卧式车床的总装配Word文档下载推荐.docx
《卧式车床的总装配Word文档下载推荐.docx》由会员分享,可在线阅读,更多相关《卧式车床的总装配Word文档下载推荐.docx(14页珍藏版)》请在冰豆网上搜索。
2.床身与床脚结合的装配
(1)床身装到床脚上先将结合面的毛刺清除并倒角。
结合面间加入1~2mm厚纸垫,在床身、床脚连接螺钉下垫厚平垫圈,以保证结合面平整贴合,防止床身紧固时发生变形,同时可防止漏油。
(2)床身导轨精加工方法对导轨的精加工有精磨法,精刨法和刮研法3种,目前应用最广的为精磨法,它是将床身导轨在导轨磨床(或龙门刨床加磨具)上一次装夹磨削完成的,从而保证床鞍导轨和尾座导轨的直线度和平行度。
采用适当的压紧方法还能使磨削的导轨达到中凸的理想要求,同时具有较好的表面粗糙度和较高的生产效率。
刮研法是单件小批生产或机修中常用的方法,刮削前将可调垫铁置于床脚地脚螺钉附近,用水平仪调整床身处于自然水平位置,各垫铁受力均匀,床身放置稳定后即可开始刮削。
刮研法按下列步骤进行:
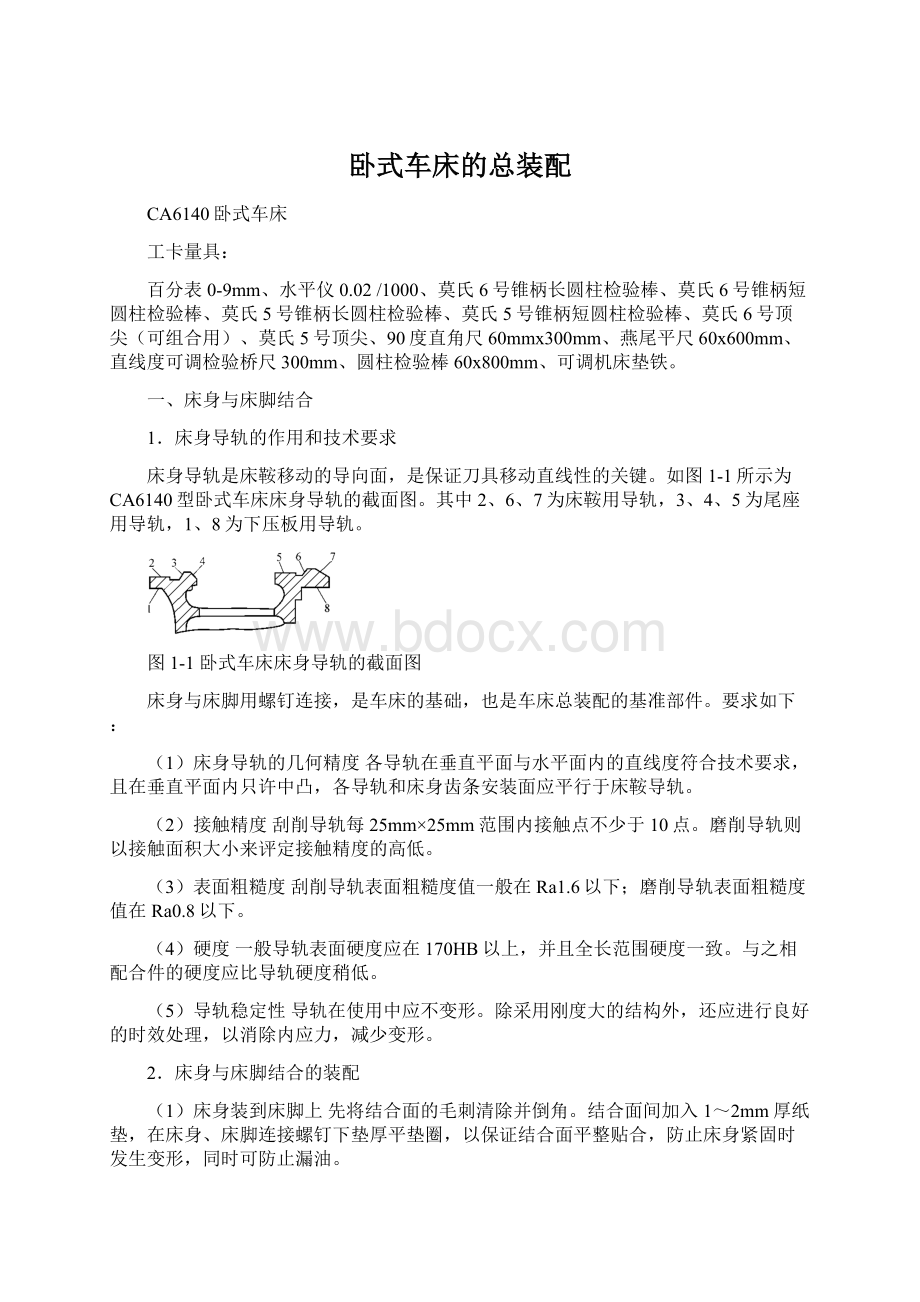
1)选择刮削量最大,导轨中最重要和精度要求最高的床鞍用导轨6、7作为刮削基准(图1-1)。
用角度平尺研点,刮削基准导轨面6、7;
用水平仪和垫铁测量导轨直线度并绘导轨曲线图。
待刮削至导轨直线度、接触研点数和表面粗糙度均符合要求为止。
2)以6、7面为基准,用平尺研点,刮平导轨2。
要保证其直线度及基准导轨面6、7的平行度要求。
3)以床鞍导轨为基准刮削尾座导轨3、4、5面,使其达到自身精度以及与床鞍导轨的平行度要求。
4)刮削压板导轨1、8,要求达到与床鞍导轨的平行度要求,并达到自身精度要求。
二、床鞍与床身
床鞍部件是保证刀架运动精度的关键。
床鞍上、下导轨面分别与床身导轨和中滑板配刮完成。
其刮削步骤如下:
1.刮削中滑板
如图1-2所示,用校准平板研点表面1和2,并保证面1与面2的平行度要求。
一般要求平面1、2中间位置的研点可软些。
图1-2中滑板刮削
2.配刮床鞍橫向燕尾导轨
(1)将床鞍放在床身导轨上,可减少刮削时床鞍变形。
以中滑板下表面2(图1-2)为基准,配刮床鞍横向燕尾导轨表面5,如图1-3所示。
推研时,手握工艺芯棒,以保证安全。
图1-3刮削床鞍上导轨面
(2)以床鞍横向燕尾导轨表面5为基准,用角形平尺研点刮削燕尾面6、7,保证两平面平行,其检测方法如图1-4所示。
同时刮后应满足对横向丝杠A孔的平行度要求,检测方法如图1-5所示。
图1-4检验燕尾导轨平行度
图1-5检验燕尾导轨与横向丝杠安装孔的平行度
3.配刮中滑板燕尾导轨及镶条
(1)以床鞍燕尾导轨为基准,配刮中滑板燕尾导轨3、4(图1-2),使其达到研点数要求。
(2)如图1-6所示为配刮镶条。
其目的是使刀架横向进给时有准确间隙,并能在使用过程中,不断调整间隙,保证足够寿命。
