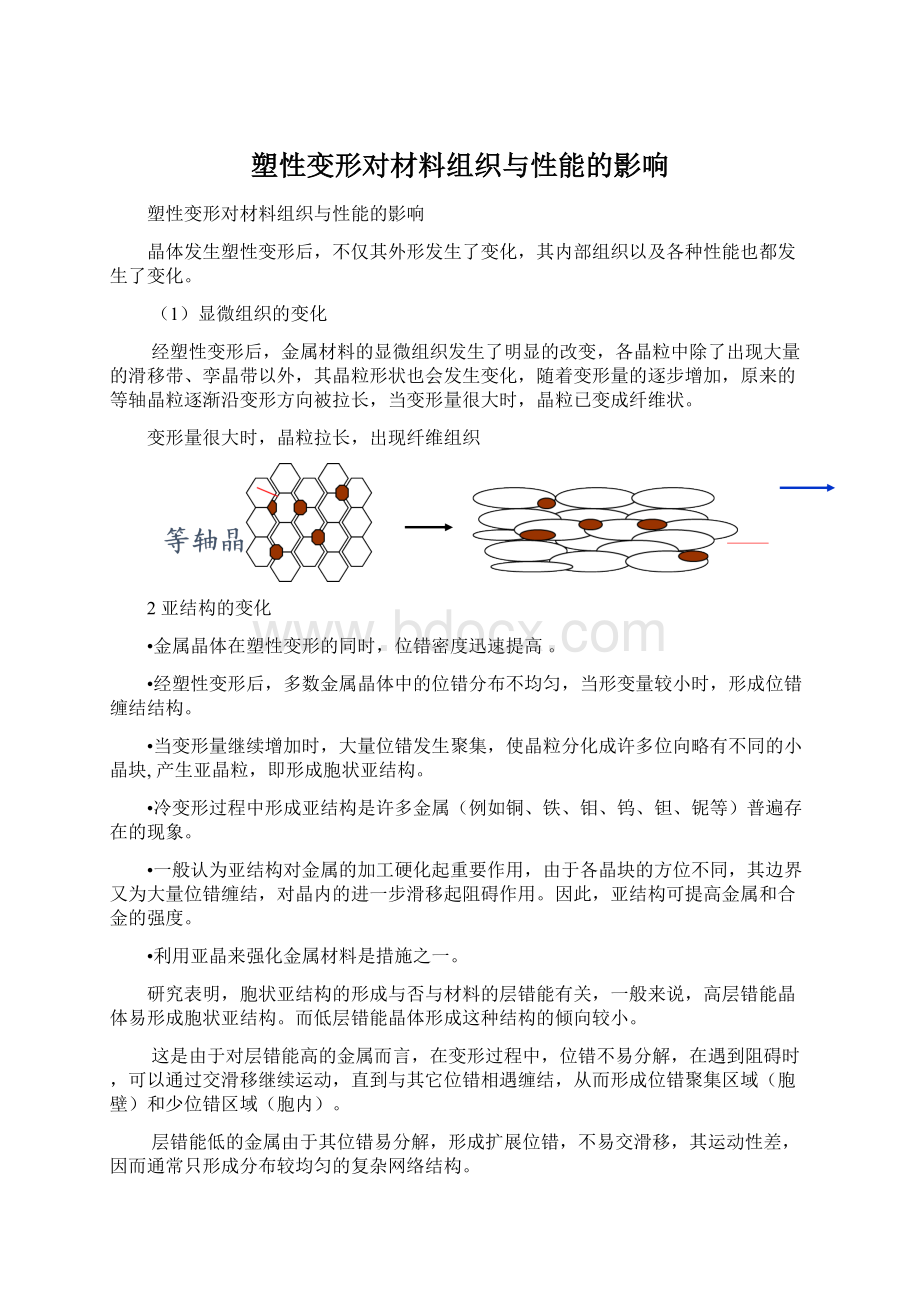
塑性变形对材料组织与性能的影响Word格式.docx
《塑性变形对材料组织与性能的影响Word格式.docx》由会员分享,可在线阅读,更多相关《塑性变形对材料组织与性能的影响Word格式.docx(10页珍藏版)》请在冰豆网上搜索。
•冷变形过程中形成亚结构是许多金属(例如铜、铁、钼、钨、钽、铌等)普遍存在的现象。
•一般认为亚结构对金属的加工硬化起重要作用,由于各晶块的方位不同,其边界又为大量位错缠结,对晶内的进一步滑移起阻碍作用。
因此,亚结构可提高金属和合金的强度。
•利用亚晶来强化金属材料是措施之一。
研究表明,胞状亚结构的形成与否与材料的层错能有关,一般来说,高层错能晶体易形成胞状亚结构。
而低层错能晶体形成这种结构的倾向较小。
这是由于对层错能高的金属而言,在变形过程中,位错不易分解,在遇到阻碍时,可以通过交滑移继续运动,直到与其它位错相遇缠结,从而形成位错聚集区域(胞壁)和少位错区域(胞内)。
层错能低的金属由于其位错易分解,形成扩展位错,不易交滑移,其运动性差,因而通常只形成分布较均匀的复杂网络结构。
3性能的变化
•
(1)加工硬化(形变强化)
•金属发生塑性变形,随变形度增大,金属的强度和硬度显著升高,塑性和韧性明显下降。
这种现象称为加工硬化。
冷轧对铜及钢性能的影响
强度指标增加、塑性指标下降。
金属的加工硬化特性可以从其应力-应变曲线上反映出来。
图是单晶体的应力-应变曲线,单晶体的塑性变形可划分为三个阶段描述:
▪第I阶段,当切应力达到晶体的临界分切应力值时,滑移首先从一个滑移系中开始,由于位错运动所受的阻碍很小,因此该阶段称为易滑移阶段。
此阶段加工硬化率低。
•第II阶段,滑移在几组相交的滑移面中发生,由于运动位错之间的交互作用,形成不利于滑移的结构状态,在相交滑移面上形成割阶扭折、固定为错,位错运动变得非常困难,故该阶段称为线性硬化阶段。
加工硬化现象显著。
•第III阶段,在应力进一步增高的条件下,已产生的滑移障碍将逐渐被克服,并通过交滑移的方式继续进行变形。
由于该段曲线呈抛物线变化,故称为抛物线型硬化阶段。
•而各种晶体由于其结构类型、取向、杂质含量以及试验温度等因素的影响,实际曲线有所改变。
•具有低层错能的铜显示了典型的应力-应变曲线持征;
