质量考核细则Word文档下载推荐.docx
《质量考核细则Word文档下载推荐.docx》由会员分享,可在线阅读,更多相关《质量考核细则Word文档下载推荐.docx(24页珍藏版)》请在冰豆网上搜索。
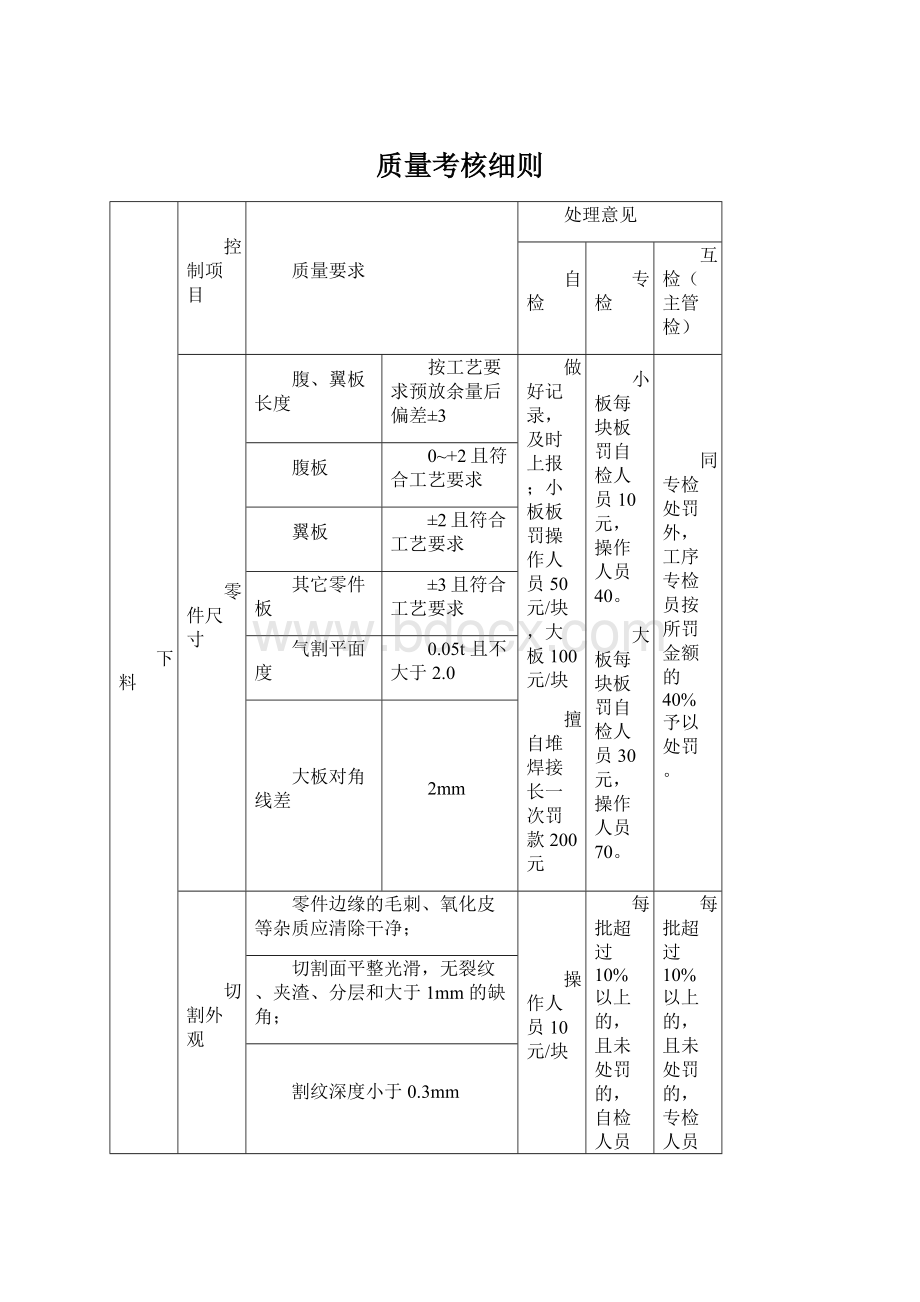
2mm
切割外观
零件边缘的毛刺、氧化皮等杂质应清除干净;
操作人员10元/块
每批超过10%以上的,且未处罚的,自检人员罚款50元
每批超过10%以上的,且未处罚的,专检人员罚款200元
切割面平整光滑,无裂纹、夹渣、分层和大于1mm的缺角;
割纹深度小于0.3mm
熔透焊坡口不得擅自补焊
发现一次罚款200元
标识及堆码
零件板根据工艺文件要求标识齐全
/
每次罚班组长100元
分类码放,堆码整齐
钢板对接
几何尺寸
符合零件尺寸偏差,且对角线差小于3mm
按零件尺寸项处理
焊缝外观
符合焊缝检查要求
见焊接处理意见
对接长度
翼板接料长度不少于宽度的2倍,腹板长度不少于600mm
100元/块
罚自检40元/块,
罚操作工:
60元/块
同专检处罚外,专检员按所罚金额的30%予以处罚。
平整度
(校正后)
板厚<14mm
1.5mm/m
校正合格后方可报检
罚自检人员50元/块,班组长50元/块
同专检处罚外,专检员按所罚金额的20%予以处罚。
板厚≥14mm
1mm/m
坡口加工
方向
坡口正、反向的区别
同零件尺寸
尺寸偏差
角度偏差±
5°
,钝边0~-1mm
罚操作人员20元/块
漏检:
罚操作人员15元/块,自检人员5元/块
切面质量
符合切割外观要求
同外观
自检表格
自检表格要求填写规范、真实
罚自检员50元/次
注:
自检是指班组一级的质检人员,专检指质量部质检员,互检指下道工序对上道工序的检查,包括制作过程中的检查。
互检指下道工序对上道工序的投诉;
主管检指质量部主管对质检情况的随机抽查。
腹板及翼板全检,小件抽查30%且不少于3块。
自检填报自检表格,专检在自检表上签字,并做好验收记录。
制孔
工艺要求
工艺有要求用钻模时,或特定工装胎架时,应严格采用
制止并整改
罚操作工或班组长50元/次
同一组内任意两孔间距离
1.0
全检
罚操作工50元件
巡检并抽检3%组装或半成品工序全检
罚操作工30元/件,自检员20元/件
同专检
相邻两组的端孔间距离
≤500
501~1200
1201~3000
>
3000
1.5
2.0
2.5
3.0
