H型钢孔型设计技术讲解文档格式.docx
《H型钢孔型设计技术讲解文档格式.docx》由会员分享,可在线阅读,更多相关《H型钢孔型设计技术讲解文档格式.docx(9页珍藏版)》请在冰豆网上搜索。
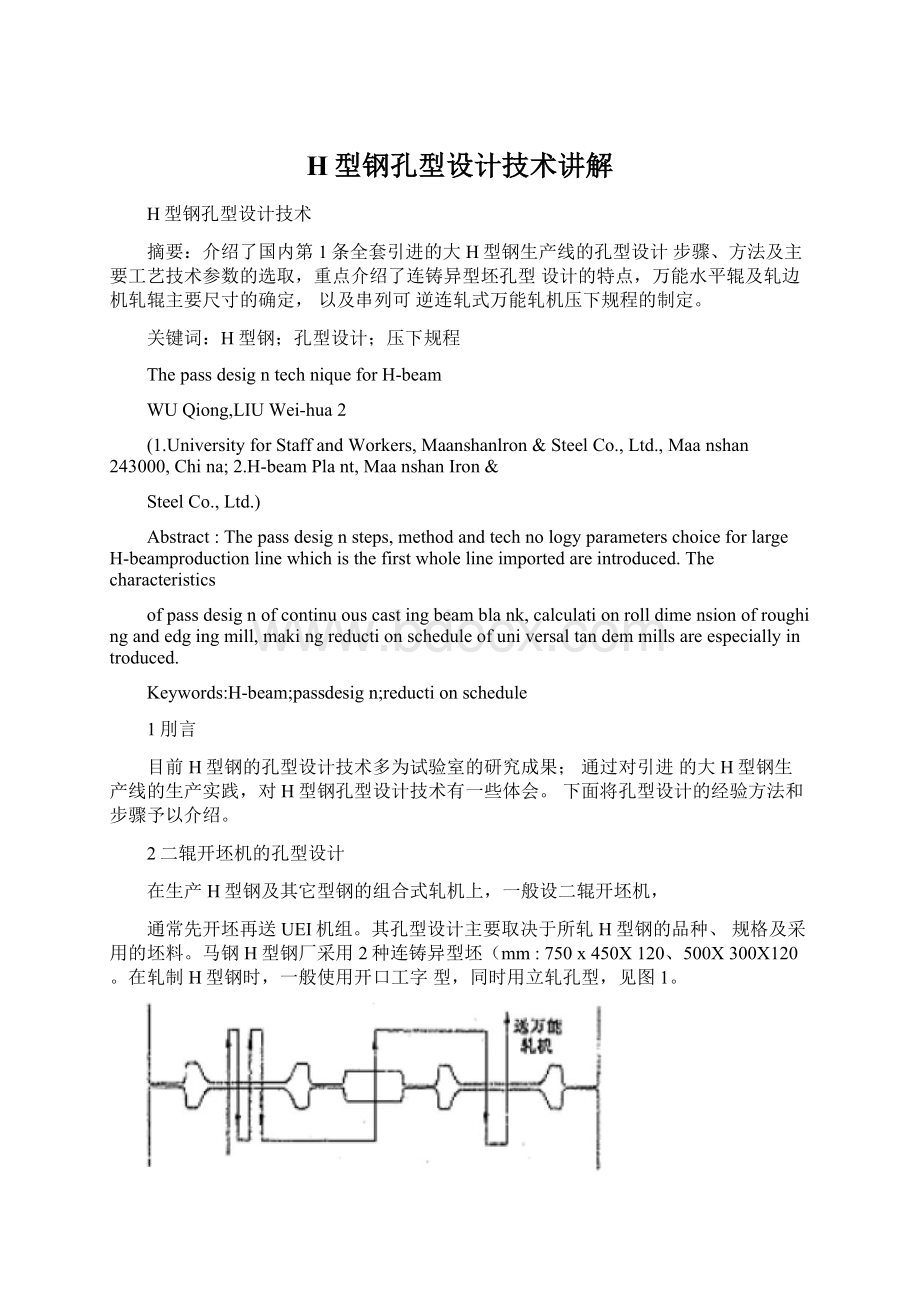
图1开坯机配辊图
2.1进万能孔型前的开坯机最终道次形状设计
以图2、图3为例,根据万能轧机平均延伸系数与总轧制道次n,
可求出总的延伸系数(相对腹板而言):
图2成品尺寸
图3开坯机最终道次形状尺寸
入总=(入平)
由此可求得该道次的腹板翼缘厚度:
TW=入总xtw
Tf=入总xtfx(1.1〜1.5)
Wb=W-(2〜5)
其中,平均延伸系数可根据H型钢腹板高度h取1.15〜1.33(大规格取下限,小规格取上限)。
通常,内侧壁斜度取10%〜25%外侧壁斜度取5%〜15%从而可求得该道次腹板总高度H;
翼缘高度B=b+5-30(mm)b
2.2在开坯机上异型坯轧制种类分析
根据不同的异型坯及相应的H型钢产品规格,满足上述开坯机最
终道次形状尺寸,在二辊开坯机上有以下几种轧制情况,见图4。
图4开坯机上异型坯轧制种类
a)标准异型坯轧制qb)延长腹板高度轧制qc)减小腹板高度轧制qd)减小翼缘高度轧制
1-异型坯q2-H型钢q3-二辊开坯机最终轧件q4-立轧后轧件
221标准异型坯的轧制
轧制时只进行腹板压下和展宽变形即可得到所需的二辊开坯机的最终轧件,见图4a。
2.2.2延长腹板高度的轧制
首先经若干道次工字形孔,延伸腹板内高和总高,使之达到所需工字形轧件,见图4b。
2.2.3减小腹板高度轧制
首先将异型坯在箱形孔中立压,使腹板内宽减小,使之达到所需工字形轧件,见图4c。
轧制中腹板厚度增加量按立轧压下量的20%-25%+。
2.2.4减小异型坯翼缘高度的轧制
用异型坯轧制窄缘H型钢时,要对翼缘高度进行大幅度压下,见图4d。
开坯机承受较大变形量,以使异型坯达到供UEU机组轧制的
工字形尺寸。
3万能轧机孔型设计
3.1万能轧制方式
不同的产品规格和生产条件,有不同的轧制方式。
马钢采用了串列可逆连轧方式,即开坯后的轧件先在3机架组成的万能粗轧UEL连轧机组中往返轧制,最后在万能精轧UF机架中轧1道出成品。
这种方式可减少轧制道次,提高生产能力。
3.2万能轧机U和轧边机E的孔型设计
321成品孔型
其孔型设计主要是确定H型钢边部内侧间距,即UF孔型水平辊宽度W,见图5a。
为提高轧辊寿命,确定轧辊宽度时还应考虑腹板高度和翼缘厚度方向上的公差:
W=(h-2Xtf+A+-S-)X(1.005〜1.010)
式中,A+为腹板高度上的正偏差;
S-为翼缘厚度上的负偏差。
轧辊
侧壁斜度一般取0.25°
。
3.2.2万能粗轧孔型
其孔型设计主要是确定水平辊宽度W通常,WW=(2〜5)mm轧制小规格H型钢时,取下限。
轧辊侧壁斜度取5°
见图5b)。
图5万能轧机轧辊
a)万能精轧机轧辊;
b)万能粗轧机轧辊
323轧边机孔型设计
轧边机孔型的水平辊宽度WW或W=W-(0.5〜1.0)mm;
其侧壁斜度与相对应的万能粗轧机侧壁斜度相同;
轧边机孔型的槽底斜面应与侧壁夹角为90°
如图6所示。
轧边机孔型深度he可用下式确定:
he=(b-r-SX2)/2
图6轧边机示意图
式中,b为成品热状态下的边高;
r为翼缘宽度正偏差;
S为轧件腰部与水平辊之间的间隙,一般取0.5〜5mm
为了避免水平辊与轧件腰部之间的接触,有时将轧边机孔型的上
