特种设备生产单位重点许可条件自查表压力容器设计单位文档格式.docx
《特种设备生产单位重点许可条件自查表压力容器设计单位文档格式.docx》由会员分享,可在线阅读,更多相关《特种设备生产单位重点许可条件自查表压力容器设计单位文档格式.docx(23页珍藏版)》请在冰豆网上搜索。
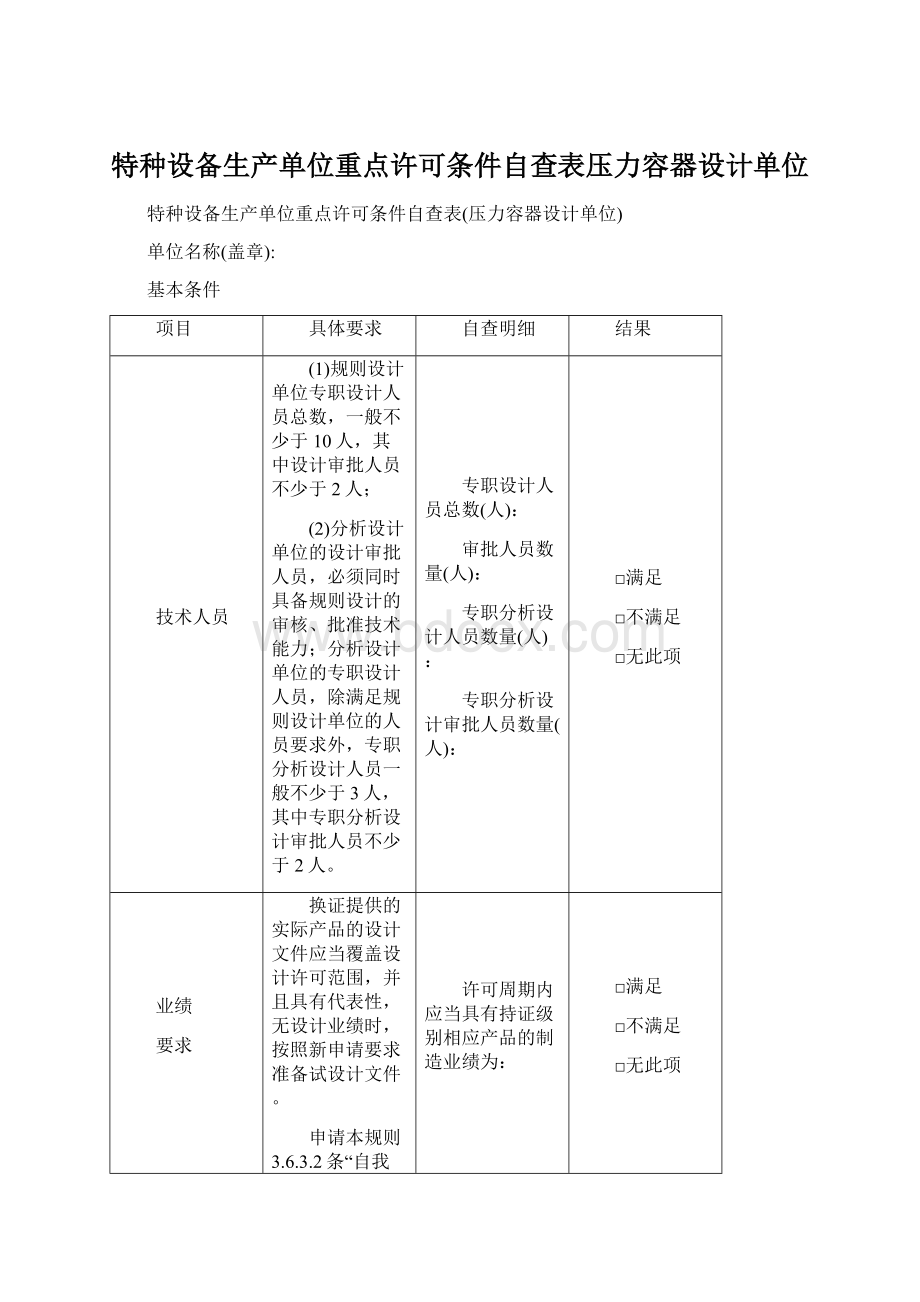
特种设备生产单位重点许可条件自查表(压力容器制造单位)
许可级别
机械相关专业(人)
焊(粘)接相关专业(人)
技术人员总数(人)
A1级
5
3
12
A2、A3级
2
8
C1、C2、C3级
A4、A5级
1
A6级
—
10
D级
机械相关专业(人):
焊(粘)接相关专业(人):
技术人员总数(人):
焊工
持证焊工(人)
A1、A2、A3、C1、C2级
A5、C3级
4
6
持证焊工(人):
无损检测人员
无损检测责任人
持证项目
持证无损检测人员(人)
UTⅢ或RTⅢ资格
RTⅡ
UTⅡ
MTⅡ
PTⅡ
A2、A3、C1、C2级
RTⅡ和UTⅡ资格、并且具有4年以上无损检测经历
A5、C3、D级
RTⅡ或UTⅡ资格
A6
UTⅢ资格;
或者UTⅡ资格、并具有4年以上无损检测经历
无损检测责任人是否满足条件:
RTⅡ无损检测人员数量(人):
UTⅡ无损检测人员数量(人):
MTⅡ无损检测人员数量(人):
PTⅡ无损检测人员数量(人):
业绩要求
制造单位换证时,应当在持证周期内至少制造1台相应级别的产品,否则换证评审时按照新申请程序和C2.1.7的要求准备试制产品。
申请本规则3.6.3.2条“自我声明承诺换证”的,许可周期内与持证级别相应的产品生产业绩不少于4台,并且每年至少1台。
专项条件
A3级球罐
同时具有板对接焊缝平、立、横、仰焊合格项目的焊工至少8人。
同时具有管板角焊缝立、横、仰位置焊合格项目的焊工至少2人。
具有板对接焊缝平、立、横、仰焊合格项目的焊工数量(人):
具有管板角焊缝立、横、仰位置焊合格项目的焊工数量(人):
A4级石墨制压力容器
(1)配备经过专门培训的粘接和浸渍作业人员各至少2人;
(2)配备经过专门培训的石墨容器质量专职检验人员和材料理化性能检验人员不少于2人,材料理化性能检验人员具有助理工程师职称。
粘接作业人员数量(人):
浸渍作业人员数量(人):
石墨容器质量专职检验人员和材料理化性能检验人员数量(人):
A4级纤维增强塑料压力容器(包括热塑性塑料衬里纤维增强塑料压力容器)
(1)配备经过专门培训的缠绕作业人员和粘接(手糊)作业人员各至少各2人;
热塑性塑料衬里纤维增强塑料压力容器制造单位还应当配备经过专门培训的热塑性塑料焊接人员不少于2人;
(2)配备经过专门培训的纤维增强塑料压力容器质量专职检验人员至少2人;
热塑性塑料衬里纤维增强塑料压力容器制造单位,还至少配备热塑性塑料质量检验能力的专职检验人员至少1人;
(3)具备纤维增强塑料压力容器或者热塑性塑料衬里纤维增强塑料压力容器原材料理化性能检验能力的制造单位,应当配备经过专门培训的理化性能检验人员不少于2人,并且具有助理工程师职称。
缠绕作业人员和粘接(手糊)作业人员数量(人):