配刮后应使中滑板在燕尾导轨全长上移动时,无明显轻重或松紧不均匀的现象,并保证镶条大端有10~15mm的调整余量。
导轨配合面之间用0.03mm塞尺检查,插入深度不大于20mm。
图1-6中滑板燕尾导轨及镶条配刮
4.配刮床鞍下导轨面
以床身导轨为基准,配刮床鞍下导轨面至要求。
检测床鞍下导轨与上燕尾导轨的垂直度时,应先纵向移动床鞍,调整床身上放置的直角尺,使直角尺的一个边与床鞍移动方向平行,如图1-7所示。
然后将百分表触头与直角尺的另一直角边接触,沿燕尾导轨全长上移动中滑板,百分表的最大示值差就是床鞍上、下导轨的垂直度误差,如图1-8所示。
若超差,应继续刮削床鞍下导轨面,直至合格,且本项精度只许偏向床头。
图1-7调整直角尺与床鞍移动方向平行示意图
图1-8床鞍上、下导轨垂直度检测示意图
5.刮削床鞍与溜板箱安装面
(1)要求横向应与进给箱、托架安装面垂直。
检测方法如图1-9所示,在床身进给箱安装面上用夹板夹持一直角尺,在直角尺处于水平的表面上移动百分表检查溜板箱安装面的位置精度,其允差为每100mm长度上0.03mm。
也可用框式水平仪分别贴紧进给箱和溜板箱安装面进行检测。
图1-9检测溜板箱安装面与进给箱安装面垂直度
(2)要求纵向与床身导轨平行。
检测方法如图1-10所示,将百分表固定在床身上,纵向移动床鞍,在床鞍结合面(即溜板箱安装面)全长上百分表最大示值差不得超过0.06mm。
图1-10检测床鞍上溜板箱安装面与床身导轨平行度
完成上述刮削工作后,按图1-11所示,安装上两侧压板并调整好适当的配合间隙,以保证全部螺钉调整紧固后,推动床鞍在导轨全长上移动应无阻滞现象。
图1-11床鞍两侧压板安装与调整
三、溜板箱、进给箱及主轴箱
1.溜板箱安装
溜板箱的安装位置直接影响丝杠、螺母能否正确啮合,进给能否顺利进行,是确定进给箱和丝杠后支架安装位置的基准。
确定溜板箱位置应按下列步骤进行:
(1)校正开合螺母中心线与床身导轨平行度如图1-12所示,在溜板箱的开合螺母体内卡紧一检验心轴,在床身检验桥板上紧固丝杠中心专用测量工具(图1-12b)。
分别在左、右两端校正检验心轴上母线和侧母线与床身导轨的平行度。
其误差应在0.15mm以下。
图1-12校正开合螺母中心线与床身导轨平行度
(2)确定溜板箱左右位置左右移动溜板箱,使床鞍横向进给传动齿轮副有合适的齿侧间隙。
如图1-13所示,将一张厚0.08mm的纸放在齿轮啮合处,转动齿轮使印痕呈现将断与不断的状态为正常侧隙。
此外,侧隙也可通过控制横向进给手轮空转量不超过1/30转来检查。
图1-13溜板箱左右位置的确定
(3)溜板箱最后定位溜板箱预装精度校正后,应等到进给箱和丝杠后支架的位置校正后才能钻、铰溜板箱定位销孔,配作锥销实现最后定位。
2.安装齿条
溜板箱位置校正后,即可安装齿条,主要是保证纵向走刀小齿轮与齿条的啮合间隙。