而具有高层错能的铝,则由于其位错不易扩展,容易交滑移,故应力-应变曲线的第III阶段开始较早,第II阶段极短。
•晶体中的杂质可使应力—应变曲线的硬化系数有所增大,曲线第I阶段将随杂质含量的增加而缩短,甚至消失。
在体心立方纯金属铌中,微量的间隙原子(C、N、0等),由于会发生与位错的交互作用而产生屈服现象,从而使曲线第一阶段几乎消失。
密排六方纯金属镁由于只沿一组相平行的滑移面作单系滑移,位错的交截作用很弱,故第1阶段曲线很长,以至几乎第II阶段还没充分发展时试样就已经断裂了。
多晶体的塑性变形由于晶界的阻碍作用和晶粒之间的协调配合作用,各晶粒不可能以单一滑移系动作,而必然有多组滑移系同时作用,因此多晶体的应力——应变曲线不会出现单晶体曲线的第1阶段,而且其硬化曲线更陡。
•塑性变形过程中位错密度的不断增加极其所产生的钉扎作用是导致加工硬化的决定性因素。
•加工硬化现象作为变形金属的一种强化方式,有其实际应用意义,如许多不能通过热处理强化的金属材料,可以利用冷变形加工同时实现成形与强化的目的。
例如对于工业上广泛应用的铜导线,由于要求导电性好,不允许加合金元素,加工硬化是提高强度的唯一方法。
不过加工硬化现象也存在不利之处,由于金属在加工过程中塑性抗力不断增加,造成塑性变形困难。
另外由于加工硬化使金属变脆,因而在冷加工过程中需要进行多次再结晶退火,使金属软化,以便继续变形加工而不致裂开。
用位错理论分析纯金属与合金在冷变形加工时,在产生加工硬化机理上有何区别。
•答:
纯金属单晶体产生加工硬化的机理主要是:
•
(1)当外力在滑移面及滑移方向上的分切应力达到临界分切应力时位错源开动,位错增殖使位错密度增加。
•
(2)在发生多系滑移后,在两个相交滑移面上运动的位错必然会互相交割,形成割阶、扭结,使其运动阻力增大。
•(3)位错之间发生反应,形成固定位错,造成位错塞积,使位错运动阻力进一步增大。
•对纯金属多晶体,其加工硬化机理比单晶体多出了晶界造成的位错塞积作用,阻碍了位错的运动。
•对于合金,若是单相固溶体,其加工硬化机理比纯金属多晶体又多出了固溶强化作用,即溶质原子与位错的弹性相互作用形成柯氏气团,化学相互作用形成铃木气团,阻碍位错的运动。
•若是多相合金,其加工硬化机理比固溶体合金又多出来沉淀强化、弥散强化机制,强化机理分别是位错的绕过机制和切过机制,使位错运动阻力更进一步增大。
•问题:
强化金属材料的方法有哪些?