下水平辊车成图6所示的虚线部分,其S=5mm
根据上述方法可完成所有U和E孔型的设计,然后制定UEU机组
的压下规程。
3.3UEU机组压下规程的制定
制定规程时,一般应使翼缘压下系数£
t大于腰部压下系数£
y。
通常q精轧机UF的压下系数可取1.05〜1.1。
其余道次可取
1.1〜1.5。
轧件在U孔型中轧制时,轧件的边高会有变化,轧件边部在U孔型轧制时的增长量△Bu:
刀为自然增长量△Bt与强迫增长量△Bet之和
:
2]
从U道次到U道次时,轧件边部的△B为:
1/20
△B=bo(b°
xR)x△t/(b2+toX11)
式中,△t=t0-t1,t0、t1分别为翼缘轧前厚度与轧后厚度);
bo为翼缘轧前宽度;
R为立辊半径。
从E道次到U道次时,轧件边部除自然增长量外,由于轧件边部在E道次中,边部附近有局部增厚,因此在U道次中轧制时,轧件边端处有强迫增长量⑶:
△Bt二kx△heX10/入
式中,k为系数,一般取0.5〜0.7;
入为轧件在U孔型中的延伸系数;
△he为轧件在E孔型中的总边高压下量。
根据上述原则,可确定出UEU机组各道次的轧件尺寸及压下规程。
4孔型及规程的应用
以H600mm300mrX12mrX20mml型钢为例,其生产中所用的孔
型设计及压下规程如下
开坯机孔型见图7,其压下规程见表1
图7开坯机孔型及配辊图
表1开坯机压下规程
道
次
孔型编号
翻
钢编号
截面尺寸
辊
缝
/mm
工作
辊径
①
转速
/r.min
-1
轧
制
速
度
/m.s
咬入速度/m.s-
1
轧件
长度
/m
腹
板
厚度
翼
缘
腹板高度
截面
面积
/mnm
面
缩率
/%
120
450
750
16080
11.0
2
140
420
770
15040
6.9
20
005
34.2
2.0
2.01
1.7
100
380
13500
11.
80
1025
33.5
2.01:
3.0
4
3
85
365
12345
8.6
65
1040
36.7
2.5
4.2
70
350
11190
9.4
50
1055
36.2
5.7
5
11100
0.8
550
980
48.7
5.8
6
58
328
785
97000
12.
38
1076
44.3
3.5
3.1
7
320
90650
6.5
30
1085
52.8
注:
规格尺寸(mm:
JIS588x300X12X20,钢种Q345开轧温度:
1200C,坯料尺寸(mm:
750x450x120,长度11.0m。
4.2万能轧机压下规程
万能轧机压下规程见表2。
表2万能轧机压下规程
道次
机架
类型
腹板
厚度
相对
压下
量/%
翼缘
轧边
机辊缝
咼度
辊直径①
轧制
速度
/m.s-1
咬入
/m.s-1
U1
46.5
7.0
100.
2.2
777
91613
1400
2.50
2.00
E
54.1
670
2.56
2.05
U2
41.8
0.19
760
83511
2.74
2.19
36.9
1.77
9.91
3.2
736
73147
4.20
45.0
4.49
2.14
32.4
2.26
9.11
714
63792
4.83
2.30
28.5
2.25
9.81
696
55752
5.00
39.1
5.35
25.1
1.95
1.81
3.4
680
48001
5.80
2.32
22.1
1.94
4.71
3.7
666
41957
33.0
8
19.5
 升级会员
升级会员 