直径偏差
0~+1
垂直度
0.03t且不大于2mm
圆度
外观要求
孔壁粗糙度不大于25μm;
孔边缘毛刺打磨干净;
长孔气割后打磨光滑
整改
(可罚班组长50元/件)
专检人员巡检或抽检方式进行,抽检数量不得少于50%,且不少于3块;
每批次抽检数量不少于30%,且不少于2块。
其它未列入的问题出现后,及时上报。
弯制成型
加工工艺
冷弯最小半径25t,加工前确定冷弯或热弯
尺寸要求
用模具检查,偏差小于2mm,且满足工艺要求
罚操作工20元/件
巡检并抽检30%
组装或半成品工序全检
母材表面质量
压模应有适当圆度,成型后母材压痕小于0.5mm
罚操作工50元/件
多次、多点压制,成型后母材不得有裂纹
控制加工温度,表面不得有热熔点
温度控制
加工温度应控制在900~1000度,低合金钢自然冷却
非停工报检工序。
专检人员巡检或抽检方式进行。
拼装
处罚意见
准备工作
打磨焊道区域,打磨全熔透坡口
罚操作工50元/次
巡检
正确装出装配线
检查零件板下料质量
十字组拼装前,确保H型钢及T型钢是检验合格的
拼装平台必须牢固、平面度差值不应大于2mm。
罚班组长50元/次
巡检罚班组长50元/次
翼、腹板对接
翼板与腹板对接焊缝应错开200mm以上,翼腹板对接缝与加劲板应错开200mm以上。
100元/件
罚自检40元/件,
60元/件
直缝管对接时焊缝应错开135度且不小于300mm,对接环缝与加劲板错开200以上。
焊接配合
熔透焊缝的装配间隙按焊接工艺求执行,并考虑截面尺寸
错口、错边等符合工艺要求
焊前整改
(可罚操作工50元/件)
定位焊
位焊长度40~60mm,焊缝厚度最小3mm,最大不超过设计焊缝厚度的2/3,间距300~600mm,主焊缝两端50mm范围不得点焊;
(可罚操作工30元/件)
罚操作工
50元/件
全熔透焊缝点焊于清根侧
加固措施
工艺隔板、支撑等加固措施必须按要求正确设置
(可罚50元/件)
焊前自检
自检员焊接前必须100%检查,合格后方可施焊
\
H型钢、十字型钢组装精度
长度L
考虑工艺余量后±
(组装前自检)同下料
同下料
宽度
截面高度h
工艺余量后偏差0~+2.0
腹板不平面度
t≤14时3mm\m;
t>
14时2mm\m
翼腹板长度差值
1mm
中心偏移e
对角线差
校正至合格
罚自检20元/件,
30元/件
扭曲
H/500,且不大于2mm
弯曲
L/1500且不大于3mm
翼缘垂直度Δ
