宝钢酸洗钢板标准Word下载.docx
《宝钢酸洗钢板标准Word下载.docx》由会员分享,可在线阅读,更多相关《宝钢酸洗钢板标准Word下载.docx(9页珍藏版)》请在冰豆网上搜索。
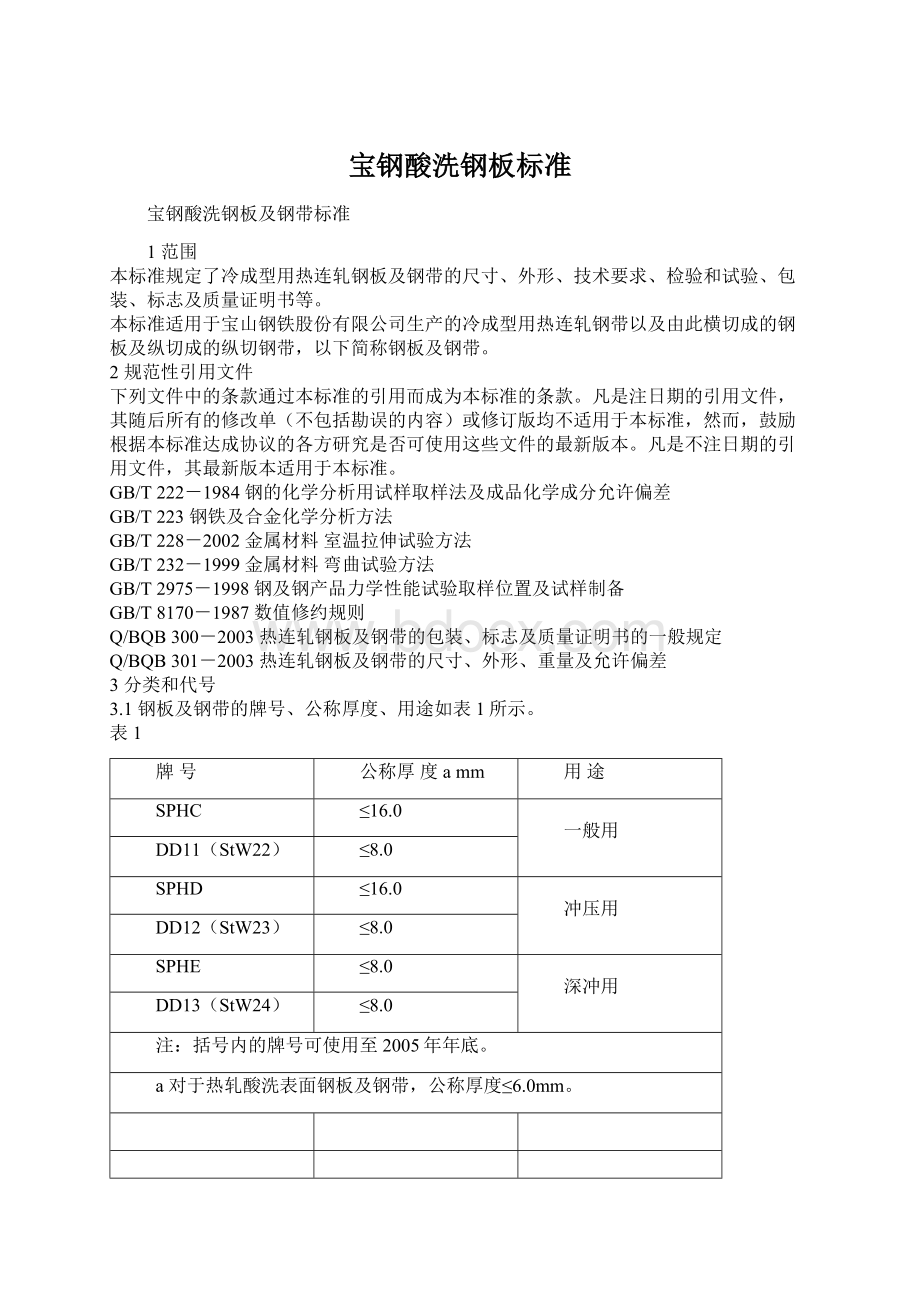
深冲用
DD13(StW24)
注:
括号内的牌号可使用至2005年年底。
a对于热轧酸洗表面钢板及钢带,公称厚度≤6.0mm。
3.2按边缘状态分为:
切边EC
不切边EM
3.3按表面处理方式分为:
酸洗表面
非酸洗表面
3.4按表面质量级别分为:
普通级表面FA
较高级表面FB
3.5按产品类别分为:
热轧钢带
热轧钢板
热轧纵切钢带
4订货所需信息
4.1订货时用户需提供下列信息:
a)本企业标准号;
b)产品类别;
c)牌号、表面处理方式及表面质量级别;
d)规格及尺寸(厚度)精度;
e)边缘状态。
如在订货合同中:
未说明表面处理方式时,以非酸洗表面交货。
对于热轧非酸洗表面钢板及钢带,未说明尺寸精度时,以普通厚度精度交货;
未说明边缘状态时,钢带以不切边状态交货,钢板以切边状态交货。
对于热轧酸洗表面钢板及钢带,未说明尺寸精度、边缘状态、表面质量级别和是否涂油时,以较高厚度精度、切边状态、较高级表面和涂油交货;
未说明钢卷内径时,以钢卷内径610mm交货。
4.2标记示例
按Q/BQB302-2003交货的热轧非酸洗表面钢板,牌号StW22,厚度3.0mm,PT.A级精度,宽度1200mm,切边(EC),长度2500mm,其标记为:
Q/BQB302-2003,StW22热轧钢板,3.0×
1200(EC)×
2500
按Q/BQB302-2003交货的热轧酸洗表面、涂油钢带,牌号StW22,表面质量级别FB,厚度3.0mm,PT.B级精度,宽度1200mm,切边(EC),钢卷内径610mm,其标记为:
Q/BQB302-2003,StW22热轧酸洗钢带,FB,3.0(PT.B)×
C,卷内径610
5尺寸、外形、重量及允许偏差
钢板及钢带的厚度允许偏差应符合表2的规定,其它尺寸、外形、重量及其允许偏差应符合Q/BQB301的规定。
表2mm
公称厚度
下列宽度时的厚度允许偏差
≤1200
>1200~1500
>1500~1800
>1800
普通精度PT.A
较高精度PT.B
1.2~1.5
±
0.15
0.10
0.17
0.12
-
>1.5~2.0
0.13
0.19
0.14
0.21
>2.0~2.5
0.18
0.23
0.25
0.20
>2.5~3.0
0.22
0.24
0.26
>3.0~4.0
0.27
>4.0~5.0
0.28
0.29
>5.0~6.0
0.31
>6.0~8.0
0.30
0.35
>8.0~10.0
0.32
0.33
0.34
0.40
>10.0~12.5
0.36
0.37
0.43
>12.5~15.0
0.38
0.46
>15.0~16.0
0.42
0.45
0.50
6技术要求
6.1牌号及化学成分
6.1.1钢的牌号及化学成分(熔炼分析)应符合表3的规定。
表3
牌号
化学成分(熔炼分析)%
C
Si
Mn
P
S
Alt
DD11(StW22)DD12(StW23)DD13(StW24)
≤0.10≤0.10≤0.08
≤0.05≤0.07≤0.07
≤0.60≤0.45≤0.40
