体从毛细管中流出的方式有两种,一种是利用活塞推进,高压毛细管式流变仪就是基于这种原理工作。
高压毛细管式流变仪可获得较高的剪切速率(可达10000s-1以上),适合于注塑料测量。
另一种是利用螺杆挤出机推进,可获得中低剪切速率(几千s-1之),在这一围挤出式毛细管测量可代替高压毛细管流变仪,并且物料可在挤出机中充分剪切塑化,更适合于挤出加工料测量。
挤出式毛细管模具如图3.2所示。
为获得塑料熔体的真实粘度,必须经过入口压力校正计算,即Bagley校正。
主要修正压力传感器测量的入口压力与毛细管真实的入口压力之间的差别。
这一差别的来源如图3.3所示。
由于技术原因,测量毛细管入口压力的传感器不是恰好安装在毛细管的入口处,而只能安装在距离毛细管入口一定距离的过渡区,这使得毛细管入口处的真实压力小于传感器的测量值。
其原因在于三个方面:
第一,熔体从过渡区进入口模时,由于熔体粘滞流动的流线在入口处收敛引起能量损失,从而造成压力下降。
第二,在入口处聚合物熔体产生弹性形变,部分流动动能转化成弹性能,造成压力下降。
第三,在入口处由于熔体剪切速率的剧烈增加,为达到流速的稳定分布造成的压力下降。
对于在长度为L、直径为D的圆形毛细管中稳定流动的流体管壁处的剪切应力可表示为:
可以看出,在相同的剪切应力τR(即相同的剪切速率)下,压力传感器的输出Δps与模芯的长径比L/D成线性关系。
如果使用一组不同长径比的模芯(例如:
20:
1、30:
1、40:
1),在相同挤出量下,将压力传感器输出与模芯长径比作图(即Bagley图),如下图所示。
该图在纵轴上的截矩即为压力校正值Δpm。
图3.4Bagley图
图3.5粘度测量过程图
测量熔体粘度与剪切速率关系曲线的实际过程如图3.5所示。
测量工作首先记录在三个不同长径比模芯下,熔体流过毛细管模具的压力降和挤出量,然后将原始实验数据经粘度测量软件处理,就可以立即获得所需的结果,某牌号低密度聚乙烯(LDPE)的测量结果如下图所示。
图3.6LDPE粘度曲线
粘度测量原理虽然简单,但涉及的计算量巨大,只有在计算机和测量软件的支持下才能快速有效完成。
从而使得利用真实粘度与剪切速率的关系曲线表征熔体流动性能具有实际的工程应用价值。
真实粘度与剪切速率关系虽然可以全面客观地反映熔体的流动性,但其测量需要不同模芯的三组数据。
如果仅用于比较不同材料的加工性能,可以适当简化,仅用由某个长径比的模芯(例如30:
1)。
测量表观粘度与剪切速率的关系曲线代表材料的流动性,如果几种物料的表观粘度及剪切速率围接近,那么它们应具有相近的加工特性。
3.2利用挤出机模拟实际的加工过程
利用不同类型的挤出机配合相应的模具对实际加工过程进行模拟,从而评价材料的加工性能,并获得实际的加工工艺参数及材料的加工围是各种小型挤出机的基本应用。
根据实验数据,利用数据处理软件可完成挤出加工实现报告,如图3.7所示。
4.转矩流变仪在塑料加工中的其它应用
转矩流变仪除以上的典型应用外,还有一些其它应用,例如材料改性研究和杂质测量。
4.1材料改性研究
塑料改性的重要方法是共混改性,为了达到改性目的,往往需要实验几十个甚至到上百个配方,300ml混炼器适合于这种工作。
共混料在混炼器中充分混炼后,然后粉碎,经单螺杆挤出机与平模模具挤出,再经压延机压光后即可制成哑铃形样片完成机械性能测试,也可以进行流变性测试。
选出几个较好的配方后,可以进一步在平行双螺杆挤出机上共混并造粒,进行进一步的研究和筛选,最终完成改性研究。
这一研究路线用料少,效率高,不仅节约大量研究经费,而且还能加快研究进程。
4.2杂质测量
交联聚乙烯制造高压电缆绝缘时,不同的电压等级,绝缘料中杂质的大小及含量有明确的行业标准规定,因此材料中的杂质检测是电缆料及电缆生产中的重要环节。
利用转矩流变仪的单螺杆挤出机配合平模模具将被测物料制成薄片,再令其通过杂质测量仪,就可以快速准确地完成杂质测量。
这也是目前杂质测量唯一有效的方法。
测量系统如图4.1所示。
4.3拉伸流变
在吹膜、流延、纺丝等加工过程中,聚合物的熔体强度和临界拉伸强度是重要的参数,利用转矩流变仪和简单的附加装置可以方便地获得这些参数。
测量原理及装置如图4.2所示:
聚合物熔体由毛细管模具以恒定的速度挤出,模具的直径为2mm,长径比可以是30:
1、10:
1和1:
1。
挤出过程过熔体压力反馈调节挤出及螺杆转速,使得挤出量偏差在半小时以不超过1%。
挤出的物料经过两个缓慢加速旋转的导轮,使其受到拉伸,在拉伸过程中附加在导轮上的测力装置可以测量熔体所受拉力与拉伸线速度之间的关系曲线,该曲线称为拉伸流变曲线。
图4.3拉伸流变曲线
图4.3给出了某牌号LDPE的拉伸流变曲线,图中熔体断裂式的拉力称为熔体强度,对应的拉伸速度为熔体拉伸能力。
在图中还可以看到,当拉力超过一定限度时,熔体虽未断裂,但拉力表现出强烈的振荡,这表明熔体已进入拉伸反应区,在实际加工过程中应避免进入这一区域。
通过拉伸流变曲线可以获得丰富的熔体拉伸流动中的信息,近年来越来越受到人们的关注。
5.结论
随着技术的进步和应用的需求,转矩流变仪本身将不断发展和完善,在聚合物材料及制品的科研和生产领域中的应用将越来越广泛和深入。
 升级会员
升级会员 