0517建造群船体检验讲课整理内容Word格式文档下载.docx
《0517建造群船体检验讲课整理内容Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《0517建造群船体检验讲课整理内容Word格式文档下载.docx(24页珍藏版)》请在冰豆网上搜索。
中小型船厂建造的船舶重点航线上的营运船舶
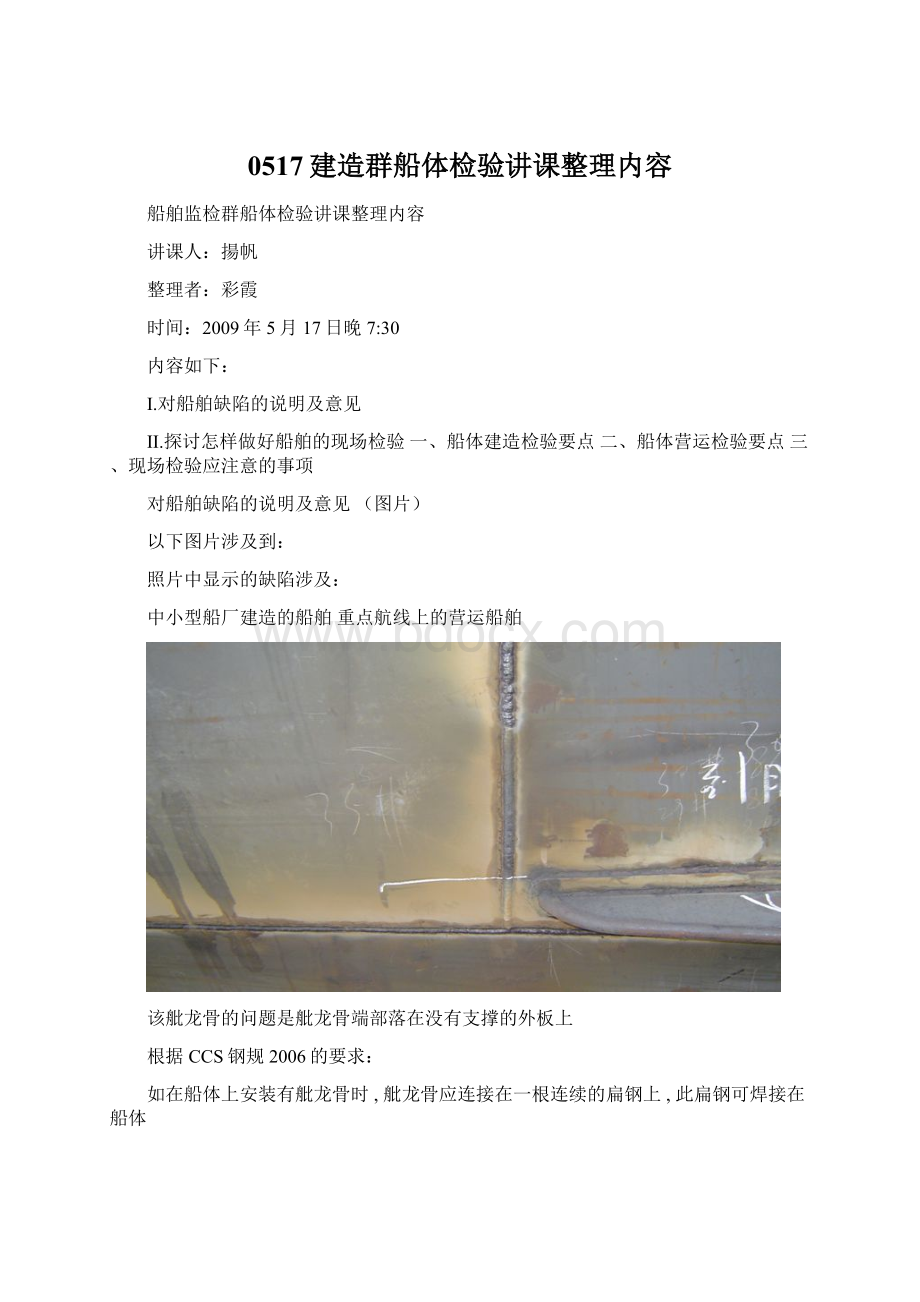
该舭龙骨的问题是舭龙骨端部落在没有支撑的外板上
根据CCS钢规2006的要求:
如在船体上安装有舭龙骨时,舭龙骨应连接在一根连续的扁钢上,此扁钢可焊接在船体
上,舭龙骨上的端接缝、扁钢上的端接缝与外板上的端接缝都应相互错开。
舭龙骨和扁钢不能突然中断,应逐渐减小,且在端点处的船体内应有适当的内部支持
该图片上的舭龙骨在内部没有支撑
∙舭龙骨的复板断开
∙在冰区航行中舭龙骨常被损坏或撕开,设计时应采取措施以使船体的损坏和舭龙骨的撕下降低到最小程度。
一般情况下,为了限制舭龙骨被部分撕下时对船体的损坏程度,将舭龙骨分割成数段独立的构件。
此图的问题有2个
∙1、扁钢中断
2、舭龙骨腹板的对接缝和舭部板缝几乎在同一剖面,应该要错开
舭龙骨的检验问题就讲到这里,下面讲甲板纵桁的问题
∙此图的问题
甲板纵桁面板错位比较严重,大到1/2板厚,并且弧坑、凹凸度超标、有焊渣
T型材面面板对接缝和腹板对接缝在同一剖面。
我个人认为面板和腹板的对接缝要错开一些但是现在很多厂都是“一刀切”
∙外板端接缝不致密、和母材过渡不良、有焊瘤、弧坑、凹凸度超标、宽窄度超标
∙很多小厂采用整体造船法,
整体散装法造船,端接缝通常都比边接缝差,应引起注意,因为端接缝比边接缝重要得多
∙焊缝不均匀、不致密、余高不足、向母材过渡不良,有弧坑、咬边。
另外还有一个问题:
拼板的时候要注意焊缝的间距
∙船体主要结构中的平行焊缝应保持一定的距离。
对接焊缝之间的平行距离应不小于100mm,且避免尖角相交;
对接焊缝与角接焊缝之间的平行距离应不小于50mm。
∙该对接缝和角接缝距离太近(25mm),远远小于规范要求的50mm
∙结构该块拼板被局部割换(从角接缝起向两边各300mm)
∙再有,就是要注意,构件趾端、切口端部,构件特别是主要构件的连接肘板或端肘板的趾端不要与焊缝重叠
∙该肘板趾端正好压在焊缝上;
结果,更换了该肘板
∙甲板纵桁腹板和横舱壁应焊接,但焊缝中间被塞进铁块。
这样的话,将导致焊缝开裂,要求腹板至少应割换300mm
∙舯部舷顶板端接缝上缘有缺口,应补焊、打磨、倒圆角
∙再有,就是当板厚差超过4mm时,要开过渡坡口
∙舱口围板的水平扶强材端部过渡不良,应削斜过渡,长度=1.5倍板宽