热塑性塑料焊接人员数量(人):
纤维增强塑料压力容器质量专职检验人员数量(人):
热塑性塑料质量检验能力的专职检验人员数量(人):
理化性能检验人员数量(人):
A5氧舱
(1)根据制造许可范围产品的技术特性,配备电气系统和安装责任人员,该责任人员具有工程师职称;
(2)配备有与产品设计、制造、安装、改造与重大修理工作等相关专业(机械、焊接和电气)的技术人员总数不少于8人,从事产品设计的技术人员不少于5人,其中电气专业技术人员人数不少于2人;
(3)配备持证电工不少于2人。
相关专业(机械、焊接和电气)的技术人员数量(人):
从事产品设计的技术人员数量(人):
从事产品设计的技术人员中电气专业技术人员数量(人);
持证电工数量(人):
A6级超高压容器
具有中、高级机加工人员至少2人。
中、高级机加工人员数量(人):
C1级铁路罐车,C2级汽车罐车、罐式集装箱,C3级长管拖车、管束式集装箱
(1)制造单位应当配备安全附件、仪表、信息化追溯和装卸附质量控制系统责任人员,该责任人员具有工程师技术职称,并且具有从事安全附件、仪表和装卸附件相关的工作经历;
(2)配备经过专门培训的安全附件、仪表、信息化追溯和装卸附件工作人员不少于2人;
(3)长管拖车、管束式集装箱制造单位持证焊工中配备氩弧焊焊工不少于2人;
(4)配备经过专门培训的组装人员不少于4人。
是否具有安全附件、仪表和装卸附件责任人员:
安全附件、仪表和装卸附件工作人员数量(人):
氩弧焊焊工数量(人):
组装人员数量(人):
真空绝热容器(罐体)
配备经过专门培训的真空性能、低温绝热性能的检测人员。
是否具有真空性能、低温绝热性能的检测人员:
搪玻璃压力容器
(1)配备搪玻璃质量控制系统责任人员,该责任人员具有工程师职称,并且具有从事搪玻璃容器制造的工作经历;
(2)配备经过专门培训的搪玻璃过程作业人员不少于2人;
(3)配备经过专门培训的搪玻璃压力容器质量专职检验人员和搪玻璃釉理化性能检验人员各至少各2人。
搪玻璃质量责任人员是否满足要求:
搪玻璃过程作业人员数量(人):
搪玻璃压力容器质量专职检验人员数量(人):
搪玻璃釉理化性能检验人员数量(人):
多层压力容器
配备热套、包扎和缠绕专业技术人员,作业人员经过专门培训。
是否具有热套专业技术人员:
是否具有包扎专业技术人员:
是否具有缠绕专业技术人员:
储气井
(1)配备钻井、固井质量控制责任人员和钢管组装质量控制系统责任人员,固井质量控制责任人员具有工程师职称;
(2)制造单位配备技术人员不少于5人,其中包括持有UTⅡ无损检测资格的人员至少1人;
(3)制造单位钢管组装、固井专业配备的作业人员数量应当满足本单位储气井制造多个现场的需求,保证每个制造现场均应有钢管组装及固井专业作业人员,并且钢管组装及固井专业作业人员不少于8人。
是否具有钻井、固井责任人员和钢管组装责任人员:
技术人员数量(人):
UTⅡ以上无损检测证资格的人员数量(人);
钢管组装及固井专业作业人员数量(人):
非焊接瓶式容器
(1)无损检测人员的数量应当与生产能力相匹配,配备Ⅱ级以上无损检测人员,每班次至少1人;
(2)配备金属材料、热处理或者相关专业的技术人员至少1人。