≤0.035≤0.035≤0.030
≥0.010≥0.020≥0.020
SPHCSPHDSPHE
≤0.15≤0.10≤0.10
≤0.05≤0.05≤0.05
≤0.60≤0.50≤0.50
≤0.035≤0.035≤0.035
6.1.2钢中残余元素含量应符合下列规定:
Cu≤0.20%,Cr≤0.15%,Ni≤0.15%。
但在供方能保证钢中残余元素Cu、Cr、Ni的含量符合上述规定时,可不进行这些元素的化学分析。
6.1.3钢板及钢带的成品化学成分允许偏差应符合GB/T222的规定。
6.2冶炼方法
钢板及钢带所用的钢采用氧气转炉冶炼。
6.3交货状态
钢板及钢带以热轧状态交货。
6.4表面处理方式
6.4.1钢板及钢带的表面处理方式可采用非酸洗表面和酸洗表面两种方式。
6.4.2酸洗表面的钢板及钢带,可以涂油或不涂油交货。
经涂油后的酸洗钢板及钢带,在正常包装、运输、搬运和贮存条件下,供方保证自准发之日起三个月内不产生锈蚀,所涂油膜应能用碱水溶液消除掉。
如需方要求以不涂油的酸洗钢板及钢带供货,应在合同中注明。
不涂油的酸洗钢板及钢带,在运输和加工过程中易产生锈蚀和擦伤,供方对此不作保证。
6.5力学和工艺性能
6.5.1钢板及钢带的力学和工艺性能应符合相应表4和表5的规定。
表4
拉伸试验a
180°
弯曲试验a,b弯心直径
下列厚度(mm)时的下屈服强度cMPa
抗拉强度MPa
下列厚度(mm)时的断后伸长率%
L0=80mmb=20mm
L0=5.65
<2.0
2.0~8.0
<3.0
3.0~8.0
170~360
170~340
≤440
≥25
≥29
2a
170~320
≤420
≥27
≥31
0a
170~330
170~310
≤400
≥30
≥34
a表中所列拉伸试验、弯曲试验规定值适用于横向试样。
b弯曲试样宽度应不小于20mm,仲裁试验时为20mm。
c屈服现象不明显时,采用Rp0.2。
表5
牌号
拉伸试验a,b
弯曲试验a,c
下列厚度(mm)时的断后伸长率%
下列厚度(mm)时的弯心直径
<1.6
1.6~<2.0
2.0~<2.5
2.5~<3.2
3.2~<4.0
≥4.0
<3.2
≥3.2
≥270
1a
≥32
≥33
≥35
≥37
≥39
≥41
a表中所列拉伸试验、弯曲试验规定值适用于纵向试样。
b拉伸试验采用L0=50mm,b=25mm的试样,即为GB/T228中P14试样。
c弯曲试样宽度b应不小于20mm,仲裁试验时为20mm。
6.5.2弯曲试验后,试样的外侧面不得有肉眼可见的裂纹。
6.6表面质量
6.6.1钢板及钢带表面不得有裂纹、结疤、折叠、气泡和夹杂等对使用有害的缺陷,钢板及钢
带不得有分层。
对酸洗表面的钢板及钢带不得有停车斑。
6.6.2钢板及钢带按表面质量分为二级,如表6所示。
表6
级别
适用的表面处理方式
特征
普通级表面(FA)
非酸洗表面酸洗表面
表面允许有深度(或高度)不超过钢板厚度公差之半的麻点、凹面、划痕等轻微、局部的缺陷,但应保证钢板及钢带允许的最小厚度。
较高级表面(FB)
表面允许有不影响成型性的缺陷,如轻微划伤、轻微压痕、轻微麻点、轻微辊印及色差等
6.6.3对于钢带,由于没有机会切除带缺陷部分,所以允许带有若干不正常的部分,但有缺陷的部分不得超过每卷总长度的6%。
7检验和试验
7.1钢板及钢带的外观用肉眼检查。