B/100且≤3.0,钢柱端部连接处≤1.5
箱型钢组装精度
U型报检
U型拼焊完后必须报检,专检100%
班组长500元/次
自检员500元/次
隐蔽焊缝检查
尺寸检查(见下)
见下
隔板电渣焊间隙小于0.5mm
罚操作人员50元/件
0~+2.0
L/1500且不大于5mm
焊缝质量
无损检测合格
见焊接
外观合格
外观质量
现场坡口
角度±
5;
切割面光滑
操作人员50元/件
操作人员30元/件,自检人员20元/件
操作人员30元/件,自检人员20元/件。
专检员按所罚金额的30%予以处罚。
方向正确
过焊孔
大小按工艺执行、光滑、不伤及母材
其它
符合相应工序外观要求
切头(坡口)
同下料切割
标识
标识包括但不限于:
工程名称、构件号、钢印标记等
H型钢焊前及焊后就分别报检,十字柱应在H型和T型分别报检合格后方可进行拼十字工序。
箱形结构有两个报检点,一是盖板前,二是焊接并校正完成后。
焊接
不合格情况处理意见
焊材匹配
按作业指导书及焊接工艺评定执行
整改、上报
罚班组长500元/次
预热及保温
罚操作人员或班组长50元/次
引、熄弧板设置
引、熄弧板宽度应大于80mm,气保焊时引、熄弧板长度不小于50mm,埋弧焊时引、熄
弧板长度宜为板厚的2倍且不小于100mm,厚度宜同构件母材一致且应不小于10mm;
引、熄弧板用气割切除,不得伤及母材,严禁锤击去除。
参见表《建筑钢结构焊缝外观尺寸允许偏差》
焊脚高
30元/条
罚自检10元/条,操作工20元/条
罚自检10元/条,操作工20元/条,罚质检总额30%
余高
整改(可罚20元/条)
罚20元/条
参见表《建筑钢结构焊缝外观质量要求》
出现裂纹必须上报,不得擅自处理
及时上报
自检员或操作工100元/次
隐蔽焊缝
隐蔽焊缝(如箱型隔板、复杂节点的隐蔽焊缝等)必须先检验后隐蔽,并填报验收隐蔽记录
及时报检
自检员200元/次
无损检测
一、二级焊缝自检按100%进行;
抽检按相关规范要求进行。
不得漏检。
罚二检200元/次
报检前作前按要关要求进行打磨、有专人配合翻身
罚班组长或工段长100元/次
不合格返工标记不得擅自擦除
罚班组长100元/次
合格率手工焊不得低于98%;
埋弧焊不低于98.5%
工人操作原因
超出部分20元/50mm
焊缝返修
对所有超标的焊接缺陷采用砂轮打磨、碳弧气刨、铲凿或机械等方法彻底清除后按返修工艺进行补焊;
返修合格
30元/100mm
 升级会员
升级会员 