∙船厂为了省钱,上甲板前后共在舷侧顶板上安装了四个非标准导缆孔,存在很大的安全隐患
∙机舱逃生口的直梯,紧贴隔热材料,上部连脚端和手指也放不进
按照CB要求,只要要留出150mm的间距
∙艏楼甲板横梁在锚链筒处被切断,要求横梁端部须双面补焊、并要加装肘板
首楼甲板强横梁腹板在锚链筒处被割断后,不作处理
∙装配错误,应割换长约300mm、端部要加装肘板
∙首楼甲板强横梁面板在锚链筒处被割缺口,面板的切口应配合锚链筒轮廓,加复板补强后、再和锚链筒双面连续焊。
∙舷顶板上缘有缺口、没有倒圆角
∙旁桁材在肋板处的对接错位达100%板厚(CSQS要求错位应不大于1/2板厚,否则开刀调)
(特写)
∙结构件尺寸及位置误差都过大,导致甲板的侧板被强制装配
∙讲课只是针对缺陷,不针对哪个船级社的船,做成这个样,是船厂做的,而不是船级社做的
∙纵骨切口落在拼板缝上
下面讲讲营运船检验上的一些缺陷
∙集控室内左舷围壁上的电缆孔,没有填料函,如果发生火灾,此处会有大量烟雾涌入
∙还是没有填料函
∙
∙锅炉间后壁被开孔没有封闭
箱子烂成这样,该换了
∙管子支架锈烂
∙某散货船货舱盖子上的胶条开裂,这样的船到了欧美肯定被扣
自闭门带门背勾
电缆管因锈蚀破损
通风筒的关闭装置因损坏失效
水密围壁上有供接岸电的电缆用开口,没有关闭装置。
应装向上翻的水密盖
舱口围板上的水密压条被磨损、有缺口。
(影响载重线的项目,应补焊、打磨)
∙航行欧、美船舶,左舷引水梯上平台的支架因锈蚀失效
∙天线桅,其中一脚被锈断
∙航行艉灯,上下灯罩都已开裂。
(用手轻触后出现破损)
掌握船体建造检验的要点:
要明白施工不当会带来严重后果,如:
∙构件的对接误差超标,令结构的疲劳强度下降,最终损害船体梁的强度
∙装配过程中,如果构件没达到规定的配合就进行焊接,结果造成弯曲而产生应力,这种应力潜伏在船体板架上,当船舶受到其他外力叠加时,便会产生裂纹。
∙结构所用的材料质量差(如旧材料)、加工不当、构件有裂纹、边缘有缺口等缺陷,容易产生疲劳裂纹
∙不合理的焊缝布置或焊接造成应力集中及焊缝内部和外部存在缺陷等,可造成结构开裂。
∙例如前面发的图片,对接缝和角接缝太近了
再有就是不按规定施工,如常见对接缝两端不装引弧板和熄弧板,造成焊缝的弧坑缺陷。
如何改善呢,我总结以下几点
1、严格按图纸施工;
2、结构布置要合理,对接准确、过渡良好。
该开过渡坡口的一定要开:
错位大的,就一定要开刀调。
现场QC经常说,算了,加点焊吧。
这时一定要把握自己的原则,该开刀的一定要开。
3、避免尖角、截面突变。
有截面变化的时候,一定要过渡。
4、提高构件的表面加工质量、降低表面粗糙度、消除缺口及表面损伤。