7.2钢板及钢带的尺寸和外形应用合适的测量工具检查。
7.3每批钢板及钢带所需检验项目的试样数量、取样方法、试验方法应符合表7的规定。
表7
序号
检验项目
试样数量,个
取样方法
试验方法
1
化学分析
1(每炉)
GB/T222
GB/T223
2
拉伸试验
GB/T2975
GB/T228
3
弯曲试验
GB/T232
7.4取样频率
7.4.1化学成分分析的取样频率
按炉对化学成分进行熔炼分析。
7.4.2力学性能和工艺性能的取样频率
钢板及钢带应按批验收,每批由重量不大于70吨的同炉号、同牌号、同厚度规格、同产品形态的钢板或钢带组成。
注:
经供需双方协商,可另外确定检验批重量。
7.5力学性能和工艺性能的取样位置
试样取自钢板或钢带宽度的1/4处。
7.6复验
7.6.1如有某一项试验结果不符合标准要求,则从同一批中再任取双倍数量的试样进行该不合格项目的复验。
7.6.2复验结果(包括该项目试验所要求的所有指标)合格,则整批合格。
复验结果(包括该项目试验所要求的所有指标)即使有一个指标不合格,则复验不合格。
7.6.3如复验不合格,则已做试验且试验结果不合的单件不能验收,但该批材料中未做试验的单件可逐件重新提交试验和验收。
8数值修约规则按GB/T8170的规定。
9包装、标志和质量证明书
9.1钢板及钢带的包装、标志和质量证明书应符合Q/BQB300的规定。
9.2包装重量应符合表8的规定。
表8
产品类别
下列表面处理方式时的包装重量t
≤43.6
≤15.0
≤10.0
附录A
(资料性附录)
本标准与引用标准及国标相近牌号对照表
表A.1
Q/BQB302-2003
DIN1614-2-86
EN111-77
EN10111-1998
JISG3131-1996
GB710-91/GB711-88
DD11(StW22)SPHC
StW22
FeP11
DD11
08
DD12(StW23)SPHD
RRStW23
FeP12
DD12
08或08Al
DD13(StW24)SPHE
StW24
FeP13
DD13
08Al
附加说明:
本标准与DIN1614-2:
1986、EN10111:
1998和JISG3131:
1996的一致性程度为非等效。
本标准代替Q/BQB302-1999。
本标准与Q/BQB302-1999相比主要变化如下:
——规范性引用文件中引用了Q/BQB300-2003、Q/BQB301-2003、GB/T8170-1987;
——按EN10111将牌号修改为DD11、DD12和DD13,并删除了牌号UStW23;
——SPHC、SPHD的公称厚度扩大为≤16mm,并增加相应的厚度允许偏差;
——增加了表面处理方式和表面质量级别;
——按EN10111修改了牌号DD系列的Mn含量规定,并将屈服强度参考值改为规定值;
——增加了弯曲试验仲裁时的试样宽度;
——对于热轧酸洗表面钢板及钢带,厚度扩大为≤6mm;
——将钢带允许带有的缺陷部分不得超过每卷总长度“8%”修改为“6%”;
——修改了力学性能和工艺性能的组批规定和复验规定。
本标准的附录为资料性附录。
本标准由宝山钢铁股份有限公司制造管理部提出。
本标准由宝山钢铁股份有限公司制造管理部起草。
本标准起草人黄锦花。
本标准于1989年首次发布,1994第一次修订,1999第二次修订。
 升级会员
升级会员 