并指出其异同点。
•加工硬化、固溶强化、弥散强化、沉淀强化、细晶强化。
•共同点也就是金属强化的实质,在于塑性变形时增加了位错运动的阻力。
•不同点:
(1)加工硬化:
位错塞积、林位错阻力和形成割阶阻碍位错运动
(2)细晶强化:
增加了晶界,增加了位错塞积的范围(3)固溶强化:
溶质原子沿位错聚集并钉扎位错(4)第二相强化:
分散的强化相颗粒迫使位错切过或绕过强化相颗粒而额外做功,都是分散相强化的位错机制。
(2)其它性能变化
经塑性变形后的金属,由于点阵畸变、位错与空位等晶体缺陷的增加,其物理性能和化学性能也会发生一定的变化。
如电阻率增加,电阻温度系数降低,磁导率、热导率下降。
此外,由于原子活动能力增大,还会使扩散加速,抗腐蚀性减弱。
4形变织构(择优取向)
如同单晶体形变时晶面转动一样,多晶体塑性变形时,各个晶粒的滑移面和滑移方向都要向主形变方向转动,逐渐使多晶体中原来取向互不相同的各个晶粒在空间取向上呈现一定程度的规律性,这一现象称为择优取向。
这种组织状态称为形变织构。
依据产生塑性变形的方式不同,形变织构主要有两种类型:
丝织构和板织构。
•丝织构主要是在拉拔过程中形成,其主要特征是各晶粒的某一晶向趋向于与拔丝方向平行。
•板织构主要是在轧板时形成,其主要特征为各晶粒的某一晶面和晶向趋向于与轧面和轧向平行。
•实际上无论形变进行的程度如何,各晶粒都不可能形成完全一致的取向。
•形变织构的出现会使得材料呈现一定程度的各向异性,这对材料的加工和使用都会带来一定的影响,沿纤维方向的强度和塑性高于垂直方向。
•一般来说不希望金属板材存在织构,织构会造成其沿各方向变形的不均匀性,使工件的边缘出现高低不平,产生了所谓“制耳”现象。
各向异性
因形变织构造成深冲制品的制耳示意图
•但是在某些情况下,又有利用织构提高板材性能的例子,如变压器用硅钢片的(100)[001]织构由于其处于最易磁化方向,故生产中适当控制轧制工艺,可获得性能优异的硅钢片
5.残余应力
•塑性变形中外力所做的功除大部分转化为热以外,还有一小部分以畸变能的形式储存在形变材料的内部,这部分能量叫储存能,其大小与变形量、变形方式、温度以及材料本身的一些性质有关。
•这部分储存能主要依附于点缺陷、位错和层错等形式的缺陷而存在于晶体中,以残余应力的方式表现出来,残余应力是材料内部各部分之间不均匀变形,以及相互间的牵制作用引起的,是一种内应力,对材料整体而言处于平衡状态。
•就残余应力平衡范围的大小,可将其进一步分为三类:
•第一类内应力,又称宏观残余应力,它是由工件不同部分的宏观变形不均匀引起的,其应力平衡范围包括整个工件。
这类残余应力所对应的畸变能不大。
•第二类内应力,又称微观残余应力,它是由晶粒或亚晶粒之间的变形不均匀性产生的。
其作用范围与晶粒尺寸相当,即在晶粒或亚晶粒之间保持平衡。
这种内应力有时可以达到很大的数值,甚至可能造成显微裂纹并导致工件破坏。
第三类内应力,又称点阵畸变,作用范围是点阵尺度,由于在形变过程中形成了大量点阵缺陷所致,这部分能量占整个储存能中的绝大部分。
第三类内应力提高了变形晶体的能量,使之处于热力学不稳定状态,故它会自发的使变形金属恢复到自由焓最低的稳定状态,并导致塑性变形金属在加热时的回复与再结晶过程。
残余应力的危害:
(1)内应力可能迭加在工作应力上,使零件在使用时过早破坏或产生过量的塑性变形。
(2)内应力可能迭加在加工应力上,使材料在加工时裂开,例如冷拉的高强度钢丝,最后还要经过低温退火以减少脆断倾向,同时还可提高屈服强度。
(3)降低工件的耐蚀性。
例如深冲的黄铜子弹壳,若不经过低温退火,残余的拉应力在一定的环境介质(氨气)下会引起应力腐蚀而破坏。
金属材料经塑性变形后的残余应力是不可避免的,故必须及时采取消除措施,一般采用低温回复退火去应力。
但是,在某些特定条件下,残余应力的存在也是有利的。
例如承受交变载荷的零件,若用表面滚压和喷丸处理,就是预先用小铁丸喷射到金属表面,造成表面压痕,因而表面受压应力作用,次表层则受拉应力作用,使零件表面产生压应力的应变层,借以达到强化表面的目的,可使其疲劳寿命成倍提高。
喷丸强化
齿轮表面通过喷丸处理,产生较大的残余压应力,提高疲劳强度。
●残余应力利用:
表面压应力提高疲劳强度。
金属的塑性加工
金属材料通过冶炼、铸造,获得铸锭后,可通过塑性加工获得型材、板材、管材或线材,以及零件毛坯或零件。
塑性加工:
锻造、轧制、挤压、拉拔、冲压
 升级会员
升级会员 