Ⅱ级以上无损检测人员数量(人):
金属材料、热处理或者相关专业的技术人员数量(人):
特种设备生产单位重点许可条件自查表(气瓶制造单位)
技术人员占单位职工比例及人数(人)
B1、B3级
-
10%,8
B2、B4、B5级
5%,6
技术人员占单位职工总数的比例:
总数(人):
B1、B2、B3、B4、B5级
与生产能力相匹配,并且不少于8人
是否与生产能力相匹配:
无损检测责任人员持证项目
RTⅡ、UTⅡ、MTⅡ、PTⅡ各2项
在许可周期内,所有许可子项目产品均有相应生产业绩。
每个许可子项目产品每年的产量不少于10批,并且生产中断不超过6个月。
企业制造的所有产品均按照规定取得了型式试验证书和报告,以及设计文件鉴定报告,每批产品均监督检验合格。
。
许可周期内是否许可子项目产品均有相应生产业绩:
每个许可子项目产品每年的产量(批):
生产中断是否超过6个月:
企业制造的所有产品是否均取得了型式试验证书和报告:
是否均取得了设计文件鉴定报告:
B1级无缝气瓶
人员
无损检测人员的数量应当与生产能力相匹配,应当配备Ⅱ级以上无损检测人员,每班次不少于1人;
配备金属材料、热处理或者相关专业的技术人员不少于1人。
无损检测人员是否与生产能力相匹配:
每班次Ⅱ级以上无损检测人员人数:
配备金属材料、热处理或者相关专业的技术人员人数:
B2级焊接气瓶
(1)焊工在满足本规则D1.1.1.4要求的基础上,其人数以及持证项目还应当与生产能力及生产班次相匹配;
(2)X射线RTⅡ级以上无损检测人员数量应当与生产能力以及生产班次相匹配,每班次至少1人。
(1)焊工数量(人):
焊工人数以及持证项目与生产能力及生产班次是否相匹配:
(2)RTⅡ级以上无损检测人员数量是否与生产能力以及生产班次相匹配:
每班次人数:
B3级纤维缠绕气瓶
配备高分子、复合材料专业或者具有相关工作经验的技术人员至少1人。
高分子、复合材料专业或者具有5年以上相关工作经验的技术人员数量(人):
B4级低温绝热气瓶
(1)焊工在满足D1.1.1.4要求的基础上,其人数及持证项目还应当与制造能力以及生产班次相匹配;
(2)无损检测人员的数量应当与生产能力相匹配,应当配备Ⅱ级以上无损检测人员,每班次不少于2人;
(3)具有低温工程相关专业或者具有5年以上相关工作经验的技术人员1人
(2)无损检测人员数量是否与生产能力相匹配:
每班次RTⅡ级以上无损检测人员人数:
(3)低温工程相关专业或者具有5年以上相关工作经验的技术人员人数:
B5级内装填料气瓶
(1)溶解乙炔气瓶制造单位应当配备硅酸盐、化学化工相关专业或者具有相关工作经验的技术人员不少于2人;
(2)吸附气体气瓶制造单位应当配备化学化工相关专业或者技术人员不少于2人。
(1)溶解乙炔气瓶制造单位配备的硅酸盐、化学化工相关专业或者具有5年以上相关工作经验的技术人员人数:
(2)吸附气体气瓶制造单位配备的化学化工相关专业或者技术人员人数:
特种设备生产单位重点许可条件自查表(移动式压力容器充装单位)
1.单位负责人(或者站长)
对充装安全负责,了解移动式压力容器充装相关的法律、法规、规章、安全技术
规范及相关标准,以及充装工艺特点和充装安全管理的必备知识。