焊缝上的小焊渣,飞溅都要打磨干净。
5、禁止使用有缺陷的构件。
有缺陷的构件,其很多性能都无法和原件相比。
做为一名验船师,要在总体上把握船体的强度:
∙1/2船长位置的上甲板及舷顶列板结构。
通常离中和轴较船底远、结构也弱于船底,受总纵弯曲应力影响最大。
这个地方的焊接就尤为重要
∙上甲板大开口角隅。
(船舶总纵弯曲时,在开口角隅处将产生应力集中现象)
因此舱口角隅处要光顺过渡,禁止有开孔
∙船体在接缝部位凹陷的位置。
(因为凹陷与弯曲时,在接缝处产生较大应力的缘故)
∙首柱和艉柱位置。
(这是因为首、艉柱的加工程度厉害,金属内部的晶粒结构被迫改变)
∙螺旋桨轴架位置。
(因为该处受到严重腐蚀时,还不断受到螺旋桨转动时的振动作用,时间长了会产生疲劳裂纹。
)
∙主机、付机、锅炉下面长期受振动、受热辐射部位的结构
∙另外,还要检查容易腐蚀部位
船体外部:
(1)水线变化区的外板。
(即轻重水线间)
(2)艏、艉柱部分。
(3)排水口周围、舭部。
(4)护舷材部位。
(5)上层建筑围壁下部和甲板连接处。
(6)焊缝区域。
(7)导流管内表面
∙还要注意对容易损坏及磨耗的部位重点检验
∙露天甲板上小舱口的舱口盖铰链横稍,不要小看这小小的铰链横稍,稍有不慎可能会毁掉一艘船
∙散货船货舱的舱口围板上缘的水密压条。
(因装卸货物时碰撞引起凹陷、缺口)
∙非液货船的货舱口区域的内底板。
船舶在使用过程中容易疏忽或难以保养的部位:
1、甲板上进出通道踏板下方的壁板或围板。
2、露天甲板上在舷墙一侧的空气管管壁。
此处因为常有积水,而使空气管管壁锈蚀
3、安装在露天甲板上或露天处所围壁上的各种设施的背面,或其背面的固紧装置
4、货舱内各种管子的背面结构和管壁
一般来说,对有水密要求的设施都要认真处理。
最后,我总结几点在某船监造检验中发现的问题:
1、船台装配合拢、密试以及分段报验的项目很多,有时会在时间上有冲突。
希望能合理安排报验项目,这也是对一个船厂管理能力的体现。
2、超前施工,在没有审批图纸的情况下就施工,船首小舱口还没有审批图纸,就已经装上了
3、合拢装配时很多过焊孔开的不规范
4、有些部位检验后,已经划线要求处理,但是处理的不及时
5、现场工人乱开孔现象严重,肘板上开很大的孔,有些T型材开孔后无补救措施
6、管道支架焊接混乱,到处随便焊接,不符合船标要求,无任何垫板
7、船台报验收尾太多,收尾没处理完,就开始新项目的报验
8、有些分段在报验完成后才开始做舾装,有些管道的开孔严重破坏船体结构,但由于是在报验结束后才开始安装管道,等到上船台合拢发现的时候,船体结构已经被无保护性的开孔了,造成了既成的事实,因此这方面的缺陷无法控制.
谢谢!
讲课完毕!
 升级会员
升级会员 