齿条拚装时,应用标准齿条进行跨接校正,如图1-14所示。
校正后,两根相接齿条的接合端面之间,须留有0.5mm左右的间隙。
齿条安装后,必须在床鞍行程的全长上检查纵向走刀小齿轮与齿条的啮合间隙,间隙要一致,齿条位置调好后,每根齿条都配两个定位销钉,以确定其安装位置。
图1-14齿条跨接校正
3.安装进给箱和丝杠后托架
安装进给箱和后托架主要是保证进给箱、溜板箱、后托架上安装丝杠三孔的同轴度,并保证丝杠与床身导轨的平行度。
如图1-15所示,先调整进给箱和后托架安装孔中心线与床身导轨平行度,再调整进给箱、溜板箱和后托架三者丝杠安装孔的同轴度。
调整合格后,进给箱、溜板箱和后托架即配作定位销钉,以确保精度不变。
图1-15安装进给箱和丝杠后托架
4.主轴箱的安装
主轴箱是以底平面和凸块侧面与床身接触来保证正确安装位置。
底面是用来控制主轴轴线与床身导轨在垂直平面内的平行度;
凸块侧面是控制主轴轴线在水平面内与床身导轨的平行度。
主轴箱安装主要是保证这两个方向的平行度。
安装时,按图1-16所示进行检测和调整。
在主轴锥孔中插入检验棒,百分表座吸在中滑板上,分别在上母线和侧母线上检测,百分表在检验棒300mm长度范围内的示值差,就是主轴轴线与床身导轨平行度误差值,具体允差值可参见附表8中的第G7项。
安装要求是:
在垂直平面内,只许检验棒外端向上抬起(俗称“抬头”),若超差,则刮削结合面;
在水平平面内,只许检验棒外端偏向操作者方向(俗称“里勾”),若超差,可通过刮削凸块侧面来满足要求。
为消除检验棒本身误差对检测的影响,检测时旋转主轴180°
做两次检测,两次检测结果的平均值就是平行度误差。
图1-16主轴轴线对床鞍纵向移动的平行度检测
四、尾座
1.调整尾座的安装位置
以床身上尾座导轨为基准,配刮尾座底板,使其达到以下两项精度要求。
(1)如图1-17所示,将尾座套筒摇出100mm长,移动床鞍,检测尾座套筒轴线对床鞍移动在水平平面和垂直平面内的平行度,其允差值可参见附表8中的第G9项。
图1-17尾座套筒轴线对床鞍移动的平行度检测
(2)如图1-18所示,在尾座套筒锥孔中插入检验棒,移动床鞍,检测尾座套筒锥孔轴线对床鞍移动在水平平面和垂直平面内的平行度,其允差值可参见附表8中的第G10项。
图1-18尾座套筒锥孔轴线对床鞍移动的平行度检测
2.调整主轴锥孔轴线与尾座套锥孔轴线心对床身导轨的等高度
如图1-19所示,在主轴锥孔和尾座套筒锥孔中分别装入顶尖,在两顶尖之间装一圆柱检验棒,移动床鞍,检测检验棒两端对床身导轨的等高度。
为抵消尾座磨损,延长使用寿命,要求只许尾座套筒锥孔轴线高于主轴锥孔轴线,其允差值可参见附表8中的第G11项。
若超差,可通过修刮尾座底板来达到要求。
图1-19主轴锥孔轴线与尾座套锥孔轴线对床身导轨的等高度检测
五、丝杠、光杠
溜板箱、进给箱、后托架的三支承孔同轴度校正后,就能装入丝杠、光杠。
