小齿轮透盖加工工艺工序过程文档格式.docx
《小齿轮透盖加工工艺工序过程文档格式.docx》由会员分享,可在线阅读,更多相关《小齿轮透盖加工工艺工序过程文档格式.docx(19页珍藏版)》请在冰豆网上搜索。
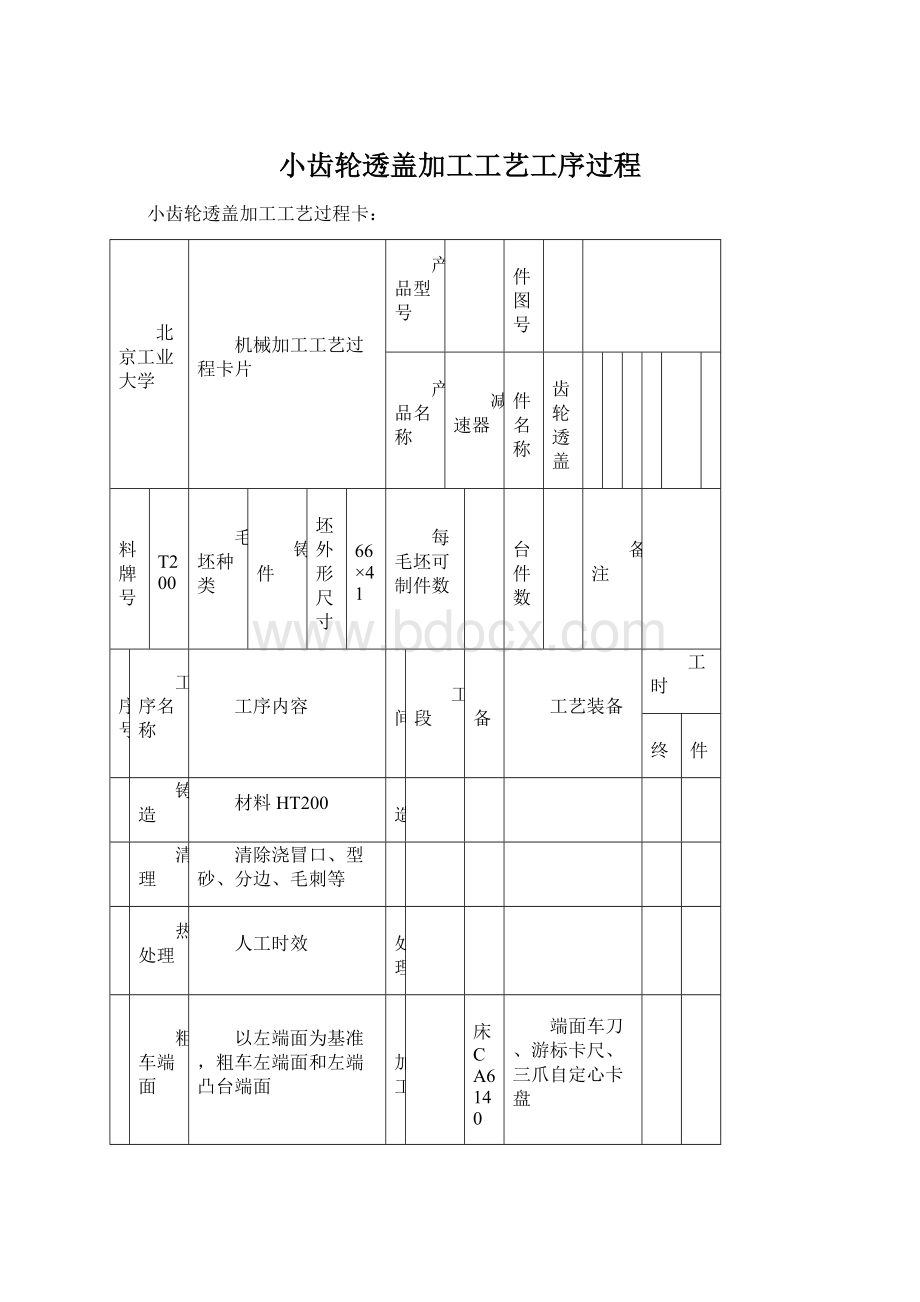
毛坯种类
铸件
毛坯外形尺寸
Φ66×
41
每毛坯可制件数
每台件数
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
铸造
材料HT200
2
清理
清除浇冒口、型砂、分边、毛刺等
3
热处理
人工时效
4
粗车端面
以左端面为基准,粗车左端面和左端凸台端面
机加工
车床CA6140
端面车刀、游标卡尺、三爪自定心卡盘
5
粗车内、外圆
以左端面为基准,粗车Φ40外圆面、锥度圆面和Φ17轴孔内圆面
内、外圆车刀、游标卡尺、三爪自定心卡盘
6
调质处理后表面硬度HBS220-240
7
半精车凸台、轴孔内圆面
以左端面为基准,半精车凸台、Φ17轴孔内圆面
8
半精车端面
以外圆面为基准,半精车左端面,左端凸台端
9
粗车内槽
以左端面为基准,粗车Φ29内槽,Ra6.3
内切槽刀、游标卡尺、三爪自定心卡盘
10
以外圆面为基准,粗车右端面去除余量1.5mm
11
粗车外圆
以右端面为基准,粗车Φ63外圆面,Ra6.3
外圆车刀、游标卡尺、三爪自定心卡盘
12
铣缺口
以右端面为基准,铣去外圆面2.2mm
铣床X6030
虎台钳、游标卡尺
13
钻孔
以外圆面为基准,钻孔至φ5,Ra6.3
钻床Z5725A
麻花钻、扩孔钻、游标卡尺、三爪自定心卡盘
14
去毛刺
钳工台
平挫
15
清洗
清洗机
三爪自定心卡盘
16
终检
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
小齿轮透盖加工工序卡:
机械加工工序卡片
车端面
设备名称
设备型号
设备编号
同时加工件数
卧式车床
CA6140
夹具编号
夹具名称
切削液
乳化液
工位器具编号
工位器具名称
工序工时(分)
工步号
工步内容
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
01
粗车左端大端面见平,去除毛坯余量1.5mm
45°
硬质合金端面车刀
435
90
0.5
1.5
02
以左端面为基准,粗车左端凸台端面,去除毛坯余量1.5mm
5.5
校对(日期)
以左端面为基准,粗车凸台外圆至Φ42
93度硬质合外圆金刀
650
0.75
粗车锥度内孔至尺寸
93度硬质合内圆金刀
775
2.5
03
粗车轴孔内圆面至Φ15
1900
半精车外圆、轴孔
以左端面为基准,半精车轴孔内圆面至Φ17
2435
130
0.4
半精车凸台外圆至Φ40
1035
半精车左端面
以外圆面为基准,半精车左端面,保证精度Ra=3.2
0.1
车内槽
以左端面为基准,粗车Φ23内槽,保证精度Ra6.3
硬质合金内切槽刀
1245
 升级会员
升级会员 