2.技术负责人
(1)具有工程师职称和移动式压力容器充装管理经验;
(2)熟悉移动式压力容器充装相关的法律、法规、规章、安全技术规范及相关标
准要求;
(3)掌握充装介质的专业技术知识与压力容器的一般知识;
(4)熟悉充装工艺过程,掌握移动式压力容器充装相关要求;
(5)熟悉充装单位安全管理制度,具有组织、协调、处理一般技术问题的能力;
(6)熟悉充装单位事故应急预案。
3.特种设备安全管理人员
配备相应的特种设备安全管理人员,负责安全管理与安全检查工作,并且符合以
下要求:
(1)取得特种设备安全管理人员资格,掌握移动式压力容器介质充装相关的法律、
法规、规章、安全技术规范及相关标准;
(2)掌握充装介质的基础知识及有关安全知识;
(3)熟悉充装工艺过程,掌握移动式压力容器充装相关要求;
(4)熟悉充装单位事故应急预案,掌握充装单位一般事故的处理方法,熟悉事故
上报程序及要求。
4充装人员
配备充装人员不少于4人,并且每班不少于2人。
充装人员应当符合以下要求:
(1)取得移动式压力容器充装作业人员资格;
(2)了解移动式压力容器充装相关的法律、法规、规章、安全技术规范及相关标准;
(3)掌握充装介质的基本知识,了解移动式压力容器基础知识,掌握各种移动式
压力容器充装量规定;
(4)熟悉充装设备性能及其安全操作方法,掌握移动式压力容器充装技能;
(5)掌握移动式压力容器充装一般事故的处理方法。
注C-9:
采取智能化自动充装的,配备的充装人员数量可以适当减少,但充装人员每班至少1人。
5检查人员
配备检查人员不少于2人,并且每班至少1人。
检查人员应当符合以下要求:
(3)掌握充装介质的基本知识与移动式压力容器基础知识;
(4)熟练掌握移动式压力容器充装前后检查要点与方法,正确使用检查工具。
注C-10:
采取智能化自动充装的,检查人员每班至少1人。
6化验人员
有关安全技术规范及相关标准对充装介质有要求的,充装单位应当配备与充装介
质相适应的化验人员。
化验人员应当能够熟练化验、分析介质组分,经过培训上岗。
换证业绩
充装单位在许可周期内的充装业绩应当覆盖其许可范围,并且每年的年度监督检
查结果合格,否则按照首次申请取证或者增项处理。
许可周期内业绩为:
特种设备生产单位重点许可条件自查表(气瓶充装单位)
(1)充装单位法定代表人(主要负责人)应当熟悉与气瓶充装安全管理相关的法
律、法规、规章和安全技术规范;
(2)配备技术负责人1人,具有工程师职称,具有气瓶充装管理经验,能够处理
一般技术问题,具备组织协调和事故应急处置的能力;
(3)每个充装地址应当配备专职安全管理员至少1人,并且取得特种设备安全管
理人员资格;
(4)每个充装地址作业人员(充装人员,下同)每个班次不少于2人,并且持有气
瓶充装作业人员资格,在气瓶充装作业时,作业人员不得同时兼任检查人员;
(5)每个充装地址配备检查人员每个班次至少1人,并且取得气瓶充装作业人员
资格;
(6)配备与气瓶充装相适应的化验人员,并且经过技术和安全培训,掌握与充装
介质相关的知识,检验设备、仪器和仪表的性能以及使用方法。
1.主要负责人
3.安全管理人员
 升级会员
升级会员 