(1)丝杠装入后应检验丝杠在开合螺母闭合与打开时的径向圆跳动(分别在丝杠的两端和中间),如图1-20所示。
图1-20丝杠在开合螺母闭合与打开时丝杠圆跳动检测
(2)如图1-21所示,用平头百分表检测丝杠轴向窜动。
检测时,将开合螺母闭合,按正、反方向接通丝杠传动,百分表示值差即为丝杠的轴向窜动量,
图1-21丝杠轴向窜动量检测
六、刀架
将小刀架部件安装在中滑板上,先调整小滑板在水平平面内与主轴轴线平行后,再在垂直平面内检测小滑板纵向移动对主轴轴线的平行度,如图1-22所示。
其允差值可参见附表8中的第G12项。
图1-22小滑板纵向移动对主轴轴线平行度测量
七、其他部件
(1)安装电动机,调整好两带轮中心平面的位置精度及V带的预紧程度。
(2)安装交换齿轮架及其安全防护装置。
(3)完成操纵杆与主轴箱的传动联接系统。
卧式车床
一、静态检查
这是车床进行空运转和切削试验之前的检查,主要是检查车床各部位是否安全、可靠。
以保证试车时不出事故。
主要从以下几方面检查:
(1)用手转动各传动件,应运转灵活。
(2)变速手柄和换向手柄应操纵灵活,定位准确、安全可靠。
手轮或手柄转动时,其转动力用拉力器测量,不应超过80N。
(3)移动机构的反向空行程量应尽量小,直接传动的丝杠,不得超过回转圆周的1/30转;
间接传动的丝杠,空行程不得超过1/20转。
(4)床鞍、滑板等滑动导轨在行程范围内移动时,应轻重均匀和平稳。
(5)尾座套筒在尾座孔中作全长伸缩,应滑动灵活而无阻滞,手轮转动轻快,锁紧机构灵敏无卡死现象。
(6)开合螺母机构开合准确可靠,无阻滞或过松的感觉。
(7)安全离合器应灵活可靠,在超负荷时,能及时切断运动。
(8)挂轮架交换齿轮间的侧隙适当,固定装置可靠。
(9)各部分的润滑加油孔有明显的标记,清洁畅通。
油线清洁,插入深度与松紧合适。
(10)电器设备启动、停止应安全可靠。
二、空运转试验
空运转试验是在无负荷状态下启动车床,检查主轴转速。
从最低转速依次提高到最高转速,各级转速的运转时间不少于5min,最高转速的运转时间不少于30min。
同时,对机床的进给机构也要进行低、中、高进给量及纵横快速移动的空运转,并检查润滑油泵输油情况。
车床空运转时应满足以下要求:
1.在所有的转速下,车床的各部位工作机构应运转正常,不应有明显的振动。
各操纵机构应平稳、可靠,无异常噪声和异味。
2.润滑系统正常、畅通、可靠、无泄漏现象。
3.安全防护装置和保险装置安全可靠。
4.在主轴轴承达到稳定温度时(即热平衡状态),轴承的温度和温升均不得超过如下规定,即滑动轴承温度60℃,温升30℃;
滚动轴承温度70℃,温升40℃。
三、切削试验
车床空运试验合格后,将其调至中速(最高转速的1/2或高于1/2的相邻一级转速)继续运转达到热平衡状态时,则可进行切削试验。
1.全负荷强度试验
全负荷强度试验的目的,是检验车床主传动系统能否输出设计所允许的最大扭转力矩和功率。
试验方法是将尺寸为φ100mm×
250mm的中碳钢试件,一端用卡盘夹紧,一端用顶尖顶住。
用硬质合金YT5的45°
标准右偏刀进行车削,切削用量为n=63r/min、αp=12mm、ƒ=0.6mm/r,强力切削外圆。
试验要求在全负荷下,车床所有机构均应工作正常,动作平稳,不能有振动和噪音。
主轴转速不得比空转时降低5%以上。
各手柄不得有颤抖和自动换位现象。
试验时,允许将摩擦离合器调紧2~3孔,待切削完毕再松开至正常位置。
安全防护装置和保险装置必须安全可靠,在超负荷时,能及时切断运动。
2.精车外圆试验
目的是检验车床在正常工作温度下,主轴轴线与床鞍移动方向是否平行,主轴的旋转精度是否合格。
试验方法是用车床卡盘夹持尺寸为φ80×
250mm的中碳钢试件,不用尾座顶尖,采用高速钢车刀,切削用量取n=400r/min,αp=0.15mm,ƒ=0.1mm/r精车外圆表面。
精车后试件允差:
圆度误差不大于0.01mm,圆柱度误差不大于0.01mm/100mm,表面粗糙度值不大于Ra3.2。
3.精车端面试验
精车端面试验应在精车外圆合格后进行。
目的是检查车床在正常工作温度下,刀架横向移动对主轴轴线的垂直度和横向导轨的直线度。
试件为φ250mm的铸铁圆盘,用卡盘夹持;
用YG8硬质合金45°
右偏刀的精车端面;
切削用量取n=250r/min,αp=0.2mm,ƒ=0.15mm/r。
精车端面后试件平面度误差不大于0.02mm(只许中凹)。
4.车槽试验
车槽试验的目的是检验车床主轴系统及刀架系统的抗振性能,检查主轴部件的装配精度、主轴旋转精度、床鞍刀架系统各配合间隙的调整是否合格。
切槽试验的试件为φ80×
150mm的中碳钢棒料;
用前角γ0=8°
~10°
,后角α0=5°
~6°
的YT15硬质合金切刀;
切削用量为υc=40~70m/min,ƒ=0.1~0.2mm/r。
切槽刀宽度为5mm,在距卡盘端(1.5~2)d(d为工件直径)处切槽。
不应有明显振动和振痕。
5.精车螺纹实验
精车螺纹实验的目的是检验车床上加工螺纹传动系统的准确性。
试验方法是用φ40×
500mm的中碳钢试件;
高速钢60°
标准螺纹车刀;
切削用量为n=20r/min,αp=0.02mm,ƒ=6mm/r;
两端用顶尖装夹进行车削。
精车螺纹试验精度要求螺距累计误差应小于0.025mm/100mm、表面粗糙度值不大于Ra3.2,无振动波纹。
四、几何精度、工作精度检验
目前,我国卧式车床精度检验标准执行的是GB/T402—1997,它包括几何精度检验和工作精度检验两部分。
其中G1~G15项为几何精度检验,P1~P3项为工作精度检验,具体检验方法及允差值参见附表8。
附表8卧式车床几何精度检验标准(摘自GB/4020—1997)
 升级会员
升级会员 